You might also like
- Weld Defects TWIDocument96 pagesWeld Defects TWISabir Shabbir100% (7)
- Unit Ii Joining ProcessesDocument64 pagesUnit Ii Joining ProcessesroparnNo ratings yet
- The ABC's of Arc Welding and InspectionDocument93 pagesThe ABC's of Arc Welding and Inspectionmichaeldtalbott100% (1)
- Oxy-Acetylene WeldingDocument161 pagesOxy-Acetylene WeldingroparnNo ratings yet
- Welding PositionDocument6 pagesWelding Positionenels77No ratings yet
- 13 Seat Belt Anchorage Analysis (ECER14) PDFDocument6 pages13 Seat Belt Anchorage Analysis (ECER14) PDFroparnNo ratings yet
- Welding PositionDocument6 pagesWelding Positionenels77No ratings yet
- Mig Welding Mastery PDFDocument31 pagesMig Welding Mastery PDFCarlos SosaNo ratings yet
- Vibration Analysis: Principles ofDocument14 pagesVibration Analysis: Principles ofjeyaselvanmNo ratings yet
- Gear Guide1Document40 pagesGear Guide1rizwan_ali264No ratings yet
- MR850 Individually Constructed Vehicles 8.16Document24 pagesMR850 Individually Constructed Vehicles 8.16roparnNo ratings yet
- Welding Basics EnglishDocument16 pagesWelding Basics EnglishroparnNo ratings yet
- Arc Welders GuideDocument2 pagesArc Welders GuideroparnNo ratings yet
- Stud WeldingDocument0 pagesStud WeldingRohit SinghNo ratings yet
- Carl Zeiss Fixture Systems GMBH Global Solutions Provider For Quality Inspection and Testing EquipmentDocument16 pagesCarl Zeiss Fixture Systems GMBH Global Solutions Provider For Quality Inspection and Testing EquipmentroparnNo ratings yet
- Deep Groove Ball Bearings-16100Document2 pagesDeep Groove Ball Bearings-16100roparnNo ratings yet
- Solid WorksDocument502 pagesSolid WorksroparnNo ratings yet
- CATIA V5 Finite Elements Analysis - KS Design PDFDocument47 pagesCATIA V5 Finite Elements Analysis - KS Design PDFSasidharan0% (1)
- Shi Shenshen Thesis Automobile Brake SystemDocument36 pagesShi Shenshen Thesis Automobile Brake SystemLina M. Abd ElSalamNo ratings yet
- Tutorial LimbergDocument110 pagesTutorial LimbergMluzama GumedeNo ratings yet
- Supplier PPAP Manual 2Document25 pagesSupplier PPAP Manual 2roparn100% (1)
- Engineering and Design With Solid Works 2008Document42 pagesEngineering and Design With Solid Works 2008roparnNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PeopleSoft Security TablesDocument8 pagesPeopleSoft Security TablesChhavibhasinNo ratings yet
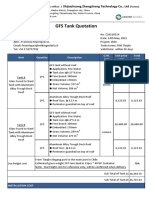
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezNo ratings yet
- Meet Your TeamDocument2 pagesMeet Your TeamAyushman MathurNo ratings yet
- ArDocument26 pagesArSegunda ManoNo ratings yet
- Jesd8 15aDocument22 pagesJesd8 15aSridhar PonnurangamNo ratings yet
- Final Year Project (Product Recommendation)Document33 pagesFinal Year Project (Product Recommendation)Anurag ChakrabortyNo ratings yet
- List of Reactive Chemicals - Guardian Environmental TechnologiesDocument69 pagesList of Reactive Chemicals - Guardian Environmental TechnologiesGuardian Environmental TechnologiesNo ratings yet
- Techniques in Selecting and Organizing InformationDocument3 pagesTechniques in Selecting and Organizing InformationMylen Noel Elgincolin ManlapazNo ratings yet
- Nokia CaseDocument28 pagesNokia CaseErykah Faith PerezNo ratings yet
- Paper SizeDocument22 pagesPaper SizeAlfred Jimmy UchaNo ratings yet
- Form Active Structure TypesDocument5 pagesForm Active Structure TypesShivanshu singh100% (1)
- Qad Quick StartDocument534 pagesQad Quick StartMahadev Subramani100% (1)
- Pasadena Nursery Roses Inventory ReportDocument2 pagesPasadena Nursery Roses Inventory ReportHeng SrunNo ratings yet
- Dell Compellent Sc4020 Deploy GuideDocument184 pagesDell Compellent Sc4020 Deploy Guidetar_py100% (1)
- Role of PAODocument29 pagesRole of PAOAjay DhokeNo ratings yet
- Pulse Width ModulationDocument13 pagesPulse Width Modulationhimanshu jainNo ratings yet
- CTR Ball JointDocument19 pagesCTR Ball JointTan JaiNo ratings yet
- DBMS Architecture FeaturesDocument30 pagesDBMS Architecture FeaturesFred BloggsNo ratings yet
- ALXSignature0230 0178aDocument3 pagesALXSignature0230 0178aAlex MocanuNo ratings yet
- Photosynthesis Lab ReportDocument7 pagesPhotosynthesis Lab ReportTishaNo ratings yet
- Reading Comprehension Exercise, May 3rdDocument3 pagesReading Comprehension Exercise, May 3rdPalupi Salwa BerliantiNo ratings yet
- Audio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionDocument29 pagesAudio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionLuc SchramNo ratings yet
- MCQ Ch16solDocument4 pagesMCQ Ch16solandiswahlongwa870No ratings yet
- Uses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumDocument6 pagesUses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumEditor IJTSRDNo ratings yet
- Be It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledDocument2 pagesBe It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledCesar ValeraNo ratings yet
- Dance Appreciation and CompositionDocument1 pageDance Appreciation and CompositionFretz Ael100% (1)
- Fast Aldol-Tishchenko ReactionDocument5 pagesFast Aldol-Tishchenko ReactionRSLNo ratings yet
- AtlasConcorde NashDocument35 pagesAtlasConcorde NashMadalinaNo ratings yet
- Induction ClassesDocument20 pagesInduction ClassesMichelle MarconiNo ratings yet
- EA Linear RegressionDocument3 pagesEA Linear RegressionJosh RamosNo ratings yet