You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- s1 Lxje03a EwdDocument248 pagess1 Lxje03a Ewdjason ferreiraNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Practical Electronics 1966 02 PDFDocument84 pagesPractical Electronics 1966 02 PDFCarlos Soares100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Help Welding Calculation - WeldingDocument14 pagesHelp Welding Calculation - Weldingahmed100% (1)
- 5S PrincipleDocument53 pages5S PrincipleAmir M. VillasNo ratings yet
- DEP-SFS-01 Substation Material SupplyDocument36 pagesDEP-SFS-01 Substation Material SupplyVamsi ManojNo ratings yet
- Cables - Interview Questions and AnswersDocument96 pagesCables - Interview Questions and Answersajmal100% (1)
- Power Supply Learning Kit PDFDocument95 pagesPower Supply Learning Kit PDFrootNo ratings yet
- S11 Electric Components PDFDocument126 pagesS11 Electric Components PDFalberto soto100% (1)
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNo ratings yet
- Drill Bit Size ChartDocument22 pagesDrill Bit Size ChartahmedNo ratings yet
- Install and Test GFCIs to Prevent Electrical Shocks (40Document39 pagesInstall and Test GFCIs to Prevent Electrical Shocks (40Victor Rosales100% (2)
- A Complete Guide To Pipe SizesDocument25 pagesA Complete Guide To Pipe SizesahmedNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- Voltage Detection System ExplainedDocument2 pagesVoltage Detection System Explainedparthaju100% (3)
- Sectional ViewDocument2 pagesSectional ViewahmedNo ratings yet
- Grade Structure Revamping TemplateDocument1 pageGrade Structure Revamping TemplateahmedNo ratings yet
- Science Answer KeyDocument1 pageScience Answer KeyahmedNo ratings yet
- Assignment No. 4 BlankDocument15 pagesAssignment No. 4 BlankahmedNo ratings yet
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedNo ratings yet
- Fuel TrimsDocument6 pagesFuel TrimsahmedNo ratings yet
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDocument1 pageAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedNo ratings yet
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDocument2 pages7 Ways You Are Violating Welding Procedures and Don't Know ItahmedNo ratings yet
- YIC Materials Testing Lab Equipment and ExperimentsDocument2 pagesYIC Materials Testing Lab Equipment and ExperimentsahmedNo ratings yet
- Measuring Metal Strength (Tensile & Impact Strength)Document5 pagesMeasuring Metal Strength (Tensile & Impact Strength)ahmedNo ratings yet
- 6 Mistakes That Can Lead To Cracked WeldsDocument4 pages6 Mistakes That Can Lead To Cracked WeldsahmedNo ratings yet
- Illness Caused by Welding Fume and GasesDocument2 pagesIllness Caused by Welding Fume and GasesahmedNo ratings yet
- Plasma 2Document13 pagesPlasma 2ahmedNo ratings yet
- Deposition Rates For Stick ElectrodesDocument3 pagesDeposition Rates For Stick ElectrodesahmedNo ratings yet
- Btus, CFMS, and Gges DemystifiedDocument2 pagesBtus, CFMS, and Gges DemystifiedahmedNo ratings yet
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocument1 pageTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedNo ratings yet
- Plasma 2Document14 pagesPlasma 2ahmedNo ratings yet
- PlasmaDocument8 pagesPlasmaahmedNo ratings yet
- Tip Data For OFWDocument1 pageTip Data For OFWahmedNo ratings yet
- ASGEpg187 PDFDocument3 pagesASGEpg187 PDFbkprodhNo ratings yet
- CGA Selection Chart for Pure & Mixed Industrial GasesDocument1 pageCGA Selection Chart for Pure & Mixed Industrial GasesSadot GutierrezNo ratings yet
- PlasmaDocument7 pagesPlasmaahmedNo ratings yet
- Grinding Wheel SpecificationsDocument2 pagesGrinding Wheel SpecificationsahmedNo ratings yet
- UNCUNF Threads - SizeDocument1 pageUNCUNF Threads - SizeahmedNo ratings yet
- Research To Study Variable Frequency Drive and Its Energy SavingsDocument4 pagesResearch To Study Variable Frequency Drive and Its Energy SavingsIjsrnet EditorialNo ratings yet
- Harmonic Filter (Detuned)Document3 pagesHarmonic Filter (Detuned)fikadu diribaNo ratings yet
- Low Cost Multi-Function Generator Controller ASM168 ManualDocument5 pagesLow Cost Multi-Function Generator Controller ASM168 ManualAliNo ratings yet
- InstructionManual RectifierDocument14 pagesInstructionManual RectifierElectrifying GuyNo ratings yet
- Lec 3Document18 pagesLec 3Kashif SubhanNo ratings yet
- Russian Connectors For Catlogue AlliedDocument26 pagesRussian Connectors For Catlogue AlliedAdhitya GaneshaiahNo ratings yet
- Manual NEF160110VAC Overload RelayDocument25 pagesManual NEF160110VAC Overload RelayLong PhamNo ratings yet
- Fiber Optics: FeaturesDocument7 pagesFiber Optics: FeaturesAshlee AcevedoNo ratings yet
- Snap Circuits SC-300Document3 pagesSnap Circuits SC-300grahambandleyNo ratings yet
- Pw6 Three Phase System v1Document6 pagesPw6 Three Phase System v1Hairul Anuar MasrolNo ratings yet
- SdadadsDocument4 pagesSdadadsadapa1234No ratings yet
- Part One - ElectricalDocument2 pagesPart One - ElectricalMwaniki CharlesNo ratings yet
- Mdn3 NMB MatDocument1 pageMdn3 NMB MatJahn HarryNo ratings yet
- AC MOTOR DRIVE Operation ManualDocument176 pagesAC MOTOR DRIVE Operation ManualFida HussainNo ratings yet
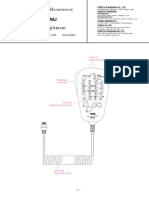
- Technical Supplement: Emote Ontrol IcrophoneDocument4 pagesTechnical Supplement: Emote Ontrol IcrophoneVitaliy OnyshchenkoNo ratings yet
- MC34262, MC33262 Power Factor ControllersDocument21 pagesMC34262, MC33262 Power Factor ControllersMaria VaccarielloNo ratings yet
- Digital Ic ApplicationsDocument1 pageDigital Ic ApplicationsChandrashekar67% (3)
- Design and Implementation of Four Quadrant DC Drive Using ChopperDocument5 pagesDesign and Implementation of Four Quadrant DC Drive Using ChopperDayguel EvansNo ratings yet
- Sim 7155Document3 pagesSim 7155Hitesh GambhavaNo ratings yet
- Design of Subtransmission Lines and Distribution SubstationsDocument80 pagesDesign of Subtransmission Lines and Distribution SubstationsOmerAbdulRazzaq40% (5)
- Datasheet Mosfet Driver ADP3110A Dual Bootstrapped, 12 V MOSFETDocument12 pagesDatasheet Mosfet Driver ADP3110A Dual Bootstrapped, 12 V MOSFETdouglasNo ratings yet
- PSL50 Protection DatasheetDocument5 pagesPSL50 Protection DatasheetMohamed Daw HamoudaNo ratings yet