You might also like
- cswip 시험 문제 자료 PDFDocument185 pagescswip 시험 문제 자료 PDFkyeong cheol lee100% (1)
- CSWIP CompleteDocument23 pagesCSWIP CompleteThirumalesu ChowdamNo ratings yet
- Welding Inspection: Multiple-Choice Question Paper MSR-WI-1: Name: .. DateDocument7 pagesWelding Inspection: Multiple-Choice Question Paper MSR-WI-1: Name: .. DateBENNY BUSTOMI100% (1)
- Cswip3.1 Exam QuestionDocument4 pagesCswip3.1 Exam QuestionMOHAMMAD SAJIDALAM100% (2)
- Welding Inspection Multi-Choice QuestionsDocument16 pagesWelding Inspection Multi-Choice QuestionsRobert MichaelrajNo ratings yet
- Welding Inspection: Multi-Choice Questions Paper 1 Please Keep This Paper UnmarkedDocument4 pagesWelding Inspection: Multi-Choice Questions Paper 1 Please Keep This Paper Unmarkedrex valenciaNo ratings yet
- CSWIP 3.1 Multichoice With AnswerDocument18 pagesCSWIP 3.1 Multichoice With AnswerBassamOmarFarghl100% (2)
- Multi Choice - Paper - CSWIP 3.1 - 00Document19 pagesMulti Choice - Paper - CSWIP 3.1 - 00miteshNo ratings yet
- CSWIP QuestionaireDocument158 pagesCSWIP QuestionaireUmaibalanNo ratings yet
- WIS5 Paper 1 Rev 3Document4 pagesWIS5 Paper 1 Rev 3ghcalotaNo ratings yet
- WIS5 Paper 1 Rev 3Document4 pagesWIS5 Paper 1 Rev 3Ahmed ShakirNo ratings yet
- Bef Machine DesignDocument39 pagesBef Machine DesignKakashi JuniorNo ratings yet
- CHAPTER-2 Duties & Reponsibilities Welding Term and DefinitionsDocument8 pagesCHAPTER-2 Duties & Reponsibilities Welding Term and Definitionsshahid khanNo ratings yet
- Full Mock Test Series 05Document10 pagesFull Mock Test Series 05Abhilasha CIVILNo ratings yet
- Multi - Choice Question Paper (MSR-WI-1)Document8 pagesMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- Book 4Document67 pagesBook 4nathaniel ekaikoNo ratings yet
- Aircraft Construction, Repair & Modification Mock Board Exam 10Document6 pagesAircraft Construction, Repair & Modification Mock Board Exam 10nathanNo ratings yet
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Document7 pagesWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Le TuanNo ratings yet
- Tesda Multiple ChoiceDocument8 pagesTesda Multiple ChoiceAira Ronquillo67% (3)
- SIS Book 577Document71 pagesSIS Book 577Hamza Alam100% (1)
- VT GeneralDocument6 pagesVT GeneralAmr El RefayNo ratings yet
- QuizletDocument27 pagesQuizletbananaNo ratings yet
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument62 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23100% (1)
- Seminar Quiz Module 4-1Document5 pagesSeminar Quiz Module 4-1Akindiya IsaacNo ratings yet
- QU MSR AWI 1 Rev7Document8 pagesQU MSR AWI 1 Rev7Benny Bustomi100% (1)
- Welding Inspector Exam QuestionsDocument8 pagesWelding Inspector Exam QuestionsLe TuanNo ratings yet
- A. CobaltDocument8 pagesA. CobaltJade Carlo AntonioNo ratings yet
- Prosthodontics (Review Center)Document11 pagesProsthodontics (Review Center)LangNo ratings yet
- Master Question 2906Document101 pagesMaster Question 2906Cao Mạnh CườngNo ratings yet
- Machine design elements and materialsDocument6 pagesMachine design elements and materialsanon_964796336No ratings yet
- QuizletDocument4 pagesQuizletabdoNo ratings yet
- Building Technology 2 Answer KeyDocument4 pagesBuilding Technology 2 Answer KeyFlorisel Joy AntoniNo ratings yet
- Module 9Document6 pagesModule 9Kurt MarfilNo ratings yet
- Aircraft Construction, Repair & Modification Mock Board Exam 10Document5 pagesAircraft Construction, Repair & Modification Mock Board Exam 10July TadeNo ratings yet
- Summative TestDocument2 pagesSummative TestArnelson Derecho100% (6)
- Mid Mock Board - June 16, 2019 - Practical Problem - QuestionnaireDocument15 pagesMid Mock Board - June 16, 2019 - Practical Problem - QuestionnaireReyfel Desca0% (1)
- Module 8Document6 pagesModule 8Kurt MarfilNo ratings yet
- Full Mock Test Series 04 AnswerDocument12 pagesFull Mock Test Series 04 AnswerAbhilasha CIVILNo ratings yet
- 12) Api 510 Day 4Document67 pages12) Api 510 Day 4hamedNo ratings yet
- Unit 5: High Carbon Steel (HCS)Document2 pagesUnit 5: High Carbon Steel (HCS)arjunv_14No ratings yet
- Last Name, First Name: - UMD Directory IDDocument9 pagesLast Name, First Name: - UMD Directory IDYealshaday BirhanuNo ratings yet
- MQC Practice ExamDocument9 pagesMQC Practice ExamStephen RayosoNo ratings yet
- Closed Book Questions For Api 575Document25 pagesClosed Book Questions For Api 575vamsikrishna100% (1)
- Exam Part 1Document11 pagesExam Part 1Llewellyn DeguzmanNo ratings yet
- Schematic Diagram Components and Circuit AnalysisDocument33 pagesSchematic Diagram Components and Circuit AnalysisLlewellyn DeguzmanNo ratings yet
- Last Name, First Name: - UMD Directory IDDocument8 pagesLast Name, First Name: - UMD Directory IDYealshaday BirhanuNo ratings yet
- Soal SMK 6Document4 pagesSoal SMK 6asrafiNo ratings yet
- Lagro High School Grade 9 Shield Metal Arc Welding Exam ReviewDocument4 pagesLagro High School Grade 9 Shield Metal Arc Welding Exam ReviewLunilyn OrtegaNo ratings yet
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Document7 pagesWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Le Tuan100% (1)
- Model Question PaperDocument4 pagesModel Question Papervinaipv89% (9)
- Technical AramcoDocument10 pagesTechnical AramcoAbhishek NagNo ratings yet
- SSC JE Junior Engineer Civil Engg Exam Paper Previous Year 2000Document17 pagesSSC JE Junior Engineer Civil Engg Exam Paper Previous Year 2000Gitesh KumarNo ratings yet
- Ibong Tiririt (MDSP 6) : 17. The Purpose of Annealing Is To Make A MetalDocument26 pagesIbong Tiririt (MDSP 6) : 17. The Purpose of Annealing Is To Make A MetalSYBRELLE CRUZNo ratings yet
- Cswip Appendix 01Document23 pagesCswip Appendix 01Nsidibe Michael EtimNo ratings yet
- Ibong Tiririt MDSP 6Document25 pagesIbong Tiririt MDSP 6aweekago phNo ratings yet
- Weld Imperfections Guide: 45+ Types & Causes ExplainedDocument64 pagesWeld Imperfections Guide: 45+ Types & Causes ExplainedPradeepNo ratings yet
- Mechanic and Dielectric Properties: Advances in Research and DevelopmentFrom EverandMechanic and Dielectric Properties: Advances in Research and DevelopmentMaurice H. FrancombeNo ratings yet
- Design Principles of Metal-Cutting Machine ToolsFrom EverandDesign Principles of Metal-Cutting Machine ToolsRating: 4 out of 5 stars4/5 (4)
- Thin Films for Emerging ApplicationsFrom EverandThin Films for Emerging ApplicationsMaurice H. FrancombeNo ratings yet
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Document32 pages9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNo ratings yet
- CSWIP 3.1 - Welding Inspector WIS5 (2017)Document699 pagesCSWIP 3.1 - Welding Inspector WIS5 (2017)reezman96% (69)
- API 570 Practice Questions-2Document147 pagesAPI 570 Practice Questions-2Muhammad NozarNo ratings yet
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Document32 pages9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNo ratings yet
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Document32 pages9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNo ratings yet
- Muti Choice Quiz Cswip 31 2009 00Document12 pagesMuti Choice Quiz Cswip 31 2009 00Muhammad NozarNo ratings yet
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Document32 pages9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNo ratings yet
- Check List For Candidate RequirementsDocument1 pageCheck List For Candidate RequirementsMuhammad NozarNo ratings yet
- Page 1Document2 pagesPage 1Muhammad NozarNo ratings yet
- API-653 Homework 1 03 PDFDocument0 pagesAPI-653 Homework 1 03 PDFgurdeepsarora8738100% (1)
- API 653 PC Final OpenDocument7 pagesAPI 653 PC Final OpenMuhammad Nozar100% (1)
- Lavenders MT Q@aDocument20 pagesLavenders MT Q@aRobertRoyNo ratings yet
- Observations On Magnetic WallDocument10 pagesObservations On Magnetic WallMuhammad NozarNo ratings yet
- Muti Choice Quiz Cswip 31 2009 00Document12 pagesMuti Choice Quiz Cswip 31 2009 00Muhammad NozarNo ratings yet
- API 653 PC Bench Mark Quiz Answer KeyDocument1 pageAPI 653 PC Bench Mark Quiz Answer KeyMuhammad NozarNo ratings yet
- Introduction to Magnetic Particle Inspection (MPIDocument60 pagesIntroduction to Magnetic Particle Inspection (MPIMuhammad NozarNo ratings yet
- Calendar 2016 Landscape LinearDocument1 pageCalendar 2016 Landscape LinearMuhammad NozarNo ratings yet
- Calendar 2016 Landscape LinearDocument1 pageCalendar 2016 Landscape LinearMuhammad NozarNo ratings yet
- MPI HintsDocument1 pageMPI HintsMuhammad NozarNo ratings yet
- API 653 PC Final Exam Open Book Answer SheetDocument1 pageAPI 653 PC Final Exam Open Book Answer SheetMuhammad NozarNo ratings yet
- LubrefDocument1 pageLubrefMuhammad NozarNo ratings yet
- Interview PerparationDocument14 pagesInterview PerparationMuhammad NozarNo ratings yet
- Pressuer Test Topics & Videos LinkDocument1 pagePressuer Test Topics & Videos LinkMuhammad NozarNo ratings yet
- Introduction to Magnetic Particle Inspection (MPIDocument60 pagesIntroduction to Magnetic Particle Inspection (MPIMuhammad NozarNo ratings yet
- API-653 Homework 1 03 PDFDocument0 pagesAPI-653 Homework 1 03 PDFgurdeepsarora8738100% (1)
- End 510 QesDocument253 pagesEnd 510 QesMuhammad NozarNo ratings yet
- Electrode With Material Grades Rev.00Document1 pageElectrode With Material Grades Rev.00Muhammad NozarNo ratings yet
- Electrode With Material Grades Rev.00Document1 pageElectrode With Material Grades Rev.00Muhammad NozarNo ratings yet
- Calendar 2016 Landscape LinearDocument1 pageCalendar 2016 Landscape LinearMuhammad NozarNo ratings yet
- 4 Concrete Repair GuideDocument42 pages4 Concrete Repair GuideBenharzallah KrobbaNo ratings yet
- Construction Project Timeline Template: Task Name Status Assigned To Comments Start Date END Date Duratio NDocument7 pagesConstruction Project Timeline Template: Task Name Status Assigned To Comments Start Date END Date Duratio NMj OrtizNo ratings yet
- Thermo Hydro and Thermo Hydro Mechanical Wood Processing DICK SANDBERGDocument26 pagesThermo Hydro and Thermo Hydro Mechanical Wood Processing DICK SANDBERGAlmir AkvicNo ratings yet
- Refractory Lining of Blast Furnace PDFDocument11 pagesRefractory Lining of Blast Furnace PDFceng el samiuNo ratings yet
- 1 - Final Attic Stock MonitoringDocument1 page1 - Final Attic Stock MonitoringJQ INTERNATIONAL CONSTRUCTION COMPANYNo ratings yet
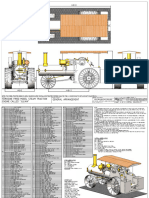
- Julian - A Case Inspired Traction EngineDocument10 pagesJulian - A Case Inspired Traction EngineBán ZoltánNo ratings yet
- CMV Fracture Toughness ArticleDocument10 pagesCMV Fracture Toughness ArticleFlo RenceNo ratings yet
- Closed Loop Chiller Water Non-Oxidizing MicrobiocideDocument3 pagesClosed Loop Chiller Water Non-Oxidizing MicrobiocideChillerCNo ratings yet
- Disposal of Large Consumed Plastics Cause An Environmental Pollution As They Are Considered Non-Biodegradable MaterialsDocument18 pagesDisposal of Large Consumed Plastics Cause An Environmental Pollution As They Are Considered Non-Biodegradable MaterialsKanimozhi SNo ratings yet
- Pipe Materials Storage Cisterns SizingDocument6 pagesPipe Materials Storage Cisterns SizingIr Engku MuhammadNo ratings yet
- Ukanol Es 2018Document8 pagesUkanol Es 2018Muhammad Aasim HassanNo ratings yet
- Rolling Element Bearing Failure AnalysisDocument4 pagesRolling Element Bearing Failure AnalysisYanuar KrisnahadiNo ratings yet
- ARI StrainerDocument1 pageARI Strainerkingathur26681No ratings yet
- Design, Full-Scale Testing and CE Certification of Anti-Seismic Devices According To The New European Norm EN 15129: Elastomeric IsolatorsDocument9 pagesDesign, Full-Scale Testing and CE Certification of Anti-Seismic Devices According To The New European Norm EN 15129: Elastomeric IsolatorsSara MaroucheNo ratings yet
- FoundryDocument17 pagesFoundryMuhd Shabeeb ANo ratings yet
- 03 24 00magDocument3 pages03 24 00magMorris AlcantaraNo ratings yet
- M Tec Duo Mix EnglishDocument4 pagesM Tec Duo Mix EnglishKulino channelNo ratings yet
- Efs Lm6000cmpst-Efs 2015newDocument2 pagesEfs Lm6000cmpst-Efs 2015newMohamed AhmedNo ratings yet
- Revision of Is - 1893 Part 1Document8 pagesRevision of Is - 1893 Part 1BMSF khaliqeNo ratings yet
- PIPE/PROBLEMS FINAL COACHING: HVACR & REFRIGERATION TOPICSDocument95 pagesPIPE/PROBLEMS FINAL COACHING: HVACR & REFRIGERATION TOPICSnathaniel villanuevaNo ratings yet
- X-Trail CoolingDocument88 pagesX-Trail CoolingMed Baz100% (4)
- TA Balancing Valve-STAFDocument12 pagesTA Balancing Valve-STAFAnonymous FZs3yBHh7No ratings yet
- Difference between weldolet and sockoletDocument3 pagesDifference between weldolet and sockoletWaqas Waqas100% (3)
- Technical Data: Micromatichp Standard Response Pendent High Pressure Sprinkler Vk122 (K5.6)Document11 pagesTechnical Data: Micromatichp Standard Response Pendent High Pressure Sprinkler Vk122 (K5.6)wika mepNo ratings yet
- TRB 01 21 Rooftop Ductwork Round or RectangularDocument4 pagesTRB 01 21 Rooftop Ductwork Round or Rectangularagb71c2478No ratings yet
- Designing High-Lift Airfoils Using Inverse Potential FlowDocument25 pagesDesigning High-Lift Airfoils Using Inverse Potential Flowmarco_cj_orgNo ratings yet
- FM-200 FIRE SUPPRESSION SYSTEM QUOTATIONDocument1 pageFM-200 FIRE SUPPRESSION SYSTEM QUOTATIONPutra LangitNo ratings yet
- Mazas de Ruedas Larrique RulemanesDocument23 pagesMazas de Ruedas Larrique RulemanesPaisaje SilenciosoNo ratings yet