You might also like
- 12 Allowable Pipe Span Formulas and TablesDocument10 pages12 Allowable Pipe Span Formulas and TablesSeungmin Paek91% (11)
- Sustainbale Application of Textiles Waste Fiber in The Construction and Geotechnical IndustriesDocument14 pagesSustainbale Application of Textiles Waste Fiber in The Construction and Geotechnical Industriesabhishek_ictNo ratings yet
- Technical Folder PDFDocument20 pagesTechnical Folder PDFMadalina Panduru100% (1)
- Dyeing of Knitted Fabrics PDFDocument7 pagesDyeing of Knitted Fabrics PDFAhmed AksarNo ratings yet
- Textile PrintingDocument72 pagesTextile Printingspringstar96% (25)
- One-bath Dyeing Guide for Blended FabricsDocument4 pagesOne-bath Dyeing Guide for Blended FabricsNguyễn Huy CườngNo ratings yet
- Albatex: LD Leveling AgentDocument4 pagesAlbatex: LD Leveling AgentvinayakasisNo ratings yet
- Dyeing of Cellulosic Fabrics With Reactive DyesDocument68 pagesDyeing of Cellulosic Fabrics With Reactive Dyesşeyma Kocaman100% (2)
- Niir Complete Technology Book On Dyes Dye IntermediatesDocument9 pagesNiir Complete Technology Book On Dyes Dye IntermediatesAmit Kanani100% (1)
- Sustainable Production Processes in Textile Dyeing: December 2016Document33 pagesSustainable Production Processes in Textile Dyeing: December 2016Nakib Ibna BasharNo ratings yet
- List of ISO Standards, 2016Document31 pagesList of ISO Standards, 2016Nulls NoughsNo ratings yet
- Treatment of Wastewater Containing Dyes Used in The Syrian Textile IndustryDocument7 pagesTreatment of Wastewater Containing Dyes Used in The Syrian Textile IndustryDr. Arif HidayatNo ratings yet
- A Review of Spun Bond Process : Hosun Lim, PH.DDocument13 pagesA Review of Spun Bond Process : Hosun Lim, PH.DmamunNo ratings yet
- Application of Natural Dye On Synthetic Fabrics: A ReviewDocument5 pagesApplication of Natural Dye On Synthetic Fabrics: A ReviewDipaloy DattaNo ratings yet
- Disperse Dyes Used Polyester DyeingDocument23 pagesDisperse Dyes Used Polyester DyeingPratik Minj100% (3)
- DyeingDocument21 pagesDyeingTanavi KhandpurNo ratings yet
- Econimic of DyeingDocument16 pagesEconimic of Dyeingawais123142541254125No ratings yet
- The Removal of Color From Textile Wastew20160612 12355 Yactc With Cover Page v2Document19 pagesThe Removal of Color From Textile Wastew20160612 12355 Yactc With Cover Page v2secondary twoNo ratings yet
- Review Article: Electrochemical Techniques in Textile Processes and Wastewater TreatmentDocument13 pagesReview Article: Electrochemical Techniques in Textile Processes and Wastewater TreatmentLarisa MocanuNo ratings yet
- Comparison of Natural and Synthetic Anti Migrants in Continuous Dyeing of 100% PolyesterDocument12 pagesComparison of Natural and Synthetic Anti Migrants in Continuous Dyeing of 100% PolyesterErnesto Vicuña IslasNo ratings yet
- Polymers 13 00134Document25 pagesPolymers 13 00134Md Khalid Hakim DolonNo ratings yet
- Fiber and Textile Waste UtilizationDocument11 pagesFiber and Textile Waste UtilizationKirti KachhapNo ratings yet
- Formulation and Characterization of BiocretesDocument5 pagesFormulation and Characterization of BiocretesAnonymous kw8Yrp0R5rNo ratings yet
- FTR 33 (1) (2008) 80-87-Effect of Colour On WashingDocument8 pagesFTR 33 (1) (2008) 80-87-Effect of Colour On WashingRaviChandranNo ratings yet
- Construction materials use cellulose sludge as waste solutionDocument8 pagesConstruction materials use cellulose sludge as waste solutiondante mormontoy ruelasNo ratings yet
- Relative Color Pickup of Three Different Knits and Predictive Dyeing Recipe FormulationDocument17 pagesRelative Color Pickup of Three Different Knits and Predictive Dyeing Recipe FormulationNguyễn Huy CườngNo ratings yet
- Next Step For Automotive MaterialsDocument8 pagesNext Step For Automotive Materialshugo171630No ratings yet
- 3348Document9 pages3348anowartexNo ratings yet
- Pearce2003 PDFDocument18 pagesPearce2003 PDFcantikNo ratings yet
- Study of The Reuse Potential of The Sisal Fibers Powder As A Particulate Material in Polymer CompositesDocument7 pagesStudy of The Reuse Potential of The Sisal Fibers Powder As A Particulate Material in Polymer CompositesThiago SantosNo ratings yet
- Poly Ethylene Terephthalate Recycling For High ValDocument17 pagesPoly Ethylene Terephthalate Recycling For High ValSanem Hazal TürkayNo ratings yet
- 1 s2.0 S2666790821003013 MainDocument8 pages1 s2.0 S2666790821003013 MainImran shaownNo ratings yet
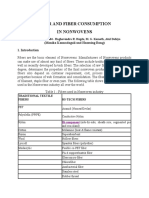
- Fiber and Fiber Consumption in Nonwovens: (Monika Kannadaguli and Haoming Rong)Document9 pagesFiber and Fiber Consumption in Nonwovens: (Monika Kannadaguli and Haoming Rong)Goutham RiyanNo ratings yet
- Journal of The Society of Dyers and ColouristsDocument6 pagesJournal of The Society of Dyers and ColouristsUjjwal JhaNo ratings yet
- Introduction Biocomponent FibersDocument5 pagesIntroduction Biocomponent Fibersblanca garciaNo ratings yet
- Possibility_of_Using_Cotton_Knitted_Fabric_Waste_i (1)Document11 pagesPossibility_of_Using_Cotton_Knitted_Fabric_Waste_i (1)Gian AdlawanNo ratings yet
- 1 s2.0 S0921344921003141 MainDocument17 pages1 s2.0 S0921344921003141 MainannaNo ratings yet
- Nano and TextileDocument43 pagesNano and TextilevinayarenNo ratings yet
- Evaluation of Flexural Properties of BamDocument8 pagesEvaluation of Flexural Properties of Bamteshome enchalewNo ratings yet
- J.conbuildmat.2011.10.026 - Questão 3Document7 pagesJ.conbuildmat.2011.10.026 - Questão 3Bruna GiovanniniNo ratings yet
- Electrochemical Textile PDocument6 pagesElectrochemical Textile PRohan BachhavNo ratings yet
- Development of A Constitutive Model For The Compaction of RecoveredDocument10 pagesDevelopment of A Constitutive Model For The Compaction of RecoveredGustavoJPereiraSNo ratings yet
- Ijftr 21 (1) 41-49 PDFDocument9 pagesIjftr 21 (1) 41-49 PDFsamy zaherNo ratings yet
- Optimizing Properties of Recycled HDPE-LLDPE Composite PipesDocument8 pagesOptimizing Properties of Recycled HDPE-LLDPE Composite PipesDr. Saravanan RNo ratings yet
- Dyeing Properties of Some Dispers Dyes On Polyester Microfibre FabricsDocument8 pagesDyeing Properties of Some Dispers Dyes On Polyester Microfibre FabricsAmi SaNo ratings yet
- Dyes and Pigments: Mohammad Nazmul Karim, Muriel Rigout, Stephen G. Yeates, Chris CarrDocument7 pagesDyes and Pigments: Mohammad Nazmul Karim, Muriel Rigout, Stephen G. Yeates, Chris Carrjakariya nugrahaNo ratings yet
- Evs ProjectDocument62 pagesEvs Projectkichas364No ratings yet
- Amesimeku 2020 Fig 8c 1st HeatingDocument9 pagesAmesimeku 2020 Fig 8c 1st HeatingLoic PoussardNo ratings yet
- 1 s2.0 S2238785423000686 MainDocument10 pages1 s2.0 S2238785423000686 MainCristina GomesNo ratings yet
- Efeitos Mecanicos Da Fibra de Curauá em Cimento ExtrudadoDocument11 pagesEfeitos Mecanicos Da Fibra de Curauá em Cimento ExtrudadoEduardo Lima CostaNo ratings yet
- Cotton ModificationDocument7 pagesCotton ModificationVanessaCamposNo ratings yet
- Geotextile: It'S Application To Civil Engineeering - OverviewDocument6 pagesGeotextile: It'S Application To Civil Engineeering - OverviewRAHULDEEP SENNo ratings yet
- Electrospinning For Developing Flame Retardant Polymer Materials Current Status and Future PerspectivesDocument12 pagesElectrospinning For Developing Flame Retardant Polymer Materials Current Status and Future PerspectivesHiran ChathurangaNo ratings yet
- Coatings 13 01129Document11 pagesCoatings 13 01129shivangi saxenaNo ratings yet
- Polymers 13 00429 v2Document23 pagesPolymers 13 00429 v2samiNo ratings yet
- 10 11648 J Sjee 20150303 11Document12 pages10 11648 J Sjee 20150303 11tibiNo ratings yet
- Rizve MergedDocument13 pagesRizve MergedRizveNo ratings yet
- Environment Friendly Composite Materials: Biocomposites and Green CompositesDocument18 pagesEnvironment Friendly Composite Materials: Biocomposites and Green CompositesClaudia UngureanuNo ratings yet
- Materials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensDocument9 pagesMaterials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensElena RomeroNo ratings yet
- Compression and Injection Molding Techniques For Natural Fiber CompositesDocument17 pagesCompression and Injection Molding Techniques For Natural Fiber CompositesRakesh KanakamNo ratings yet
- Cellulose-Based Composites and NanocompositesDocument17 pagesCellulose-Based Composites and NanocompositesJeffery NguNo ratings yet
- Cementitious composites reinforced with agricultural fibersDocument27 pagesCementitious composites reinforced with agricultural fibersDaniel GomesNo ratings yet
- DSEU PUSA CAMPUS Environmental Studies ProjectDocument17 pagesDSEU PUSA CAMPUS Environmental Studies ProjectSanjeev KumarNo ratings yet
- Discriminating Dope and Piece Dyed FibresDocument74 pagesDiscriminating Dope and Piece Dyed FibresGouri KumbarNo ratings yet
- The Use of Different Forms of Waste in The Manufacture of Ceramic BricksDocument7 pagesThe Use of Different Forms of Waste in The Manufacture of Ceramic BricksMarin MedvedNo ratings yet
- A New Approach in Printing Wool and WoolPolyester Fabrics With Disperse DyeDocument6 pagesA New Approach in Printing Wool and WoolPolyester Fabrics With Disperse Dyefathi mustafaNo ratings yet
- Environmental Protection and Sustainability in The Textile IndustryDocument3 pagesEnvironmental Protection and Sustainability in The Textile IndustryCarlos Ernesto Aguilar LópezNo ratings yet
- Optimising fibre preparation from agricultural materialsDocument7 pagesOptimising fibre preparation from agricultural materialsMano LeoNo ratings yet
- Polymers: Fiber Orientation and Concentration in An Injection-Molded Ethylene-Propylene Copolymer Reinforced by HempDocument20 pagesPolymers: Fiber Orientation and Concentration in An Injection-Molded Ethylene-Propylene Copolymer Reinforced by HempChien Vu NgocNo ratings yet
- Processing and Characterization of Waste Denim Fiber Reinforced Polymer CompositesDocument5 pagesProcessing and Characterization of Waste Denim Fiber Reinforced Polymer Compositesaranna arannaNo ratings yet
- Sustainable Innovations in Textile Chemical ProcessesFrom EverandSustainable Innovations in Textile Chemical ProcessesNo ratings yet
- Handbook of Renewable Materials for Coloration and FinishingFrom EverandHandbook of Renewable Materials for Coloration and FinishingMohd YusufNo ratings yet
- Aliphatic and Aromatic CompoundsDocument1 pageAliphatic and Aromatic CompoundsAditya ShrivastavaNo ratings yet
- Comfort Aspects of Finished Polyester-Cotton and Polyester-Viscose Ring and MJS Yarn FabricsDocument7 pagesComfort Aspects of Finished Polyester-Cotton and Polyester-Viscose Ring and MJS Yarn FabricsAditya ShrivastavaNo ratings yet
- Cetepox: For Your Epoxy SystemsDocument4 pagesCetepox: For Your Epoxy SystemsAditya ShrivastavaNo ratings yet
- Wind Turbine Blades: Epotec Epoxy SystemsDocument4 pagesWind Turbine Blades: Epotec Epoxy SystemsAditya ShrivastavaNo ratings yet
- Automotive Applications: Epotec Epoxy SystemsDocument2 pagesAutomotive Applications: Epotec Epoxy SystemsAditya ShrivastavaNo ratings yet
- 2285111poxies For Non Bisphenol-A Packaging CoatingsDocument4 pages2285111poxies For Non Bisphenol-A Packaging CoatingsAditya ShrivastavaNo ratings yet
- Coatings & Construction Applications: Epotec Epoxy SystemsDocument4 pagesCoatings & Construction Applications: Epotec Epoxy SystemsAditya ShrivastavaNo ratings yet
- Textile Tech EngDocument30 pagesTextile Tech Engja100% (1)
- CAS Nos. & Chemical Structures For Epotec Range: Epoxy Resins Based On Bisphenol - ADocument4 pagesCAS Nos. & Chemical Structures For Epotec Range: Epoxy Resins Based On Bisphenol - AAditya ShrivastavaNo ratings yet
- Composite Applications: Epotec Epoxy SystemsDocument4 pagesComposite Applications: Epotec Epoxy SystemsAditya Shrivastava100% (1)
- Electrical & Electronics Applications: Epotec Epoxy SystemsDocument2 pagesElectrical & Electronics Applications: Epotec Epoxy SystemsAditya ShrivastavaNo ratings yet
- Electrical and ElectronicDocument12 pagesElectrical and ElectronicAditya Shrivastava100% (1)
- Blended Fabrics - Textile SchoolDocument6 pagesBlended Fabrics - Textile SchoolAditya ShrivastavaNo ratings yet
- Epotec Systems For Wind Energy ApplicationsDocument3 pagesEpotec Systems For Wind Energy ApplicationsAditya ShrivastavaNo ratings yet
- Textile Tech EngDocument30 pagesTextile Tech Engja100% (1)
- 10 - Chapter 2Document33 pages10 - Chapter 2Aditya ShrivastavaNo ratings yet
- Blended Fabrics - Textile SchoolDocument6 pagesBlended Fabrics - Textile SchoolAditya ShrivastavaNo ratings yet
- Comfort Aspects of Finished Polyester-Cotton and Polyester-Viscose Ring and MJS Yarn FabricsDocument7 pagesComfort Aspects of Finished Polyester-Cotton and Polyester-Viscose Ring and MJS Yarn FabricsAditya ShrivastavaNo ratings yet
- Comfort properties of polyester-viscose suiting fabricsDocument5 pagesComfort properties of polyester-viscose suiting fabricsAditya ShrivastavaNo ratings yet
- 2.1 - Engineering UnitsDocument10 pages2.1 - Engineering UnitsAditya ShrivastavaNo ratings yet
- Liq ADS 2820-02Document2 pagesLiq ADS 2820-02mahbub_mbstuNo ratings yet
- 2.3 - Superheated SteamDocument14 pages2.3 - Superheated SteamAditya ShrivastavaNo ratings yet
- CigFil RhodiaDocument65 pagesCigFil RhodiaAditya ShrivastavaNo ratings yet
- 730AL - 248 Radcure - Americas - Single Pages PDFDocument35 pages730AL - 248 Radcure - Americas - Single Pages PDFtiagojjNo ratings yet
- Chromophore Concept: Presented byDocument11 pagesChromophore Concept: Presented byAditya ShrivastavaNo ratings yet
- Clariant Flyer Exolit 5060 PK Sustainability Data Sheet 201804 ENDocument2 pagesClariant Flyer Exolit 5060 PK Sustainability Data Sheet 201804 ENAditya ShrivastavaNo ratings yet
- Bioplastics-Classification, Production and Their Potential Food ApplicationsDocument13 pagesBioplastics-Classification, Production and Their Potential Food ApplicationsAditya ShrivastavaNo ratings yet
- Adsorbtion and UV Protection Properties of HoneysuckleDocument8 pagesAdsorbtion and UV Protection Properties of HoneysuckleAditya ShrivastavaNo ratings yet
- Cellulose Sheet SwellingDocument7 pagesCellulose Sheet SwellingAditya ShrivastavaNo ratings yet
- Direct Dye PDFDocument5 pagesDirect Dye PDFshahadat hossainNo ratings yet
- Commonly Used Finishing Methods On FabricsDocument4 pagesCommonly Used Finishing Methods On FabricsRajesh Dwivedi100% (1)
- Dyeing of Silk Using Natural Dyes Extracted From Local PlantsDocument10 pagesDyeing of Silk Using Natural Dyes Extracted From Local PlantsCindy AprilliaNo ratings yet
- Understanding the Dyeability of Disperse Dyes on Polylactic Acid (PLA) FabricDocument5 pagesUnderstanding the Dyeability of Disperse Dyes on Polylactic Acid (PLA) FabricMaya PillaiNo ratings yet
- Chemistry Project Alien GroupDocument10 pagesChemistry Project Alien GroupRukuvezoNo ratings yet
- Gate 2005Document14 pagesGate 2005sandeepNo ratings yet
- Padma Vankar PDFDocument20 pagesPadma Vankar PDFAnonymous UoRu4sNo ratings yet
- Dyeing MachinesDocument27 pagesDyeing MachinesYohannes GatewNo ratings yet
- Dyeing and Printing DefectsDocument47 pagesDyeing and Printing DefectsYash Vyas100% (3)
- Benefits of Glauber's salt in textile dyeingDocument15 pagesBenefits of Glauber's salt in textile dyeingdwidhaNo ratings yet
- Textile Printing: Sri Lanka Institute of Texte & ApparelDocument40 pagesTextile Printing: Sri Lanka Institute of Texte & ApparelAjith SatyapalaNo ratings yet
- The Dyeing and Printing of Silk FabricsDocument6 pagesThe Dyeing and Printing of Silk Fabricstextile1to35No ratings yet
- Rainbow of Natural Dyes On Textiles Using Plants Extracts: Sustainable and Eco-Friendly ProcessesDocument14 pagesRainbow of Natural Dyes On Textiles Using Plants Extracts: Sustainable and Eco-Friendly ProcessessupriyadhageNo ratings yet
- Exercise No: AIM Appartus: Chemicals: EquipmentDocument2 pagesExercise No: AIM Appartus: Chemicals: EquipmentjayantNo ratings yet
- MB and Resazurin Dye Reduction TestsDocument3 pagesMB and Resazurin Dye Reduction TestsRamya TeddyNo ratings yet
- Albafix FRD-TDocument7 pagesAlbafix FRD-TF.M. ShafiqNo ratings yet
- Richard Blackburn 2004Document11 pagesRichard Blackburn 2004Prabhu Hari KNo ratings yet
- Fabric Making Using Synthetic Fibre (PET FiberDocument32 pagesFabric Making Using Synthetic Fibre (PET FiberSteve IwuchukwuNo ratings yet
- Dyeing With Vat Dyes PDFDocument30 pagesDyeing With Vat Dyes PDFAjith SatyapalaNo ratings yet