You might also like
- Process Heat Transfer: Principles, Applications and Rules of ThumbFrom EverandProcess Heat Transfer: Principles, Applications and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Shell and Tube Heat Exchanger DesignDocument23 pagesShell and Tube Heat Exchanger DesignBernard BaluyotNo ratings yet
- Información Diseño de Intercambiadores Shell and TubeDocument16 pagesInformación Diseño de Intercambiadores Shell and Tubejenny pereaNo ratings yet
- Shell & Tube Heat Exchanger Design ProcedureDocument30 pagesShell & Tube Heat Exchanger Design ProcedureQamar AbbasNo ratings yet
- Design HeatexchangerDocument15 pagesDesign HeatexchangerMayurMahajan100% (1)
- Heat Transfer Systems CalculationDocument18 pagesHeat Transfer Systems CalculationAshish SutharNo ratings yet
- Heat Transfer Systems Calculation: December 2016Document18 pagesHeat Transfer Systems Calculation: December 2016joshua surbaktiNo ratings yet
- Designing Compact Heat ExchangersDocument6 pagesDesigning Compact Heat ExchangersAndrés Ramón Linares100% (1)
- Design and Analysis of Heat ExchangerDocument34 pagesDesign and Analysis of Heat ExchangerAkshat Rathi100% (2)
- Lab 4-Friction Losses and Minor LossesDocument7 pagesLab 4-Friction Losses and Minor LossesJJ Sean CruzNo ratings yet
- Fan Heat Sink OptimizationDocument6 pagesFan Heat Sink Optimizationrobert s wilsonNo ratings yet
- Preliminary Heat Exchanger Design ExampleDocument4 pagesPreliminary Heat Exchanger Design ExamplejokishNo ratings yet
- Heat Exchanger-Design and ConstructionDocument46 pagesHeat Exchanger-Design and ConstructionMohd Jamal Mohd Moktar100% (2)
- How To Use HTRI For Shell & Tube Exchanger DesignDocument38 pagesHow To Use HTRI For Shell & Tube Exchanger Designirshaad_s88% (17)
- U083731A Zou Changlong Cooling TowerDocument30 pagesU083731A Zou Changlong Cooling TowerChanglong ZouNo ratings yet
- Double Pipe Heat Exchanger Design CalculationsDocument67 pagesDouble Pipe Heat Exchanger Design CalculationsKendin Yap Fikirleri Diy0% (1)
- Heat Exchanger DesignDocument19 pagesHeat Exchanger DesignMohawk Chavanant Roongchao100% (2)
- Optimization and Design of Dehydration Unit and NGL ProcessDocument51 pagesOptimization and Design of Dehydration Unit and NGL ProcessHoracio RodriguezNo ratings yet
- Heatexchangers 120419133732 Phpapp021 150402053602 Conversion Gate01 - Part16Document2 pagesHeatexchangers 120419133732 Phpapp021 150402053602 Conversion Gate01 - Part16BergheisenNo ratings yet
- Issn: 2349-3860Document18 pagesIssn: 2349-3860Pat TejNo ratings yet
- Is 600 MM Sufficient To Keep BDV FunctionalDocument4 pagesIs 600 MM Sufficient To Keep BDV FunctionalkronafNo ratings yet
- Basic Refinery Equipment - Heat Exchanger (E003/1)Document27 pagesBasic Refinery Equipment - Heat Exchanger (E003/1)ebsmsart100% (1)
- Designing A High Pressure Feed Water Heater: Fig. 2: Example of Heat Exchanger ConfigurationDocument5 pagesDesigning A High Pressure Feed Water Heater: Fig. 2: Example of Heat Exchanger Configurationगुंजन सिन्हाNo ratings yet
- Agitated Vessel Heat Transfer DesignDocument3 pagesAgitated Vessel Heat Transfer Designvasudevanrv9405No ratings yet
- Agitated Vessel Heat Transfer Design PDFDocument3 pagesAgitated Vessel Heat Transfer Design PDFmrariffNo ratings yet
- Heat TRF AssignmentDocument4 pagesHeat TRF AssignmentLorna AhlaamiNo ratings yet
- CFD Analysis Towards Optimizing The Parameters of Vortex TubeDocument7 pagesCFD Analysis Towards Optimizing The Parameters of Vortex TubeLalitha LalliNo ratings yet
- Project Part 2Document11 pagesProject Part 2intresting videoNo ratings yet
- Heat Exchanger PerformanceDocument31 pagesHeat Exchanger PerformanceFA AyNo ratings yet
- Cooling System ProcedureDocument14 pagesCooling System ProcedureRizwan HaniffNo ratings yet
- Double Pipe by Sannan & HarisDocument72 pagesDouble Pipe by Sannan & HarisQuân Nguyễn ĐìnhNo ratings yet
- Heat Exchanger Lectures CompleteDocument72 pagesHeat Exchanger Lectures CompletehananNo ratings yet
- LoadMatch Temperature Cascade2Document3 pagesLoadMatch Temperature Cascade2سامح الجاسمNo ratings yet
- Assignment 2Document25 pagesAssignment 2Ahmet Samet ÖzdilekNo ratings yet
- Heat Exchanger Design - Part 1Document26 pagesHeat Exchanger Design - Part 1Siddhant SoymonNo ratings yet
- Enhancing The Heat-Transfer Co-Efficient by Using Taguchi Orthogonal ArrayDocument4 pagesEnhancing The Heat-Transfer Co-Efficient by Using Taguchi Orthogonal ArrayinventionjournalsNo ratings yet
- Process Equipment Design-05Document42 pagesProcess Equipment Design-05PARAG DAHARWAL 20CH10020No ratings yet
- In The Name of Allah The Most Merciful and BenificientDocument41 pagesIn The Name of Allah The Most Merciful and Benificient03347919292No ratings yet
- Chapter 2: Heat Exchangers Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument85 pagesChapter 2: Heat Exchangers Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallNadirah RahmanNo ratings yet
- Heat Transfer in Jacketed Vessels with Half Pipe CoilsDocument5 pagesHeat Transfer in Jacketed Vessels with Half Pipe CoilsabubackersiddieqNo ratings yet
- The Basic of Electric Process HeatingDocument8 pagesThe Basic of Electric Process HeatingAmir AmkaNo ratings yet
- HVAC Coil DesignDocument7 pagesHVAC Coil DesignAnonymous 73gEYyEtLNo ratings yet
- New Microsoft Word Document 4.1Document19 pagesNew Microsoft Word Document 4.1prashantmaukaNo ratings yet
- Experiment HT - 305: Plate Heat Exchanger: BackgroundDocument10 pagesExperiment HT - 305: Plate Heat Exchanger: BackgroundAbhishek SardaNo ratings yet
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Process Plant Design: Heinemann Chemical Engineering SeriesFrom EverandProcess Plant Design: Heinemann Chemical Engineering SeriesRating: 3.5 out of 5 stars3.5/5 (11)
- Justification For HSE Report DelayDocument1 pageJustification For HSE Report DelayALFA ENGINEERINGNo ratings yet
- LETTERDocument1 pageLETTERALFA ENGINEERINGNo ratings yet
- Raheem MohammDocument9 pagesRaheem MohammALFA ENGINEERINGNo ratings yet
- Barka 70 Layout1Document1 pageBarka 70 Layout1ALFA ENGINEERINGNo ratings yet
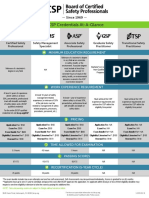
- BCSP Credentials At-A-Glance: Minimum Education RequirementDocument2 pagesBCSP Credentials At-A-Glance: Minimum Education RequirementNew TubeNo ratings yet
- ODocument2 pagesOALFA ENGINEERINGNo ratings yet
- Diversion Details-ModelDocument1 pageDiversion Details-ModelALFA ENGINEERINGNo ratings yet
- 1define The Problem 2 Identify The Team 4determine The Root Causes 5look Across 7verify The SolutionDocument8 pages1define The Problem 2 Identify The Team 4determine The Root Causes 5look Across 7verify The SolutionALFA ENGINEERINGNo ratings yet
- Fispoi Qual Compliance Work Wcappmce 1419884410775 Eng PDFDocument2 pagesFispoi Qual Compliance Work Wcappmce 1419884410775 Eng PDFAjay G GopalNo ratings yet
- TARRIFDocument1 pageTARRIFALFA ENGINEERINGNo ratings yet
- Scaffolding 1Document50 pagesScaffolding 1jmichailNo ratings yet
- Resume MD Meraj AlamDocument3 pagesResume MD Meraj AlamALFA ENGINEERINGNo ratings yet
- Risaconnection: Verification ProblemsDocument70 pagesRisaconnection: Verification ProblemsALFA ENGINEERINGNo ratings yet
- Risaconnection: Verification ProblemsDocument70 pagesRisaconnection: Verification ProblemsALFA ENGINEERINGNo ratings yet
- Telegram Channel For Quick Updates and Easy Download More Info Thank You and Enjoy !Document1 pageTelegram Channel For Quick Updates and Easy Download More Info Thank You and Enjoy !ALFA ENGINEERINGNo ratings yet
- HesexDocument2 pagesHesexALFA ENGINEERINGNo ratings yet
- SderfDocument31 pagesSderfALFA ENGINEERINGNo ratings yet
- Install App - Copy & Replace Cracked File To Install Dir WWW - Downloadly.IrDocument1 pageInstall App - Copy & Replace Cracked File To Install Dir WWW - Downloadly.IrALFA ENGINEERINGNo ratings yet
- Sched LogDocument4 pagesSched LogALFA ENGINEERINGNo ratings yet
- Sched LogDocument4 pagesSched LogALFA ENGINEERINGNo ratings yet
- Project1-0015 - Floor Plan - Level 1-ModelDocument1 pageProject1-0015 - Floor Plan - Level 1-ModelALFA ENGINEERINGNo ratings yet
- Design of Structural Steel Joints and Connections 007Document16 pagesDesign of Structural Steel Joints and Connections 007henreng100% (5)
- Assignment AbroadDocument9 pagesAssignment AbroadALFA ENGINEERINGNo ratings yet
- Lattice Truss ConfigrationDocument12 pagesLattice Truss ConfigrationALFA ENGINEERINGNo ratings yet
- DocumentDocument2 pagesDocumentALFA ENGINEERINGNo ratings yet
- Wake Up Before 4 AmDocument1 pageWake Up Before 4 AmALFA ENGINEERINGNo ratings yet
- Lattice Truss ConfigrationDocument12 pagesLattice Truss ConfigrationALFA ENGINEERINGNo ratings yet
- Notice Inviting E-Tender: TENDER NO: RCC/ERO/37/2018-19/PT-239Document17 pagesNotice Inviting E-Tender: TENDER NO: RCC/ERO/37/2018-19/PT-239ALFA ENGINEERINGNo ratings yet
- Not Living in Their PresentDocument1 pageNot Living in Their PresentALFA ENGINEERINGNo ratings yet
- Design and Cost Estimate of A Twin-Cell Reinforced Concrete Culvert in Yawiri, Oyo StateDocument71 pagesDesign and Cost Estimate of A Twin-Cell Reinforced Concrete Culvert in Yawiri, Oyo StateSolomon ElumaNo ratings yet
- Pex Condenser Service ManualDocument19 pagesPex Condenser Service Manuallouie mabiniNo ratings yet
- Ball Valves - MethodDocument28 pagesBall Valves - Methodbloggerparthi100% (1)
- Multi-helix foundations installationDocument6 pagesMulti-helix foundations installationameensderaj100% (1)
- Ecs 3-16-1 - 3 - 80097667Document18 pagesEcs 3-16-1 - 3 - 80097667Florin Daniel AnghelNo ratings yet
- Certificado Tuberia PealpeDocument2 pagesCertificado Tuberia Pealpefalr2013No ratings yet
- Selectomat PL: Premium Line - Steam SterilizerDocument11 pagesSelectomat PL: Premium Line - Steam SterilizerAdolfo SalazarNo ratings yet
- Belzona - Cold Curing WrapsDocument4 pagesBelzona - Cold Curing WrapsNay ThihaNo ratings yet
- Almona Pe Pre Lubricated Conduit Micro Ducts Systems Product CatalogueDocument10 pagesAlmona Pe Pre Lubricated Conduit Micro Ducts Systems Product CatalogueKAREEEMNo ratings yet
- Pipe Stress Analysis Per ASME B 31.3Document10 pagesPipe Stress Analysis Per ASME B 31.3Agung Pramu Aji100% (1)
- Is 1285 PDFDocument11 pagesIs 1285 PDFswaroop87No ratings yet
- BS en Iso 13760 - 2000Document14 pagesBS en Iso 13760 - 2000Kim WongNo ratings yet
- Catalogo TangitDocument19 pagesCatalogo Tangitjlop57e8r78No ratings yet
- The Quadrant Formula For SuccessDocument27 pagesThe Quadrant Formula For SuccessSergio Muñoz OjedaNo ratings yet
- Draft SOP Field Joint Coating ProcedureDocument15 pagesDraft SOP Field Joint Coating ProcedureJunaidin MNo ratings yet
- MS For Rehabilitation of Clear Water ReserviorDocument3 pagesMS For Rehabilitation of Clear Water ReserviorMhando IgnasNo ratings yet
- VALVULA DE SOLENOIDE HS7 BulletinDocument4 pagesVALVULA DE SOLENOIDE HS7 BulletinJoséMarcanoNo ratings yet
- SolidWorks Routing Tools Guide: Design Piping & Electrical Systems EasilyDocument22 pagesSolidWorks Routing Tools Guide: Design Piping & Electrical Systems EasilyMichaelDelCastilloNo ratings yet
- Optimising Sweep Gas Flow in A Flare HeaderDocument5 pagesOptimising Sweep Gas Flow in A Flare HeaderMahesh100% (1)
- TAPPI TIP-0402-27 Continuous Dig Insp Rev 2005Document11 pagesTAPPI TIP-0402-27 Continuous Dig Insp Rev 2005a_parrat100% (2)
- Guidelines For Slurry PipingDocument6 pagesGuidelines For Slurry PipingAatish ChandrawarNo ratings yet
- 600-50S-0002 Rev5 (Recovered)Document189 pages600-50S-0002 Rev5 (Recovered)Anonymous l4Vcl2bBNo ratings yet
- Autoclave Subsea Ball ValvesDocument20 pagesAutoclave Subsea Ball Valvesvp989No ratings yet
- Ameet Sir Working 28.10.2017Document71 pagesAmeet Sir Working 28.10.2017saurabhNo ratings yet
- Construction Methodology - Maholiya ProjectDocument6 pagesConstruction Methodology - Maholiya ProjectPrateek DasNo ratings yet
- Komatsu Engine 6d114 Series Workshop Manuals 2Document20 pagesKomatsu Engine 6d114 Series Workshop Manuals 2charles100% (47)
- Cost Estimate For Submersible Boring at Iccc Building AreaDocument10 pagesCost Estimate For Submersible Boring at Iccc Building AreaShubhankar SharmaNo ratings yet
- Solvent Extractables in Petroleum Waxes: Standard Test Method ForDocument7 pagesSolvent Extractables in Petroleum Waxes: Standard Test Method ForPaulo SantosNo ratings yet
- Inventor EVI EVO Service Manual 09 12000btuDocument74 pagesInventor EVI EVO Service Manual 09 12000btuCezar ConstantinNo ratings yet
- QCVN 012020BCT National Technical Regulation On Design Requirements For Petrol Filling Stations (Eng)Document24 pagesQCVN 012020BCT National Technical Regulation On Design Requirements For Petrol Filling Stations (Eng)lwin_oo2435No ratings yet