You might also like
- Crystal Growth: International Series on the Science of the Solid StateFrom EverandCrystal Growth: International Series on the Science of the Solid StateBrian R. PamplinNo ratings yet
- Delayed Coking Process OverviewDocument41 pagesDelayed Coking Process OverviewtotpityiNo ratings yet
- Abelmarle Referencia KF-868 PDFDocument24 pagesAbelmarle Referencia KF-868 PDFEdgar Hector GarciaNo ratings yet
- Primary Awards 2012-2014 - CaribbeansDocument7 pagesPrimary Awards 2012-2014 - CaribbeansGuillaume PrefolNo ratings yet
- 820 Series TDSDocument2 pages820 Series TDSajaldaco100% (1)
- Reservoir Modeling & Simulation at EORI: The 3 Wyoming IOR/EOR ConferenceDocument43 pagesReservoir Modeling & Simulation at EORI: The 3 Wyoming IOR/EOR ConferencenoorNo ratings yet
- Enercat Long Term Paraffin&Scale Prevention May 2021Document21 pagesEnercat Long Term Paraffin&Scale Prevention May 2021Cae Indru100% (1)
- Crude Distillation: Chapter 4Document22 pagesCrude Distillation: Chapter 4Arif IqbalNo ratings yet
- Couplant Comparison and Specification ChartDocument1 pageCouplant Comparison and Specification ChartdantegimenezNo ratings yet
- Projected Profit/Loss and Actual Costs for Construction BudgetDocument5 pagesProjected Profit/Loss and Actual Costs for Construction BudgetEl ChapoNo ratings yet
- Coating Technologies For Adhesive ApplicationsDocument23 pagesCoating Technologies For Adhesive Applicationshikmah07No ratings yet
- Certified Wood Stove Manufacturers: 2014Document33 pagesCertified Wood Stove Manufacturers: 2014Vimarsha HSNo ratings yet
- 2) Basic PropertiesDocument52 pages2) Basic PropertiesKarolina Bala GadiNo ratings yet
- 13 Mei 2022Document50 pages13 Mei 2022didi sasmitaNo ratings yet
- Challenges and Opportunities of Heavy Oil Development in CanadaDocument33 pagesChallenges and Opportunities of Heavy Oil Development in CanadaRamon Gomez BallesterosNo ratings yet
- Custom Built Diesel Engines Order FormDocument1 pageCustom Built Diesel Engines Order FormhamadaeidNo ratings yet
- Industrial Fire Fighting Skid Unit CatalogDocument96 pagesIndustrial Fire Fighting Skid Unit CatalogEdu TrunksNo ratings yet
- Using Salt Water in Cooling Towers Performance Corrections and CostsDocument32 pagesUsing Salt Water in Cooling Towers Performance Corrections and Costsonizuka-t2263No ratings yet
- Fleet List Mare Maritime Singapore Pte LTD: Ship'S Name Ship'S Type D.W.TDocument5 pagesFleet List Mare Maritime Singapore Pte LTD: Ship'S Name Ship'S Type D.W.TPrince SadhotraNo ratings yet
- Costing Sheet For PlantDocument84 pagesCosting Sheet For PlantmembranesNo ratings yet
- DDC Approved Oil List Title Under 40 CharactersDocument3 pagesDDC Approved Oil List Title Under 40 Charactersangel017No ratings yet
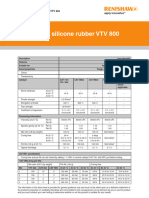
- AMPD Data Sheet Silicone Rubber VTV 800Document2 pagesAMPD Data Sheet Silicone Rubber VTV 800scribduser071No ratings yet
- South America EOR Workshop - FinalDocument65 pagesSouth America EOR Workshop - Finalramzi aidliNo ratings yet
- RE InventoryDocument16 pagesRE InventoryDon SumiogNo ratings yet
- Greg Marshall Catalytic Reforming For Aromatic Production PDFDocument19 pagesGreg Marshall Catalytic Reforming For Aromatic Production PDFArash AbbasiNo ratings yet
- Industrial Gearbox Oils: Parthan EpDocument20 pagesIndustrial Gearbox Oils: Parthan EpChetan PrajapatiNo ratings yet
- GACL - Report MEET PDFDocument36 pagesGACL - Report MEET PDFMeet KhuntNo ratings yet
- VALVOLINE INDRUSTRIAL GEARDocument1 pageVALVOLINE INDRUSTRIAL GEARJUAN BAUTISTANo ratings yet
- SAAM Towage Fleet - Copia A Equipo Perú - FinalDocument27 pagesSAAM Towage Fleet - Copia A Equipo Perú - FinalRuben RodriguezNo ratings yet
- Key To Abbreviations: Ac - Acceptable Qu - Questionable Un - Unacceptable Rs - ResampleDocument2 pagesKey To Abbreviations: Ac - Acceptable Qu - Questionable Un - Unacceptable Rs - ResampleChristianNo ratings yet
- To Order: For 1 ReplaceDocument6 pagesTo Order: For 1 ReplaceviktorNo ratings yet
- Documents-639 - Albida Grease EP2 (PDS)Document2 pagesDocuments-639 - Albida Grease EP2 (PDS)aryawigiNo ratings yet
- Whitmore Paragon Heavy Duty Gear OilDocument1 pageWhitmore Paragon Heavy Duty Gear OilDon HowardNo ratings yet
- Gacl Training ReportDocument35 pagesGacl Training ReportDhruvin Shah100% (1)
- 4P Multiple Conventional Hydraulic Fracturing Modeling in Directional Wells. Historical Case Well PN3 1 Pumping Treatment Thru BLT Gas Lift Installation in Offshore RiglesDocument26 pages4P Multiple Conventional Hydraulic Fracturing Modeling in Directional Wells. Historical Case Well PN3 1 Pumping Treatment Thru BLT Gas Lift Installation in Offshore RiglesBrayan Herrera CastilloNo ratings yet
- 1 Royal-Purple-Barrier-FluidsDocument6 pages1 Royal-Purple-Barrier-Fluidscraig winterburnNo ratings yet
- Steam Path Audit of Steam Turbine PDFDocument38 pagesSteam Path Audit of Steam Turbine PDFmkoelrealNo ratings yet
- Crude ConductivityDocument15 pagesCrude ConductivityJayaprakash RattiNo ratings yet
- Monitoring Rencan Buyer - UserDocument1 pageMonitoring Rencan Buyer - UserEnergi Alam BorneoNo ratings yet
- Nestle Foodservices Culinary Recipes: ProcedureDocument24 pagesNestle Foodservices Culinary Recipes: ProcedureryanlabsNo ratings yet
- FCCU OPERATION AND REACTIONS PRESENTATIONDocument44 pagesFCCU OPERATION AND REACTIONS PRESENTATIONHarish GojiyaNo ratings yet
- Thermax Evaporative Condenser Product Range GuideDocument2 pagesThermax Evaporative Condenser Product Range GuideShubham VermaNo ratings yet
- Fuel Ethanol Systems Molecular Sieve DehydrationDocument20 pagesFuel Ethanol Systems Molecular Sieve DehydrationAjay TulpuleNo ratings yet
- Brochure - Genuine Oil SPECIFICATIONS OILDocument14 pagesBrochure - Genuine Oil SPECIFICATIONS OILBouslimi SouhaibNo ratings yet
- 2016 Worldwide Refinery Survey with Complexity DataDocument66 pages2016 Worldwide Refinery Survey with Complexity DatayuliaNo ratings yet
- Alin Gel 29Document1 pageAlin Gel 29099 Thakrar Raj DilipbhaiNo ratings yet
- Alpha SP RangeDocument2 pagesAlpha SP RangeaskodidcNo ratings yet
- Ultrasonic Couplant Comparison GuideDocument1 pageUltrasonic Couplant Comparison GuideRoyal AccessoriesNo ratings yet
- Copia de Supplier Payments - June - 24 August 2019 UpdateDocument12 pagesCopia de Supplier Payments - June - 24 August 2019 UpdateJcaldas AponteNo ratings yet
- Requisesation Store - 220718 - 112944Document1 pageRequisesation Store - 220718 - 112944Naveed Ul Qamar MughalNo ratings yet
- RDRN-RX-RBDocument1 pageRDRN-RX-RBmktg2No ratings yet
- Saudi Pak TowerDocument8 pagesSaudi Pak TowerHamza EllahiNo ratings yet
- Chemical Comparison (Wyndham Grand Yangon)Document3 pagesChemical Comparison (Wyndham Grand Yangon)zaw khaingNo ratings yet
- Crude Oil Refining ExplainedDocument33 pagesCrude Oil Refining ExplainedgustavoemirNo ratings yet
- Pearson Pilings Engineering Data Sheet June 2021Document1 pagePearson Pilings Engineering Data Sheet June 2021Marcus RashfordNo ratings yet
- Desalting Part 2 May 2009Document51 pagesDesalting Part 2 May 2009ermusatNo ratings yet
- Powerful pesticide and herbicide active ingredientsDocument56 pagesPowerful pesticide and herbicide active ingredientspo83% (6)
- Mitsui Chemicals catalyst and additive stream specificationsDocument1 pageMitsui Chemicals catalyst and additive stream specificationskara_25No ratings yet
- MRP 17-02-23Document2 pagesMRP 17-02-23sivagaaneshNo ratings yet
- Especificaciones Motor Caterpillar C15Document2 pagesEspecificaciones Motor Caterpillar C15juan carlos rojas cadenaNo ratings yet
- FulltextDocument6 pagesFulltextAli AlengineerNo ratings yet
- Cmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitDocument14 pagesCmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitAli AlengineerNo ratings yet
- MesurmentDocument2 pagesMesurmentAli AlengineerNo ratings yet
- DegassingDocument4 pagesDegassingAli AlengineerNo ratings yet
- Crude Tower Simulation (HYSYS V8.6)Document2 pagesCrude Tower Simulation (HYSYS V8.6)Ali AlengineerNo ratings yet
- Manual of Medical Physics PDFDocument48 pagesManual of Medical Physics PDFAli AlengineerNo ratings yet
- Design of Vacuum Systems For Crude Oil Vacuum Tower DistillationDocument5 pagesDesign of Vacuum Systems For Crude Oil Vacuum Tower DistillationnasirmuzaffarNo ratings yet
- Designing of Air Cooled Heat Exchangers: by Mehaboob Basha N.BDocument28 pagesDesigning of Air Cooled Heat Exchangers: by Mehaboob Basha N.Bgerty1818100% (2)
- Johnston Hydraulic Calculation PDFDocument40 pagesJohnston Hydraulic Calculation PDFMalbec WallaceNo ratings yet
- PN VS BarDocument1 pagePN VS BarTon PhichitNo ratings yet
- Pipe Sizing for Optimal Steam FlowDocument6 pagesPipe Sizing for Optimal Steam Flowferdie14No ratings yet
- Crude Tower Simulation-HYSYS v8.6 PDFDocument62 pagesCrude Tower Simulation-HYSYS v8.6 PDFrawadNo ratings yet
- Lec.9 &10Document6 pagesLec.9 &10Abderrahim HAMDAOUINo ratings yet
- How bitumen is blown to gradeDocument1 pageHow bitumen is blown to gradeAli AlengineerNo ratings yet
- Tajarb PDFDocument67 pagesTajarb PDFbilalNo ratings yet
- Cmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitDocument14 pagesCmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitAli AlengineerNo ratings yet
- Depropanizer Design PDFDocument19 pagesDepropanizer Design PDFAli AlengineerNo ratings yet
- Two-Stage Compression and Separation of Natural Gas StreamDocument23 pagesTwo-Stage Compression and Separation of Natural Gas StreamAli AlengineerNo ratings yet
- All Crude Oil ProcessDocument7 pagesAll Crude Oil ProcessAli AlengineerNo ratings yet
- 015 Tray Efficiencies PDFDocument1 page015 Tray Efficiencies PDFAli AlengineerNo ratings yet
- PF-2303 RevCDocument6 pagesPF-2303 RevCAli AlengineerNo ratings yet
- Petroleum Refining Materials and Equipment PDFDocument754 pagesPetroleum Refining Materials and Equipment PDFAli AlengineerNo ratings yet
- Plate Type Wet ScrubberDocument6 pagesPlate Type Wet ScrubberRoger IsidoreNo ratings yet
- Crude Tower Deisgn Very OokDocument22 pagesCrude Tower Deisgn Very OokAli AlengineerNo ratings yet
- Industrial Water Treatment ProceduresDocument153 pagesIndustrial Water Treatment ProceduresDonatas BertasiusNo ratings yet
- Crude Tower Simulation-HYSYS v8.6 PDFDocument62 pagesCrude Tower Simulation-HYSYS v8.6 PDFrawadNo ratings yet
- Astm DistillationDocument244 pagesAstm DistillationprocesspipingdesignNo ratings yet
- Asphalt Eia Neshap Final 02-2003 PDFDocument95 pagesAsphalt Eia Neshap Final 02-2003 PDFAli AlengineerNo ratings yet
- Industrial Water Treatment ProceduresDocument153 pagesIndustrial Water Treatment ProceduresDonatas BertasiusNo ratings yet
- Condenser SizingDocument22 pagesCondenser Sizinglibid_rajNo ratings yet
- Introduction to the Dynamic Three-Phase Flow Simulator OLGADocument56 pagesIntroduction to the Dynamic Three-Phase Flow Simulator OLGAi786zzyNo ratings yet
- Gas Laws Simulation Lab: Experiment One: Constant VolumeDocument4 pagesGas Laws Simulation Lab: Experiment One: Constant Volumealan musselwhite100% (1)
- Lab Report 4Document7 pagesLab Report 4api-300265822100% (1)
- 7 - Forecast of Well Production, Pages 87-96Document10 pages7 - Forecast of Well Production, Pages 87-96ehsanNo ratings yet
- FHN 0319 G PDFDocument2 pagesFHN 0319 G PDFRyan A.Y.No ratings yet
- Sulfur Recovery From Acid Gas Using The Claus ProcDocument11 pagesSulfur Recovery From Acid Gas Using The Claus ProcAceh NyakponNo ratings yet
- XSteam Excel v2.6Document9 pagesXSteam Excel v2.6Yos Cornel TariganNo ratings yet
- HVAC Questions 100+ PDFDocument12 pagesHVAC Questions 100+ PDFabdullahNo ratings yet
- Honeywell Ekoflush - Airco SpoelenDocument4 pagesHoneywell Ekoflush - Airco SpoelenAmirAmiriNo ratings yet
- Feedwater System O&M TrainingDocument13 pagesFeedwater System O&M Trainingrseclen100% (1)
- Fluent-Intro 18.0 Module07 Turbulence PDFDocument29 pagesFluent-Intro 18.0 Module07 Turbulence PDFAlex HolguinoNo ratings yet
- Pressure Relief Valves HenryDocument7 pagesPressure Relief Valves HenryOSCAR ASIAINNo ratings yet
- Oil Well ControlDocument52 pagesOil Well ControlAkash ChaudharyNo ratings yet
- T16 Liquid Density PDFDocument26 pagesT16 Liquid Density PDFVictor Enrique Rosales ParadaNo ratings yet
- E38 Fuel Supply SystemDocument4 pagesE38 Fuel Supply SystemNorizwad Shah NasharudinNo ratings yet
- Aneroid BarometerDocument4 pagesAneroid BarometerBritney valladaresNo ratings yet
- Camara CongelaciónDocument44 pagesCamara CongelaciónIgnacio BermúdezNo ratings yet
- Chrom GasDocument15 pagesChrom GasPrince PavanNo ratings yet
- GH2 Projects IndiaDocument3 pagesGH2 Projects IndiaParas SachanNo ratings yet
- MED GAS PROD STOR TRANS DELDocument67 pagesMED GAS PROD STOR TRANS DELsantosh100% (2)
- Coiled Tubing OperationDocument3 pagesCoiled Tubing Operationgben11No ratings yet
- Jet EngineDocument24 pagesJet EngineMadhusudan raoNo ratings yet
- Hand Vacuum/Pressure Pump 416 - D001 (23 - 036A) : Special Tool(s)Document4 pagesHand Vacuum/Pressure Pump 416 - D001 (23 - 036A) : Special Tool(s)t_manuelNo ratings yet
- Heat ConductionDocument25 pagesHeat ConductionAnonymous z4Fe39jNo ratings yet
- Navier StokeDocument2 pagesNavier StokeJayeshNo ratings yet
- TR 12 CNG Vehicle Refuelling StationDocument43 pagesTR 12 CNG Vehicle Refuelling StationchongchoifattNo ratings yet
- SWIT Pilot TrialsDocument1 pageSWIT Pilot TrialsejayojNo ratings yet
- Axial Vs Centrifugal FansDocument5 pagesAxial Vs Centrifugal FansRamesh BaluNo ratings yet
- Om-Tk-5.4.4-16-1 P&idDocument1 pageOm-Tk-5.4.4-16-1 P&idLu CianusNo ratings yet