You might also like
- GRP Water Tank SpecsDocument4 pagesGRP Water Tank Specsafraz_xecNo ratings yet
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Anvil Pipe Hanger CatalogueDocument252 pagesAnvil Pipe Hanger Cataloguezahra danNo ratings yet
- Gny Pantograph AssyDocument10 pagesGny Pantograph Assyprem nautiyalNo ratings yet
- Shell Boilers: BSI Standards PublicationDocument43 pagesShell Boilers: BSI Standards PublicationWael MaatougNo ratings yet
- Lift Station, Water Meter, Flow Meter BoqDocument6 pagesLift Station, Water Meter, Flow Meter BoqHerman Buenaflor BibonNo ratings yet
- Risk ManagementDocument33 pagesRisk ManagementRukii EllinaNo ratings yet
- Vortex Drop Inlet For Supercritical Approaching Flow-HagerDocument7 pagesVortex Drop Inlet For Supercritical Approaching Flow-Hagerローズ サンティアゴNo ratings yet
- Lecture - Solar Geometry - 2017Document79 pagesLecture - Solar Geometry - 2017Xue AdamsNo ratings yet
- Evaluation & Redesign of University of Guyana Sanitary Sewer SystemDocument32 pagesEvaluation & Redesign of University of Guyana Sanitary Sewer SystemPeter NobregaNo ratings yet
- 1999 - SANDIA - Solar Two Central Receiver PDFDocument232 pages1999 - SANDIA - Solar Two Central Receiver PDFDavide FranziniNo ratings yet
- Cold Spring of Restrained Piping SystemDocument5 pagesCold Spring of Restrained Piping Systemsateesh chandNo ratings yet
- Two-Tank Molten Salt Storage - 2004Document7 pagesTwo-Tank Molten Salt Storage - 2004Hélio Henrique DiasNo ratings yet
- 2 2E Errata PDFDocument1 page2 2E Errata PDFali hassanNo ratings yet
- Oil Interceptor CombinedDocument19 pagesOil Interceptor CombinedNiong DavidNo ratings yet
- Oss 301Document60 pagesOss 301Bassem BalghouthiNo ratings yet
- AIGA 024 - 10 Connections For Transportable and Bulk Storage Tanks - Reformat Jan 12Document28 pagesAIGA 024 - 10 Connections For Transportable and Bulk Storage Tanks - Reformat Jan 12dhaktodesatyajitNo ratings yet
- LPG Horton Sphere Send EnquiryDocument3 pagesLPG Horton Sphere Send EnquiryAnonymous i743lcNo ratings yet
- Astm d6489Document3 pagesAstm d6489Ha LämNo ratings yet
- PCM Thermal Storage Technology and Its Military Applications A ReviewDocument26 pagesPCM Thermal Storage Technology and Its Military Applications A ReviewIJRASETPublicationsNo ratings yet
- Avk Saudi National Price ListDocument46 pagesAvk Saudi National Price Listjanpaul2481No ratings yet
- GRP Tank SpecDocument5 pagesGRP Tank SpecRamesh arumugamNo ratings yet
- The New NSF 350 AND 350-1Document6 pagesThe New NSF 350 AND 350-1Rossy IP100% (1)
- 3b Domestic Water Meter Installation in Meter Room GuidelinesDocument10 pages3b Domestic Water Meter Installation in Meter Room GuidelinesVinish HARIDAS NAIRNo ratings yet
- Asme Secc XDocument40 pagesAsme Secc XAndres Felipe TorresNo ratings yet
- Gas To Liquid Technology: Techniques, Prospects and ChallengesDocument18 pagesGas To Liquid Technology: Techniques, Prospects and ChallengesShashwat VatsaNo ratings yet
- IIT-Intake and Exhaust Manifold DesignDocument28 pagesIIT-Intake and Exhaust Manifold DesignVasudev GuptaNo ratings yet
- English Paper 1 Year 4 2017Document11 pagesEnglish Paper 1 Year 4 2017Izdihar OmarNo ratings yet
- Data Source Book P-7475HDocument51 pagesData Source Book P-7475HJoão13@No ratings yet
- Valves - App Guide PDFDocument40 pagesValves - App Guide PDFarnoldmoyaNo ratings yet
- Pump InstallationDocument9 pagesPump InstallationYe tun KyawNo ratings yet
- ANSI-SDI A250.8 Overview PDFDocument8 pagesANSI-SDI A250.8 Overview PDFYel DGNo ratings yet
- Gammon: Floating Suction Assemblies Floating Suction AssembliesDocument4 pagesGammon: Floating Suction Assemblies Floating Suction AssembliesJoel VinothNo ratings yet
- 2012 Plumbing Code UpdateDocument87 pages2012 Plumbing Code UpdateSusheel GuptaNo ratings yet
- Nfpa 160 (2006)Document40 pagesNfpa 160 (2006)Sundar RadnusNo ratings yet
- 24-Inch X 94km OGGS Pipeline Start-Up Procedure - C02Document5 pages24-Inch X 94km OGGS Pipeline Start-Up Procedure - C02Ubong P. EffiongNo ratings yet
- Water CycleDocument16 pagesWater CycleFahrul FauziNo ratings yet
- 01 Samss 024Document7 pages01 Samss 024Awais CheemaNo ratings yet
- NGLDocument3 pagesNGLBalzhan KeikinaNo ratings yet
- Tank Gauging System Specification For Full Containment TankDocument15 pagesTank Gauging System Specification For Full Containment TanksineNo ratings yet
- Valves Shell Design StrengthDocument10 pagesValves Shell Design Strengthمحمد عبدالدايمNo ratings yet
- Iso 5208-1993Document8 pagesIso 5208-1993WillianNo ratings yet
- Lawton Copper Tube Technical GuideDocument29 pagesLawton Copper Tube Technical GuideHarpinder Singh100% (1)
- Clyde Union-Upstream BrochureDocument9 pagesClyde Union-Upstream BrochureNikesh100% (1)
- Chlorine Contact Basin Design: White's Handbook of Chlorination and Alternative Disinfectants, 5th EditionDocument5 pagesChlorine Contact Basin Design: White's Handbook of Chlorination and Alternative Disinfectants, 5th Editionmaicana building100% (1)
- BS en 12502-3Document18 pagesBS en 12502-3laboratorium logamNo ratings yet
- COP 101 Version 9.1 Document (Text) Jan 2006Document41 pagesCOP 101 Version 9.1 Document (Text) Jan 2006MarcusNo ratings yet
- Contractor Safety-OMR 2017 PDFDocument13 pagesContractor Safety-OMR 2017 PDFvaibhavharigarh100% (1)
- Hydrotest Water PDFDocument5 pagesHydrotest Water PDFSonali SharmaNo ratings yet
- Piping Mat Specs Line Class Index Hb-202Document6 pagesPiping Mat Specs Line Class Index Hb-202OswaldoDCBNo ratings yet
- SolarPACES 2012 - Commercial Thermal Storage. Molten Salts Vs Steam AccumulatorsDocument9 pagesSolarPACES 2012 - Commercial Thermal Storage. Molten Salts Vs Steam AccumulatorsYousef SalahNo ratings yet
- Astm D 4472Document2 pagesAstm D 4472Wildan Novaldi IrawanNo ratings yet
- Diamond WalravenDocument219 pagesDiamond WalravenVivek RajanNo ratings yet
- HeatPipe WrapAroundDocument2 pagesHeatPipe WrapAroundJohnson ChuaNo ratings yet
- WorldPipelines November 2015Document108 pagesWorldPipelines November 2015Integridad de Equipos y Gestión de Activos NelcamNo ratings yet
- Floating eDocument2 pagesFloating enazar750No ratings yet
- HYCO Plant Gas Leak Detection and Response Practices: AIGA 110/20Document19 pagesHYCO Plant Gas Leak Detection and Response Practices: AIGA 110/20najiruddinshaik100% (1)
- SM 1255 Battery Room Ventilation Code RequirementsDocument3 pagesSM 1255 Battery Room Ventilation Code RequirementsJohnjun ChenNo ratings yet
- Sodium Hypo FRP SpecDocument6 pagesSodium Hypo FRP SpecZeroRecoNo ratings yet
- BTT EB Specification Single Wall 08-07Document12 pagesBTT EB Specification Single Wall 08-07Alonso VillaNo ratings yet
- NORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceDocument33 pagesNORMA - ANSI-AMCA Standard 250-05 Laboratory Methods of Testing Jet Tunnel Fans For PerformanceJose Antonio100% (1)
- Chapter 4 (Digital Modulation) - Review: Pulses - PAM, PWM, PPM Binary - Ask, FSK, PSK, BPSK, DBPSK, PCM, QamDocument7 pagesChapter 4 (Digital Modulation) - Review: Pulses - PAM, PWM, PPM Binary - Ask, FSK, PSK, BPSK, DBPSK, PCM, QamMuhamad FuadNo ratings yet
- Hyperloop 170201003657Document29 pagesHyperloop 170201003657RafaelLazoPomaNo ratings yet
- Clearcase Branching and Labeling Best Practices For Parallel DevelopmentDocument50 pagesClearcase Branching and Labeling Best Practices For Parallel DevelopmentakkachotuNo ratings yet
- Fan Motor Basic PartsDocument7 pagesFan Motor Basic PartsMARIO BULANADINo ratings yet
- Sample Acceptable Use Policy From Southern Regional High SchoolDocument4 pagesSample Acceptable Use Policy From Southern Regional High Schoolapi-356000194No ratings yet
- Dynamic Force Analysis (AKJ)Document3 pagesDynamic Force Analysis (AKJ)Sunny BhatiaNo ratings yet
- Code PICDocument6 pagesCode PICsongbao527No ratings yet
- 3b - Classwise Time Table - 2Document15 pages3b - Classwise Time Table - 2Hamza khalidNo ratings yet
- My CVDocument2 pagesMy CVKourosh AhadiNo ratings yet
- Interrupt: ECE473/573 Microprocessor System Design, Dr. Shiue 1Document25 pagesInterrupt: ECE473/573 Microprocessor System Design, Dr. Shiue 1shanty85No ratings yet
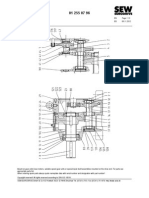
- Parts List 01 255 07 96: Helical Gear Unit R107Document3 pagesParts List 01 255 07 96: Helical Gear Unit R107Parmasamy Subramani50% (2)
- Design and Estimation of Dry DockDocument78 pagesDesign and Estimation of Dry DockPrem Kumar100% (4)
- Rubric For Case StudyDocument1 pageRubric For Case StudyCj NavarroNo ratings yet
- Anti Lock Brake Safety PrecautionsDocument1 pageAnti Lock Brake Safety Precautionssonny1234No ratings yet
- HD Brown + Clear Low eDocument3 pagesHD Brown + Clear Low eSukhbir SinghNo ratings yet
- Macmillan English Grammar in Context Advanced PDFDocument3 pagesMacmillan English Grammar in Context Advanced PDFAnonymous l1MDLhBFXNo ratings yet
- Pelland Pumptrack2018Document60 pagesPelland Pumptrack2018ksnakaNo ratings yet
- Pump Primer 1 AssDocument34 pagesPump Primer 1 AssGkou DojkuNo ratings yet
- Project Goals/ ObjectivesDocument51 pagesProject Goals/ ObjectivesJoyce Abegail De PedroNo ratings yet
- Rajiv Verma CVDocument3 pagesRajiv Verma CVrajivNo ratings yet
- G 342 Engine Part 1 PDFDocument26 pagesG 342 Engine Part 1 PDFharley florezNo ratings yet
- ABOUT CV (FLOW COEFFICIENTS)Document1 pageABOUT CV (FLOW COEFFICIENTS)NiksUnglasNo ratings yet
- Improvements in Offshore Pipeline Cathodic ProtectionDocument6 pagesImprovements in Offshore Pipeline Cathodic ProtectionEddy Norman Benites DelgadoNo ratings yet
- Firewall Geometric Design-SaiTejaDocument9 pagesFirewall Geometric Design-SaiTejanaveenNo ratings yet
- Zf6 6r60 Zip BookletDocument8 pagesZf6 6r60 Zip BookletPablo Farfan Alvarez100% (1)
- PTX PRM PGL T5 750929eDocument382 pagesPTX PRM PGL T5 750929eListiyo Imam SantosoNo ratings yet
- HSC Chemistry SkillsDocument9 pagesHSC Chemistry SkillsMartin KarlowNo ratings yet
- FacebookDocument13 pagesFacebookDivya SharmaNo ratings yet