You might also like
- PDF Created With Pdffactory Trial VersionDocument8 pagesPDF Created With Pdffactory Trial VersionmahendraNo ratings yet
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Document1 page3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraNo ratings yet
- 3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06Document1 page3.0 Mtpa NMDC Integrated Steel Plant (Nisp), Nagarnar, Chattisgarh Steel Melting Shop - Pkg-06mahendraNo ratings yet
- WPS requirements for structural welding per AWS D1.1-2008Document2 pagesWPS requirements for structural welding per AWS D1.1-2008mahendraNo ratings yet
- 2 DefectsDocument4 pages2 DefectsmahendraNo ratings yet
- Symbol of Weld PDFDocument28 pagesSymbol of Weld PDFSyarif IrwantoNo ratings yet
- Work Instruction For Macro ExaminationDocument4 pagesWork Instruction For Macro Examinationmahendra50% (2)
- Astm D7091 05Document7 pagesAstm D7091 05IMSQA75% (4)
- Mild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499Document5 pagesMild Steel Electrodes: Brand Aws A/Sfa 5.1 IS 814 DIN 1913 BS 639 EN 499mahendraNo ratings yet
- Attachment X - Specifications For Prefabrication PipingDocument6 pagesAttachment X - Specifications For Prefabrication PipingmahendraNo ratings yet
- Attachment X - Specifications For Prefabrication PipingDocument25 pagesAttachment X - Specifications For Prefabrication PipingmahendraNo ratings yet
- Inspection ProcesureDocument1 pageInspection ProcesuremahendraNo ratings yet
- Arc Welding PPT FinishDocument50 pagesArc Welding PPT FinishmahendraNo ratings yet
- PaintCure PDFDocument8 pagesPaintCure PDFmahendraNo ratings yet
- Calibrating Pressure Gauges Using Dead Weight TestersDocument3 pagesCalibrating Pressure Gauges Using Dead Weight TestersmahendraNo ratings yet
- Work Instruction FOR: Spectro AnalysisDocument3 pagesWork Instruction FOR: Spectro AnalysismahendraNo ratings yet
- Attachment X - Specifications For Prefabrication PipingDocument25 pagesAttachment X - Specifications For Prefabrication PipingmahendraNo ratings yet
- Final InspDocument6 pagesFinal InspmahendraNo ratings yet
- QC - 06 Surface Preparation & Painting Rev. 01Document7 pagesQC - 06 Surface Preparation & Painting Rev. 01mahendraNo ratings yet
- QC - 16 Guided Bend Test.Document3 pagesQC - 16 Guided Bend Test.mahendra100% (1)
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraNo ratings yet
- Internal Quality Audit ProcedureDocument2 pagesInternal Quality Audit ProceduremahendraNo ratings yet
- Raw Material Inspection ProcedureDocument2 pagesRaw Material Inspection ProceduremahendraNo ratings yet
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraNo ratings yet
- Purpose: Steel Konnect (India) Pvt. Ltd. Procedure ManualDocument3 pagesPurpose: Steel Konnect (India) Pvt. Ltd. Procedure ManualmahendraNo ratings yet
- QC - 06 Surface Preparation & Painting 2Document6 pagesQC - 06 Surface Preparation & Painting 2mahendraNo ratings yet
- Steel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningDocument1 pageSteel Konnect India PVT Ltd. Procedure Manual: Procedure For Production PlanningmahendraNo ratings yet
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraNo ratings yet
- Manual Ultrasonic Testing ProcedureDocument7 pagesManual Ultrasonic Testing ProceduremahendraNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lincoln 180HD Users PDFDocument96 pagesLincoln 180HD Users PDFratpacNo ratings yet
- Tank WeldingDocument36 pagesTank Weldingdarkhorse1981100% (2)
- Lincoln Powertec I-SDocument5 pagesLincoln Powertec I-SAliNo ratings yet
- Definitions of Each Variable in WPS and PQR PDFDocument63 pagesDefinitions of Each Variable in WPS and PQR PDFAsad Bin Ala QatariNo ratings yet
- Joining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryDocument12 pagesJoining Aluminum Sheet in The Automotive Industry - A 30 Year HistoryStupinean LarisaNo ratings yet
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNo ratings yet
- Api 577 QuizDocument11 pagesApi 577 Quizabdo100% (3)
- Macsteel VRN - Wear Abrasion Steels - Creusabro 8000Document4 pagesMacsteel VRN - Wear Abrasion Steels - Creusabro 8000jonodo89No ratings yet
- Robots in WeldingDocument12 pagesRobots in WeldingRehan SharmaNo ratings yet
- XMT 425 Series: Quick SpecsDocument2 pagesXMT 425 Series: Quick SpecsJeffin JojimonNo ratings yet
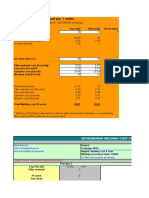
- Excel - CCC - Soft Weld Metal - Gas ConsumptionDocument6 pagesExcel - CCC - Soft Weld Metal - Gas ConsumptionOctavian PanteaNo ratings yet
- DJF 3012 - Manufacturing Workshop Practice 2Document7 pagesDJF 3012 - Manufacturing Workshop Practice 2Leeahna JkNo ratings yet
- Kuwait Oil Company (K.S.C.) : Engineering GroupDocument14 pagesKuwait Oil Company (K.S.C.) : Engineering GroupRELLA ROSHAN KUMARNo ratings yet
- Module 2 - Welding and Cutting Proccess PDFDocument148 pagesModule 2 - Welding and Cutting Proccess PDFTuhoyito TarahaoNo ratings yet
- Instructions: Motoweld-Rl350Document153 pagesInstructions: Motoweld-Rl350gsNo ratings yet
- Indian Railways MIG Wire Technical RequirementsDocument17 pagesIndian Railways MIG Wire Technical RequirementsJoherNo ratings yet
- User Manual DP323C: Issue 2Document30 pagesUser Manual DP323C: Issue 2Ajmaster.ltNo ratings yet
- Sec11 LowAlloy WebDocument68 pagesSec11 LowAlloy WebAshvin GaikwadNo ratings yet
- JJ104 Workshop Technology Welding SlideDocument69 pagesJJ104 Workshop Technology Welding SlideAh Tiang100% (1)
- Vietnam Metalworking Supporting Industry: Table of ContentDocument24 pagesVietnam Metalworking Supporting Industry: Table of ContentNghi TranNo ratings yet
- ISO 9606 Revised 4 SeptDocument34 pagesISO 9606 Revised 4 Septaravindan100% (5)
- 22008-Article Text-71889-1-10-20190503Document7 pages22008-Article Text-71889-1-10-20190503sourabh loharNo ratings yet
- WPS& WQRDocument132 pagesWPS& WQRAby Jacob Mathews100% (3)
- Autocraft Lw1-6: ClassificationsDocument3 pagesAutocraft Lw1-6: ClassificationsRobart JacobNo ratings yet
- Powertec I Compact Range EngDocument16 pagesPowertec I Compact Range EngVenkat GupthaNo ratings yet
- Mag Welding - Sudura PerfectaDocument39 pagesMag Welding - Sudura PerfectaUrszuj CsabaNo ratings yet
- Magicwave 2200Document160 pagesMagicwave 2200djotenNo ratings yet
- Migmatic 271/273/333/383: June 2005 Effective With Serial Number 210 344Document44 pagesMigmatic 271/273/333/383: June 2005 Effective With Serial Number 210 344fuclaNo ratings yet
- The Welding Procedure and Its QualificationDocument51 pagesThe Welding Procedure and Its QualificationMohd Faya100% (8)
- Application of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelDocument6 pagesApplication of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelKaushik SenguptaNo ratings yet