You might also like
- Design Advanced Lithium Metal Anode Materials in High Energy Dens - 2024 - HeliyDocument16 pagesDesign Advanced Lithium Metal Anode Materials in High Energy Dens - 2024 - Heliymosab.backkupNo ratings yet
- Cathode Materials Li Rechargeable BatteriesDocument73 pagesCathode Materials Li Rechargeable BatteriesWinda DevinaNo ratings yet
- Amardeep Amardeep Fundamentals Preparation andDocument28 pagesAmardeep Amardeep Fundamentals Preparation andchenallen1688No ratings yet
- Introduction To Li AnodeDocument3 pagesIntroduction To Li AnodeNimz StudioNo ratings yet
- Article Li Ion BatteryDocument4 pagesArticle Li Ion BatteryVinay ThakurNo ratings yet
- Lithium Ion Secondary Batteries Past 10 Years and The FutureDocument6 pagesLithium Ion Secondary Batteries Past 10 Years and The FutureXandra SamsonNo ratings yet
- 1 s2.0 S2405829722006730 MainDocument19 pages1 s2.0 S2405829722006730 MainSeyed Salar HoseiniNo ratings yet
- Comptes Rendus Chimie: Account/RevueDocument7 pagesComptes Rendus Chimie: Account/RevueSAID MAULANANo ratings yet
- PIBs Review 2021Document81 pagesPIBs Review 2021RaghuNo ratings yet
- Lithium-Air BatteryDocument29 pagesLithium-Air BatteryNagabhushana100% (1)
- Epn 2021525 P 28Document4 pagesEpn 2021525 P 28abigailNo ratings yet
- Failure Mechanisms of Lithium Metal and Graphite Anodes in Liquid ElectrolytesDocument12 pagesFailure Mechanisms of Lithium Metal and Graphite Anodes in Liquid ElectrolytesEliezer BecziNo ratings yet
- Lithium BatteriesDocument5 pagesLithium Batteriesssadevds560No ratings yet
- Extraccion de Litio Del Salar (Antes 00000)Document12 pagesExtraccion de Litio Del Salar (Antes 00000)Claudia SullcaNo ratings yet
- Dr. Nalini G Sundaram Materials Science DivisionDocument63 pagesDr. Nalini G Sundaram Materials Science Divisionlinni123No ratings yet
- State of The Art Development On Solid-State LithiuDocument13 pagesState of The Art Development On Solid-State Lithiupriyono slametNo ratings yet
- 2021-NatureEnergy-Processing Thin But Robust Electrolytes For Solid-State BatteriesDocument13 pages2021-NatureEnergy-Processing Thin But Robust Electrolytes For Solid-State BatteriesMervielle D ValiNo ratings yet
- Accepted Manuscript: EngineeringDocument24 pagesAccepted Manuscript: EngineeringMiguelPulidoNo ratings yet
- Guo 2011Document27 pagesGuo 2011Mohammad Javad KamaliNo ratings yet
- Final of FinalDocument35 pagesFinal of FinalsamruithNo ratings yet
- Nanomaterials For Lithium Ion Batteries - Nanotoday 1 2006 28Document7 pagesNanomaterials For Lithium Ion Batteries - Nanotoday 1 2006 28el_koptan00857693No ratings yet
- Full Automotive Power Requires 100 KWH: Cost + Energy Densities + Safety + Cycle Life + ..Are Key To EvsDocument25 pagesFull Automotive Power Requires 100 KWH: Cost + Energy Densities + Safety + Cycle Life + ..Are Key To EvsIrfan Sayeem SultanNo ratings yet
- 1 s2.0 S2405829722006225 MainDocument24 pages1 s2.0 S2405829722006225 MainSeyed Salar HoseiniNo ratings yet
- A Lithium Ion Battery Using An Aqueous Electrolyte SolutionDocument6 pagesA Lithium Ion Battery Using An Aqueous Electrolyte Solutionසරත් මල්ලියාවඩුNo ratings yet
- NEI White Paper LTODocument8 pagesNEI White Paper LTOBurak KucukkelesNo ratings yet
- The Mechanisms of Lithium and Sodium Insertion in Carbon MaterialsDocument9 pagesThe Mechanisms of Lithium and Sodium Insertion in Carbon MaterialsragulaceNo ratings yet
- A Perovskite-Structured Aluminium-Substituted Lithium LanthanumDocument11 pagesA Perovskite-Structured Aluminium-Substituted Lithium LanthanumBobbyNo ratings yet
- Ionics: Solid StateDocument21 pagesIonics: Solid StateFernando CisnerosNo ratings yet
- Is Lithium The New Gold?: in Your ElementDocument1 pageIs Lithium The New Gold?: in Your ElementvisagantNo ratings yet
- Adv Funct Materials - 2021 - QinDocument37 pagesAdv Funct Materials - 2021 - Qin조창흠No ratings yet
- Effect of Alkali and Alkaline Earth Metal Salts On Suppression of Lithium DendritesDocument7 pagesEffect of Alkali and Alkaline Earth Metal Salts On Suppression of Lithium DendritesCessyaNo ratings yet
- Battery Technology For Electric VehiclesDocument7 pagesBattery Technology For Electric VehiclesDeepu SadasivuniNo ratings yet
- Types of Li-ion Batteries ExplainedDocument19 pagesTypes of Li-ion Batteries Explaineddilan bro SL100% (1)
- Recent Advances in Air-Battery ChemistriesDocument8 pagesRecent Advances in Air-Battery ChemistriesGanu Turtle100% (1)
- Abe 2005, Lithium-Ion Transfer at The Interaface Between Lithium-Ion Conductive Ceramic Electrolyte and Liquid Electrolyte-A Key To EnhDocument4 pagesAbe 2005, Lithium-Ion Transfer at The Interaface Between Lithium-Ion Conductive Ceramic Electrolyte and Liquid Electrolyte-A Key To EnhCoreyNo ratings yet
- Mechanical Rolling Formation of InterpenetratedDocument10 pagesMechanical Rolling Formation of InterpenetratedVivi PurwaningtyasNo ratings yet
- Positesb 2015 08 064Document58 pagesPositesb 2015 08 064201400738No ratings yet
- An Overview On The Advances of LiCoO2 Cathodes For Lithium-Ion BatteriesDocument29 pagesAn Overview On The Advances of LiCoO2 Cathodes For Lithium-Ion BatteriesLord_DraikusNo ratings yet
- 2.lithium 11.11.11Document35 pages2.lithium 11.11.11MadhavanIceNo ratings yet
- Li Ion Batteries-1Document24 pagesLi Ion Batteries-1Rafael Braun100% (1)
- A 700W H KG 1 Rechargeable Pouch Type Lithium BatteryDocument6 pagesA 700W H KG 1 Rechargeable Pouch Type Lithium BatteryBabis BabisNo ratings yet
- Lithium Ion Battery (Science Direct)Document15 pagesLithium Ion Battery (Science Direct)Belete TilahunNo ratings yet
- Advanced Batteries and Fuel Cells TechnologyDocument117 pagesAdvanced Batteries and Fuel Cells Technologyboyproso1.1997No ratings yet
- M1 Battery TechnologyDocument13 pagesM1 Battery TechnologyMalvika RkNo ratings yet
- Advanced Science - 2021 - LuoDocument20 pagesAdvanced Science - 2021 - Luo조창흠No ratings yet
- Electrolytes in Lithium-Ion Batteries - Advancements in The Era of Twenties (2020's)Document13 pagesElectrolytes in Lithium-Ion Batteries - Advancements in The Era of Twenties (2020's)mikajps1933No ratings yet
- Huang2018 Article Graphene BasedQuasi Solid StatDocument9 pagesHuang2018 Article Graphene BasedQuasi Solid StatstaszkxyNo ratings yet
- Tao Et Al. - The Open Materials Science Journal - 2011 - Reality and Future of Rechargeable Lithium BatteriesDocument11 pagesTao Et Al. - The Open Materials Science Journal - 2011 - Reality and Future of Rechargeable Lithium BatteriesFeddy SmithNo ratings yet
- NO.1 The Most Complete Interpretation of Anode Materials Standards For Lithium-Ion BatteriesDocument15 pagesNO.1 The Most Complete Interpretation of Anode Materials Standards For Lithium-Ion BatteriesetekwareNo ratings yet
- 1628754530923-Assignment-BU-205 - Types of Lithium-Ion - Battery UniversityDocument10 pages1628754530923-Assignment-BU-205 - Types of Lithium-Ion - Battery UniversityKrishna Teja JayanthiNo ratings yet
- Li-Ion Batterry RecyclingDocument16 pagesLi-Ion Batterry RecyclingJulen Arruti100% (1)
- Types of Lithium-Ion Batteries - Battery UniversityDocument27 pagesTypes of Lithium-Ion Batteries - Battery UniversityEhab MohamedNo ratings yet
- Litio MetálicoDocument5 pagesLitio MetálicoAlifhers Salim Mestra AcostaNo ratings yet
- ARTIGO Why Transition Metal (Di) Oxides Are The Most Attractive Materials For BatteriesDocument11 pagesARTIGO Why Transition Metal (Di) Oxides Are The Most Attractive Materials For BatteriesantoniofamorimNo ratings yet
- Advanced Science - 2019 - Luan - Plasma Strengthened Lithiophilicity of Copper Oxide Nanosheet Decorated Cu Foil For StableDocument10 pagesAdvanced Science - 2019 - Luan - Plasma Strengthened Lithiophilicity of Copper Oxide Nanosheet Decorated Cu Foil For Stable13408169705No ratings yet
- 05_chapter_1Document33 pages05_chapter_1ParthaSarathyNo ratings yet
- Lithium Ion BatteryDocument26 pagesLithium Ion BatteryPhạm Văn TưởngNo ratings yet
- Yang 2021Document23 pagesYang 2021rafiyNo ratings yet
- How Much Lithium Does A Liion Ev Battery Really Need?: Executive SummaryDocument11 pagesHow Much Lithium Does A Liion Ev Battery Really Need?: Executive Summarymakke harishNo ratings yet
- Reliable and ExplainableDocument24 pagesReliable and Explainableteerth_brahmbhattNo ratings yet
- Homework 4 Free ResponseDocument2 pagesHomework 4 Free Responseteerth_brahmbhattNo ratings yet
- Symmetric SulfurDocument8 pagesSymmetric Sulfurteerth_brahmbhattNo ratings yet
- Fill Out Your Scantron Answer SheetDocument6 pagesFill Out Your Scantron Answer Sheetteerth_brahmbhattNo ratings yet
- 2017 Arpae Energy InnovationDocument33 pages2017 Arpae Energy Innovationteerth_brahmbhattNo ratings yet
- Literature Review PDFDocument12 pagesLiterature Review PDFteerth_brahmbhatt100% (1)
- Evolutionary Economics, Responsible Innovation and the Role of ConsumersDocument34 pagesEvolutionary Economics, Responsible Innovation and the Role of Consumersteerth_brahmbhattNo ratings yet
- Internet of Things With SAP HANADocument56 pagesInternet of Things With SAP HANAteerth_brahmbhattNo ratings yet
- Materials Science and Engineering - Stanford UniversityDocument22 pagesMaterials Science and Engineering - Stanford Universityteerth_brahmbhattNo ratings yet
- Us Allian BlockchainDocument16 pagesUs Allian Blockchainteerth_brahmbhattNo ratings yet
- Ultra-High Molecular Weight Polymers Processing and Properties of PolyethyleneDocument141 pagesUltra-High Molecular Weight Polymers Processing and Properties of Polyethyleneteerth_brahmbhattNo ratings yet
- 570 Lich Tyler 13 SpringDocument3 pages570 Lich Tyler 13 Springteerth_brahmbhattNo ratings yet
- Starting Out With Effective AltruismDocument14 pagesStarting Out With Effective Altruismteerth_brahmbhattNo ratings yet
- Slides Introduction To The Lit RevDocument13 pagesSlides Introduction To The Lit Revteerth_brahmbhattNo ratings yet
- Homework 1Document8 pagesHomework 1teerth_brahmbhattNo ratings yet
- Polymer Physics Michael Rubinstein, Ralph H Colby-StandandDocument443 pagesPolymer Physics Michael Rubinstein, Ralph H Colby-Standandteerth_brahmbhattNo ratings yet
- Charge State of Arginine As An Additive On Heat-Induced Protein AggregationDocument7 pagesCharge State of Arginine As An Additive On Heat-Induced Protein Aggregationteerth_brahmbhattNo ratings yet
- CBE 547 Course Outline (Syllabus)Document1 pageCBE 547 Course Outline (Syllabus)teerth_brahmbhatt100% (1)
- Bayesian PDFDocument30 pagesBayesian PDFteerth_brahmbhattNo ratings yet
- Ashby How To Write A PaperDocument47 pagesAshby How To Write A PaperGauri RanadiveNo ratings yet
- Grand Illinois Bike TrailDocument15 pagesGrand Illinois Bike Trailteerth_brahmbhattNo ratings yet
- The Global Circular Economy The Impact of Reduce Re-Use Recycle On Consumer MarketsDocument41 pagesThe Global Circular Economy The Impact of Reduce Re-Use Recycle On Consumer Marketsteerth_brahmbhatt100% (1)
- Boosting Biogas to Cut Carbon and Grow JobsDocument28 pagesBoosting Biogas to Cut Carbon and Grow Jobsteerth_brahmbhatt0% (1)
- Data StyleDocument98 pagesData Stylehb40779No ratings yet
- Thermochemistry Practice ProblemsDocument3 pagesThermochemistry Practice ProblemsElla BombergerNo ratings yet
- GM ST 382B 85 1985 Light Duty Truck CKGP Series Service Manual 1984 Revision PagesDocument55 pagesGM ST 382B 85 1985 Light Duty Truck CKGP Series Service Manual 1984 Revision PagesBrian NormanNo ratings yet
- Is SP 72 2010Document25 pagesIs SP 72 2010mkannanofficialNo ratings yet
- Internship ReportDocument58 pagesInternship ReportSamay Dhirwani100% (1)
- Pharmaceutical Refrigerators with Built-In FreezerDocument2 pagesPharmaceutical Refrigerators with Built-In FreezerEslam HassanNo ratings yet
- F0358 CMM 010Document164 pagesF0358 CMM 010MJI EUWNo ratings yet
- Karthik Krishna Resume Oct2014Document3 pagesKarthik Krishna Resume Oct2014kkrish13No ratings yet
- Protect8.31-20kVA - 26476-00 - REV1Document12 pagesProtect8.31-20kVA - 26476-00 - REV1Dodi HarzetyaNo ratings yet
- Manta To Richmond SIMOPS Risk Matrix FINALDocument1 pageManta To Richmond SIMOPS Risk Matrix FINALDesmond Chang50% (2)
- B S T Year 5Document9 pagesB S T Year 5INCREASE & ABUNDANT SCHOOLSNo ratings yet
- Depanshu Belwal Power PointDocument12 pagesDepanshu Belwal Power PointvickyvermaNo ratings yet
- Cold Light Up Operational ChecklistDocument10 pagesCold Light Up Operational ChecklistIEPL BELANo ratings yet
- Dynamic Balancing Machines Measure and Correct UnbalanceDocument9 pagesDynamic Balancing Machines Measure and Correct UnbalanceAmmar Al-Aghbari100% (1)
- Lechler Brochure Tank Equipment Cleaning enDocument84 pagesLechler Brochure Tank Equipment Cleaning enAnonymous lswzqloNo ratings yet
- Nseallcompanies 31122020Document78 pagesNseallcompanies 31122020guy fawkesNo ratings yet
- Engineer's and Contractor's Sticker DetailsDocument4 pagesEngineer's and Contractor's Sticker DetailssartajNo ratings yet
- Currents in The OceanDocument51 pagesCurrents in The OceanseabirchNo ratings yet
- Concept Note For Wind ParkDocument7 pagesConcept Note For Wind ParkArun MehtaNo ratings yet
- NERC Reactive Support and Control WhitepaperDocument307 pagesNERC Reactive Support and Control WhitepapersulemankhalidNo ratings yet
- 3-day CertificateDocument25 pages3-day Certificateganesh kondikire100% (8)
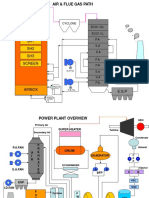
- Air & Flue Gas Path CFBCDocument2 pagesAir & Flue Gas Path CFBCJAY PARIKHNo ratings yet
- wph11 01 Que 20230111Document28 pageswph11 01 Que 20230111Sanjeev NNo ratings yet
- Ezstim Ii: Operator'S ManualDocument29 pagesEzstim Ii: Operator'S ManualBabajee NavirajNo ratings yet
- Background Study: SCBA) Shown in Figure 2Document11 pagesBackground Study: SCBA) Shown in Figure 2Miza AneesaNo ratings yet
- Air Entrainment in Manhole Drops-Paper - Final - ReviewedDocument8 pagesAir Entrainment in Manhole Drops-Paper - Final - ReviewedManuel SueroNo ratings yet
- Controls InstrumentationDocument245 pagesControls InstrumentationFreddy Yánez100% (1)
- Turbo CompressorDocument6 pagesTurbo Compressorrajanrane420No ratings yet
- AD534Document12 pagesAD534Vaibhav GaurNo ratings yet
- Master Plan For Delhi: Dr. Mayank MathurDocument40 pagesMaster Plan For Delhi: Dr. Mayank MathurJay PrakashNo ratings yet
- Checklist For QCDocument12 pagesChecklist For QCvistalmarlonNo ratings yet