You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
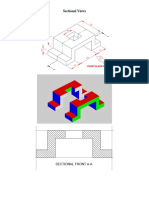
- Sectional ViewDocument2 pagesSectional ViewahmedNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Drill Bit Size ChartDocument22 pagesDrill Bit Size ChartahmedNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Assignment No. 4 BlankDocument15 pagesAssignment No. 4 BlankahmedNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grade Structure Revamping TemplateDocument1 pageGrade Structure Revamping TemplateahmedNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Btus, CFMS, and Gges DemystifiedDocument2 pagesBtus, CFMS, and Gges DemystifiedahmedNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Measuring Metal Strength (Tensile & Impact Strength)Document5 pagesMeasuring Metal Strength (Tensile & Impact Strength)ahmedNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Science Answer KeyDocument1 pageScience Answer KeyahmedNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- YIC Materials Testing Lab Equipment and ExperimentsDocument2 pagesYIC Materials Testing Lab Equipment and ExperimentsahmedNo ratings yet
- 5S PrincipleDocument53 pages5S PrincipleAmir M. VillasNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Fuel TrimsDocument6 pagesFuel TrimsahmedNo ratings yet
- Tip Data For OFWDocument1 pageTip Data For OFWahmedNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDocument1 pageAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 6 Mistakes That Can Lead To Cracked WeldsDocument4 pages6 Mistakes That Can Lead To Cracked WeldsahmedNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDocument2 pages7 Ways You Are Violating Welding Procedures and Don't Know ItahmedNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Illness Caused by Welding Fume and GasesDocument2 pagesIllness Caused by Welding Fume and GasesahmedNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grinding Wheel SpecificationsDocument2 pagesGrinding Wheel SpecificationsahmedNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- PlasmaDocument8 pagesPlasmaahmedNo ratings yet
- Plasma 2Document14 pagesPlasma 2ahmedNo ratings yet
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNo ratings yet
- Deposition Rates For Stick ElectrodesDocument3 pagesDeposition Rates For Stick ElectrodesahmedNo ratings yet
- PlasmaDocument7 pagesPlasmaahmedNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ASGEpg187 PDFDocument3 pagesASGEpg187 PDFbkprodhNo ratings yet
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocument1 pageTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedNo ratings yet
- CGA Selection Chart for Pure & Mixed Industrial GasesDocument1 pageCGA Selection Chart for Pure & Mixed Industrial GasesSadot GutierrezNo ratings yet
- UNCUNF Threads - SizeDocument1 pageUNCUNF Threads - SizeahmedNo ratings yet
- Help Welding Calculation - WeldingDocument14 pagesHelp Welding Calculation - Weldingahmed100% (1)
- A Complete Guide To Pipe SizesDocument25 pagesA Complete Guide To Pipe SizesahmedNo ratings yet
- Clean Dry Compressed Air: MXS102CDS - MXS108DSDocument4 pagesClean Dry Compressed Air: MXS102CDS - MXS108DSAakash ShahNo ratings yet
- Vibration Analysis GuideDocument40 pagesVibration Analysis Guidealxmaas100% (3)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Vibration Monitoring AnalysisDocument102 pagesVibration Monitoring AnalysisAlangghya Susatya Adigama100% (1)
- Chapter 4: Human Eye and The Colourful World Assignment: 3 Class: X Subject: Physics Topic: Atmospheric RefractionDocument2 pagesChapter 4: Human Eye and The Colourful World Assignment: 3 Class: X Subject: Physics Topic: Atmospheric RefractionSanika TalathiNo ratings yet
- Hikvision DS 2AE4123TI DDocument4 pagesHikvision DS 2AE4123TI DKevin Hilario EstebanNo ratings yet
- Arundeep's ICSE MCQ Physics Class 10 SampleDocument25 pagesArundeep's ICSE MCQ Physics Class 10 SampleOneof Yourbrother75% (8)
- Garlock GYLON Style 3510 Spec Sheet - (NA) 2016-12 ENDocument1 pageGarlock GYLON Style 3510 Spec Sheet - (NA) 2016-12 ENSu Kil SungNo ratings yet
- The University of Calgary: Schulich School of EngineeringDocument9 pagesThe University of Calgary: Schulich School of EngineeringAzizi3ameelNo ratings yet
- Reactor:: Energy BalanceDocument4 pagesReactor:: Energy BalanceSanjay KumarNo ratings yet
- Perspectives in Electronic StructureDocument727 pagesPerspectives in Electronic StructureSantiago AlvarezNo ratings yet
- Underground sump reservoir specification and designDocument30 pagesUnderground sump reservoir specification and designAnand SoniNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SEMM Prelim AnalysisDocument23 pagesSEMM Prelim AnalysisMao Cristhian Pinto CruzNo ratings yet
- Sheet-Metal-Guidelines2017.pdf ImDocument47 pagesSheet-Metal-Guidelines2017.pdf ImNada BasemNo ratings yet
- Chemistry: Section - IDocument11 pagesChemistry: Section - ISailendra Narayan SahuNo ratings yet
- Shuang Liang Chiller (H2 Series IOM)Document66 pagesShuang Liang Chiller (H2 Series IOM)Adi KurdiNo ratings yet
- 3 04 LT Cooling SystemDocument25 pages3 04 LT Cooling Systemstopless_dalian685No ratings yet
- Coulomb's LawDocument6 pagesCoulomb's LawAarush MishraNo ratings yet
- Engineering Chemistry (BCHY101L) : Energy DevicesDocument84 pagesEngineering Chemistry (BCHY101L) : Energy DevicesDeepali Mishra 21BCE3440No ratings yet
- Fried - 1966 - Optical Resolution Through A Randomly InhomogeneouDocument8 pagesFried - 1966 - Optical Resolution Through A Randomly InhomogeneouqwewqewqNo ratings yet
- Elevated Flare Systems Guide for Process IndustriesDocument11 pagesElevated Flare Systems Guide for Process IndustriesPankajNo ratings yet
- 15.1 PPTDocument28 pages15.1 PPTKingProNo ratings yet
- Solvent based printing inks applicationsDocument34 pagesSolvent based printing inks applicationsAmna liaquatNo ratings yet
- Rail A100Document1 pageRail A100Parvee K NakwalNo ratings yet
- A Report On Rail Wheel Interaction and Rail Grinding: Prepared By: Saurabh SharmaDocument15 pagesA Report On Rail Wheel Interaction and Rail Grinding: Prepared By: Saurabh Sharmasemi1919No ratings yet
- Atmospheric, Oceanic and Terrestrial Processes (Lec3)Document32 pagesAtmospheric, Oceanic and Terrestrial Processes (Lec3)kiedd_04100% (1)
- General Chemistry 2Document88 pagesGeneral Chemistry 2KazYNo ratings yet
- Cleaning, Flushing, and Purification of Petroleum Fluid Hydraulic SystemsDocument11 pagesCleaning, Flushing, and Purification of Petroleum Fluid Hydraulic SystemsCarlos Tuyo100% (1)
- Freemyer TWS600S IV - OR00059565 4,5 & 3.5Document38 pagesFreemyer TWS600S IV - OR00059565 4,5 & 3.5Carlos Martínez VelázquezNo ratings yet
- TUK University Exams June 2016 Mechanical Engineering Technology Advanced Machine DesignDocument8 pagesTUK University Exams June 2016 Mechanical Engineering Technology Advanced Machine DesignCharles OndiekiNo ratings yet
- Welding TestDocument21 pagesWelding TestryantoNo ratings yet