You might also like
- SCANIA Axle Load CalculationDocument19 pagesSCANIA Axle Load CalculationGuillermo Cordero33% (3)
- CODE OF PRACTICE FOR AERIAL ROPEWAYSDocument55 pagesCODE OF PRACTICE FOR AERIAL ROPEWAYSGuillermo Cordero100% (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- ULC UL142 Comparison SpreadsheetDocument43 pagesULC UL142 Comparison Spreadsheetgrincheu70No ratings yet
- TM500 Design Overview (Complete ArchitectureDocument3 pagesTM500 Design Overview (Complete ArchitectureppghoshinNo ratings yet
- Overhead Water Tank Structural AnalysisDocument28 pagesOverhead Water Tank Structural Analysiscollins unanka100% (3)
- EtomDocument1 pageEtomarthryxNo ratings yet
- Catalog PDFDocument72 pagesCatalog PDFVIVEK UPADHYAYNo ratings yet
- Check and Relief ValvesDocument16 pagesCheck and Relief ValvesAdriana Herrera FloresNo ratings yet
- Calculation of pump head for air conditioning condenser water systemDocument1 pageCalculation of pump head for air conditioning condenser water systemRey ObiasNo ratings yet
- TVS 5000 D KTC Fluid Control ArmstrongDocument4 pagesTVS 5000 D KTC Fluid Control ArmstrongElleuch HaithemNo ratings yet
- Piezo Concept Strain GaugeDocument22 pagesPiezo Concept Strain GaugeAndika Surya HadiwinataNo ratings yet
- 095.en BDocument8 pages095.en BlesonspkNo ratings yet
- Detroit Fluid PowerDocument5 pagesDetroit Fluid PowerAlenaNo ratings yet
- CB SeriesDocument6 pagesCB SeriesJulius Mae TolentinoNo ratings yet
- HD263Document8 pagesHD263Ahamed IbrahimNo ratings yet
- DemblaDocument12 pagesDemblaISHAN VERMANo ratings yet
- Catalogo SEDIVER HVAC 17 32Document1 pageCatalogo SEDIVER HVAC 17 32Boris MirandaNo ratings yet
- Sch. SAE 3000 PsiDocument19 pagesSch. SAE 3000 PsiWilson JustinoNo ratings yet
- Plant Projects & Engineering Services Depatment: Sr. No Part Name Item Description Size QtyDocument4 pagesPlant Projects & Engineering Services Depatment: Sr. No Part Name Item Description Size QtyShamil AhzanNo ratings yet
- Sullivan & Sons Type H Control Valve PDFDocument4 pagesSullivan & Sons Type H Control Valve PDFAntonella EspinozaNo ratings yet
- RCV-AS-02527-EN - Research Control Valve Model NumbersDocument2 pagesRCV-AS-02527-EN - Research Control Valve Model NumbersLorenzoNo ratings yet
- Uploads - Victaulic - Fittings Fichas - 10 c90 11 c45 100 cl90 110 cl45Document5 pagesUploads - Victaulic - Fittings Fichas - 10 c90 11 c45 100 cl90 110 cl45Gluno DelfinNo ratings yet
- Seaflex Grade Ω STS Hose OverviewDocument33 pagesSeaflex Grade Ω STS Hose OverviewIgor BastosNo ratings yet
- Spin On For Return Line Amffse Technical DatasheetDocument8 pagesSpin On For Return Line Amffse Technical DatasheetHaytham Ammer MushtahaNo ratings yet
- Eriks Quote For B011E00255-SP-VLV-000-0004 REV C Boiler Water and Steam ...Document11 pagesEriks Quote For B011E00255-SP-VLV-000-0004 REV C Boiler Water and Steam ...Pinak ProjectsNo ratings yet
- Rexroth A10vso Variable Axial Piston Pump PDFDocument18 pagesRexroth A10vso Variable Axial Piston Pump PDFAkbarmoradi100% (1)
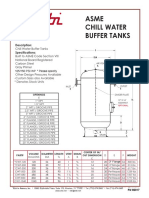
- Asme Chill Water Buffer Tanks: Description: SpecificationsDocument1 pageAsme Chill Water Buffer Tanks: Description: SpecificationsRan NNo ratings yet
- Brochure For AE3K 'True' Three-Way Block Body Threaded Ball ValvesDocument2 pagesBrochure For AE3K 'True' Three-Way Block Body Threaded Ball ValvesAsa ReidNo ratings yet
- Brochure For AE3K 'True' Three-Way Block Body Threaded Ball ValvesDocument2 pagesBrochure For AE3K 'True' Three-Way Block Body Threaded Ball Valvesfrancis_15inNo ratings yet
- Dump Valves: DVU SeriesDocument2 pagesDump Valves: DVU SeriesalopezvillavicencioNo ratings yet
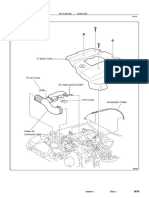
- Components: V Bank CoverDocument2 pagesComponents: V Bank CoverAlexendraNo ratings yet
- Deluge Solenoid Control Valve (Energize To Open) : MODEL 215-4DVDocument5 pagesDeluge Solenoid Control Valve (Energize To Open) : MODEL 215-4DVmuthuvelaaNo ratings yet
- Siemens: Versterker RV310R4 Amplifier RV310R4Document9 pagesSiemens: Versterker RV310R4 Amplifier RV310R4Aleksey MazuninNo ratings yet
- Estimasi Piping Accessories and Bulk Material For First Firing Unit #1Document4 pagesEstimasi Piping Accessories and Bulk Material For First Firing Unit #1Arif BinorikaNo ratings yet
- FluidComponentsFullCatalog PDFDocument502 pagesFluidComponentsFullCatalog PDFPablo MNo ratings yet
- Parker Autoclave Engineers: Fluid Componets Product Catalog Feb. 2016Document370 pagesParker Autoclave Engineers: Fluid Componets Product Catalog Feb. 2016mds9185No ratings yet
- Be Butterfly Valves PB VFB PDFDocument14 pagesBe Butterfly Valves PB VFB PDFYogieNo ratings yet
- Ukv FDocument1 pageUkv FMAIKENo ratings yet
- Valve Identifier VI-SB13-01Document5 pagesValve Identifier VI-SB13-01jcastell100No ratings yet
- Beam Bolted Splice Design Based On AISC 360-10/16: Input Data & Design SummaryDocument1 pageBeam Bolted Splice Design Based On AISC 360-10/16: Input Data & Design SummaryKaren Esther Acuña Velasquez100% (1)
- Lista de MaterialesDocument39 pagesLista de MaterialesCristian Ookami CcenchoNo ratings yet
- Ratio Controller: HD Fire Protect Pvt. Ltd. Technical DataDocument8 pagesRatio Controller: HD Fire Protect Pvt. Ltd. Technical DataDarshAwadNo ratings yet
- Vacuum Relief Valve: Product Literature & Maintenance GuidelinesDocument17 pagesVacuum Relief Valve: Product Literature & Maintenance GuidelinesRaghavan VenkatramanNo ratings yet
- P 30 Leak Valves Parts NewDocument1 pageP 30 Leak Valves Parts Newmartin.raju999No ratings yet
- VB516SP2CDocument2 pagesVB516SP2CadelNo ratings yet
- Forging CatalogueDocument27 pagesForging CatalogueTháiSơnTrầnNo ratings yet
- Piping ConstructionDocument31 pagesPiping ConstructionAnonymous dSFbLxc9No ratings yet
- Appendix B Approved List of MaterialsDocument33 pagesAppendix B Approved List of MaterialsAshok Suresh0% (1)
- Ba Trafo 2024Document8 pagesBa Trafo 2024Gichell NgantungNo ratings yet
- Brosur Katalog Valve Flange Fitting Elbow Reducer Tee JakartaDocument13 pagesBrosur Katalog Valve Flange Fitting Elbow Reducer Tee JakartaAlvindo Catur SentosaNo ratings yet
- Transformer Name Plate Data, Coil, Insulation Class PresentationDocument76 pagesTransformer Name Plate Data, Coil, Insulation Class PresentationMohammad Ibnul Hossain90% (20)
- Piping material and equipment listDocument158 pagesPiping material and equipment listpandy1604No ratings yet
- 02.04.01 CONTROL VALVE - Datasheet JS-855-V001 - 0Document3 pages02.04.01 CONTROL VALVE - Datasheet JS-855-V001 - 0abdelmalek boudjemaaNo ratings yet
- Lube Oil Cooler of Hydraulic Coupling GADocument2 pagesLube Oil Cooler of Hydraulic Coupling GAarunrajmech09No ratings yet
- Hydraulic Directional Element GuideDocument3 pagesHydraulic Directional Element GuideCicero Daniel SantosNo ratings yet
- Auto ClaveDocument464 pagesAuto ClavenokarajuNo ratings yet
- Catalog C v5 PDFDocument80 pagesCatalog C v5 PDFAshokNo ratings yet
- Catalog C v5Document80 pagesCatalog C v5Sivi NallamothuNo ratings yet
- Chapter 8 Oil and Gas Transport - 1987 - Developments in Petroleum ScienceDocument67 pagesChapter 8 Oil and Gas Transport - 1987 - Developments in Petroleum ScienceFalokid RaboNo ratings yet
- Valve Data Sheet 01Document1 pageValve Data Sheet 01kapsarcNo ratings yet
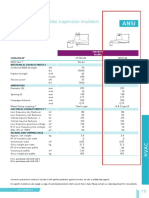
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Physical Electronics: Handbook of Vacuum PhysicsFrom EverandPhysical Electronics: Handbook of Vacuum PhysicsA. H. BeckNo ratings yet
- Air VentsDocument16 pagesAir VentsGuillermo CorderoNo ratings yet
- Sello Digital ModelDocument1 pageSello Digital ModelGuillermo CorderoNo ratings yet
- Welding Structural JapanDocument16 pagesWelding Structural JapanGuillermo CorderoNo ratings yet
- AISC 13th Edition Member Dimensions and Properties Viewer (2005) .Document2 pagesAISC 13th Edition Member Dimensions and Properties Viewer (2005) .Jalal Naser FaqiryarNo ratings yet
- Uniform Building Code Volume 21997Document545 pagesUniform Building Code Volume 21997raymond100% (1)
- A Guide To Estimating The Consumption of Welding Consumables-NADocument1 pageA Guide To Estimating The Consumption of Welding Consumables-NAManuel Antonio Santos VargasNo ratings yet
- Air Vents PDFDocument22 pagesAir Vents PDFGuillermo CorderoNo ratings yet
- Slug Catcher Vergara2007Document5 pagesSlug Catcher Vergara2007Guillermo CorderoNo ratings yet
- Seismic Design Lec 2 PDFDocument32 pagesSeismic Design Lec 2 PDFGuillermo Cordero100% (1)
- 92-Understanding The Pulsation and Vibration Control Concepts - Api 618 Paper JDT Kea Asp PDFDocument24 pages92-Understanding The Pulsation and Vibration Control Concepts - Api 618 Paper JDT Kea Asp PDFAlfred LamNo ratings yet
- Forging Vs CastingDocument2 pagesForging Vs CastingAnirudha AdepNo ratings yet
- EHB en File 6.5.3 Calculation of The Reaction ForceDocument3 pagesEHB en File 6.5.3 Calculation of The Reaction ForceGuillermo CorderoNo ratings yet
- Info Gas StationsDocument70 pagesInfo Gas StationsGuillermo CorderoNo ratings yet
- TR Diss 1672 PDFDocument302 pagesTR Diss 1672 PDFsalamrefighNo ratings yet
- Thermal Insulation and Pipe StressDocument3 pagesThermal Insulation and Pipe StressDevin KendrickNo ratings yet
- Inspection of ASTsDocument60 pagesInspection of ASTsGuillermo Cordero50% (2)
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- Fatigue Design of Process EquipmentDocument94 pagesFatigue Design of Process EquipmentGuillermo CorderoNo ratings yet
- Cableway Guidance Note 1 - DesignDocument27 pagesCableway Guidance Note 1 - DesignGuillermo CorderoNo ratings yet
- Practical Data For MetallurgistsDocument154 pagesPractical Data For MetallurgistsGuillermo Cordero100% (1)
- Wallyball RulesDocument50 pagesWallyball RulesGuillermo CorderoNo ratings yet
- What Is CorrosionDocument4 pagesWhat Is CorrosionGuillermo CorderoNo ratings yet
- BuoyancyDocument13 pagesBuoyancyGuillermo CorderoNo ratings yet
- Materials For Oxygen ServicesDocument4 pagesMaterials For Oxygen Services陳文鴻No ratings yet
- Mock PPT 2023 TietDocument22 pagesMock PPT 2023 Tiettsai42zigNo ratings yet
- DLP Din8Document2 pagesDLP Din8KOUDJIL MohamedNo ratings yet
- TSR Cyl Tilt Cab LD 110Document2 pagesTSR Cyl Tilt Cab LD 110Ferry AndisNo ratings yet
- I2E: Embedding Innovation as Organizational StrategyDocument11 pagesI2E: Embedding Innovation as Organizational StrategyDeepak PanditNo ratings yet
- CHEE319 Tutorial 4 SolnDocument13 pagesCHEE319 Tutorial 4 SolnyeshiduNo ratings yet
- Schwarzschild Metric and Black Hole HorizonsDocument39 pagesSchwarzschild Metric and Black Hole Horizonsসায়ন চক্রবর্তীNo ratings yet
- Test Unit 7 m.2Document6 pagesTest Unit 7 m.2Petchara SridakunNo ratings yet
- ISO 17000 2004 Terms & DefintionsDocument6 pagesISO 17000 2004 Terms & DefintionsSelvaraj SimiyonNo ratings yet
- Brochure Troysperse+CD1+Brochure+ (TB0112)Document8 pagesBrochure Troysperse+CD1+Brochure+ (TB0112)mario3312No ratings yet
- Employees' Job Satisfaction and Organizational Performance A Case of KSRTCDocument4 pagesEmployees' Job Satisfaction and Organizational Performance A Case of KSRTCEditor IJTSRDNo ratings yet
- The Production and Interpretation of Ritual Transformation Experience: A Study on the Method of Physical Actions of the Baishatun Mazu PilgrimageDocument36 pagesThe Production and Interpretation of Ritual Transformation Experience: A Study on the Method of Physical Actions of the Baishatun Mazu PilgrimageMinmin HsuNo ratings yet
- Republic of The Philippines Iba, Zambales: President Ramon Magsaysay State UniversityDocument3 pagesRepublic of The Philippines Iba, Zambales: President Ramon Magsaysay State UniversityErika Joy EscobarNo ratings yet
- Catalogue: Product Offering 51Document56 pagesCatalogue: Product Offering 51Bruno MartinsNo ratings yet
- Wiley Wesleyan UniversityDocument36 pagesWiley Wesleyan UniversityBirunda SilvaNo ratings yet
- AWS D1.5 PQR TitleDocument1 pageAWS D1.5 PQR TitleNavanitheeshwaran SivasubramaniyamNo ratings yet
- COP Oil: For Epiroc Components We Combine Technology and Environmental SustainabilityDocument4 pagesCOP Oil: For Epiroc Components We Combine Technology and Environmental SustainabilityDavid CarrilloNo ratings yet
- Sulzer MC EquipmentDocument12 pagesSulzer MC EquipmentsnthmlgtNo ratings yet
- ERC12864-12 DemoCode 4wire SPI 2Document18 pagesERC12864-12 DemoCode 4wire SPI 2DVTNo ratings yet
- Excel Data AnalysisDocument30 pagesExcel Data AnalysisРоман УдовичкоNo ratings yet
- Adopt 2017 APCPI procurement monitoringDocument43 pagesAdopt 2017 APCPI procurement monitoringCA CANo ratings yet
- Alstom TOPGASDocument8 pagesAlstom TOPGASKatarina WilliamsNo ratings yet
- Country Wing Auto-Mobile GarageDocument25 pagesCountry Wing Auto-Mobile GarageDmitry PigulNo ratings yet
- Designers' Guide To Eurocode 7 Geothechnical DesignDocument213 pagesDesigners' Guide To Eurocode 7 Geothechnical DesignJoão Gamboias100% (9)
- CorentineDocument559 pagesCorentinejames b willardNo ratings yet
- 5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveDocument4 pages5 Grade - Lesson 1.3 Dissolving and Back Again: ObjectiveManushka ThomasNo ratings yet