You might also like
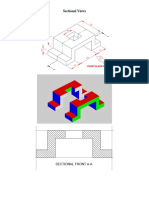
- Sectional ViewDocument2 pagesSectional ViewahmedNo ratings yet
- Drill Bit Size ChartDocument22 pagesDrill Bit Size ChartahmedNo ratings yet
- Assignment No. 4 BlankDocument15 pagesAssignment No. 4 BlankahmedNo ratings yet
- Grade Structure Revamping TemplateDocument1 pageGrade Structure Revamping TemplateahmedNo ratings yet
- Plasma 2Document13 pagesPlasma 2ahmedNo ratings yet
- Measuring Metal Strength (Tensile & Impact Strength)Document5 pagesMeasuring Metal Strength (Tensile & Impact Strength)ahmedNo ratings yet
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedNo ratings yet
- Science Answer KeyDocument1 pageScience Answer KeyahmedNo ratings yet
- YIC Materials Testing Lab Equipment and ExperimentsDocument2 pagesYIC Materials Testing Lab Equipment and ExperimentsahmedNo ratings yet
- 5S PrincipleDocument53 pages5S PrincipleAmir M. VillasNo ratings yet
- Fuel TrimsDocument6 pagesFuel TrimsahmedNo ratings yet
- Tip Data For OFWDocument1 pageTip Data For OFWahmedNo ratings yet
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDocument1 pageAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedNo ratings yet
- 6 Mistakes That Can Lead To Cracked WeldsDocument4 pages6 Mistakes That Can Lead To Cracked WeldsahmedNo ratings yet
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDocument2 pages7 Ways You Are Violating Welding Procedures and Don't Know ItahmedNo ratings yet
- Illness Caused by Welding Fume and GasesDocument2 pagesIllness Caused by Welding Fume and GasesahmedNo ratings yet
- Grinding Wheel SpecificationsDocument2 pagesGrinding Wheel SpecificationsahmedNo ratings yet
- PlasmaDocument8 pagesPlasmaahmedNo ratings yet
- Plasma 2Document14 pagesPlasma 2ahmedNo ratings yet
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNo ratings yet
- Btus, CFMS, and Gges DemystifiedDocument2 pagesBtus, CFMS, and Gges DemystifiedahmedNo ratings yet
- PlasmaDocument7 pagesPlasmaahmedNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- ASGEpg187 PDFDocument3 pagesASGEpg187 PDFbkprodhNo ratings yet
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocument1 pageTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedNo ratings yet
- CGA Selection Chart for Pure & Mixed Industrial GasesDocument1 pageCGA Selection Chart for Pure & Mixed Industrial GasesSadot GutierrezNo ratings yet
- UNCUNF Threads - SizeDocument1 pageUNCUNF Threads - SizeahmedNo ratings yet
- Help Welding Calculation - WeldingDocument14 pagesHelp Welding Calculation - Weldingahmed100% (1)
- A Complete Guide To Pipe SizesDocument25 pagesA Complete Guide To Pipe SizesahmedNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chem 18 (2nd) PDFDocument36 pagesChem 18 (2nd) PDFRyan100% (1)
- Fosroc Conplast SP430: High Performance Superplasticising Admixture UsesDocument4 pagesFosroc Conplast SP430: High Performance Superplasticising Admixture UsesSaJedur RahmanNo ratings yet
- MIX DESIGN SUMMARY FormatDocument158 pagesMIX DESIGN SUMMARY FormatpraveendokaNo ratings yet
- Saic Q 1007Document2 pagesSaic Q 1007Hussain Nasser Al- NowiesserNo ratings yet
- Bill of Materials Two-Storey ApartmentDocument15 pagesBill of Materials Two-Storey ApartmentJames Patrick Galvez GonzalesNo ratings yet
- Module 4 Fire Sprinkler System Design ApproachesDocument36 pagesModule 4 Fire Sprinkler System Design ApproachesJustin EvangelistaNo ratings yet
- Paint IndiaDocument18 pagesPaint IndiaNikhil RaiNo ratings yet
- 1953-54 Ferndale Board of Commerce Membership DirectoryDocument40 pages1953-54 Ferndale Board of Commerce Membership Directorykbreenbo1No ratings yet
- Upper Zakum 750 Islands Surface Facilities Project - EPC2 PROJECT No. P7512Document15 pagesUpper Zakum 750 Islands Surface Facilities Project - EPC2 PROJECT No. P7512Anonymous xyZH2OaUVNo ratings yet
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- 1204 BUI 1065 Bando Heat Carry Conveyor Belt Brochure 2ndeditionDocument4 pages1204 BUI 1065 Bando Heat Carry Conveyor Belt Brochure 2ndeditionPaimin ShinNo ratings yet
- C&P WITCHLINER Insulated 2-Bolt Pipe ClampDocument1 pageC&P WITCHLINER Insulated 2-Bolt Pipe ClampAchraf BoudayaNo ratings yet
- The Saltwater Battery: Laboratory Work No. 3Document2 pagesThe Saltwater Battery: Laboratory Work No. 3Joyce Cañaveral100% (2)
- Composite Structures: Dora FotiDocument9 pagesComposite Structures: Dora FotiYara MounaNo ratings yet
- Retrofitting of 6-Storey Paulino HospitalDocument36 pagesRetrofitting of 6-Storey Paulino HospitalRhea Marie AlabatNo ratings yet
- The Technology of Fire: An IntroductionDocument28 pagesThe Technology of Fire: An IntroductionFEI RIENo ratings yet
- Weld Defects and DiscontinuitiesDocument13 pagesWeld Defects and DiscontinuitiesIqfal Zulhendri100% (1)
- Htfine SitemapDocument5 pagesHtfine SitemapQin HuinaNo ratings yet
- SUPA75Document1 pageSUPA75Roxxana Roxxana1990No ratings yet
- A Study of Acrylic Dispersions Used in The Treatment of PaintingsDocument12 pagesA Study of Acrylic Dispersions Used in The Treatment of PaintingsMilica Stojanov100% (1)
- Retrofitting Square RC Columns Using FRP and Precast Concrete SegmentsDocument7 pagesRetrofitting Square RC Columns Using FRP and Precast Concrete SegmentsyanimuhammadNo ratings yet
- Pump Room Intake FacilitiesDocument9 pagesPump Room Intake FacilitiesPo Raksmey0% (1)
- Austic ODA: Product BulletinDocument2 pagesAustic ODA: Product BulletinHunterNo ratings yet
- Modern Plastics 2011 01Document44 pagesModern Plastics 2011 01csignoreNo ratings yet
- Denka Evolmer Bro 1Document5 pagesDenka Evolmer Bro 1mouds22No ratings yet
- US Army WWII Field TableDocument12 pagesUS Army WWII Field Tablevirtualpender904350% (6)
- Blue-Flame Gas Stove: Safety InstructionsDocument11 pagesBlue-Flame Gas Stove: Safety Instructionsi4004No ratings yet
- Pharmaceutical Catalysis HandbookDocument108 pagesPharmaceutical Catalysis HandbookLeda PrandiNo ratings yet
- Toggle SwitchDocument119 pagesToggle SwitchLuis MendozaNo ratings yet
- Genesol 703Document1 pageGenesol 703Roberto Leon MendezNo ratings yet