You might also like
- Method Statement For APCS-113A (1) 22-6-2011Document7 pagesMethod Statement For APCS-113A (1) 22-6-2011sharif339No ratings yet
- Method of Statement For Surface Preparation & PaintingDocument27 pagesMethod of Statement For Surface Preparation & PaintingABAID ULLAH100% (1)
- Repair Touch-Up Paint ProcedureDocument10 pagesRepair Touch-Up Paint ProcedureLiyakathalikhan Shahjahan100% (1)
- Surface Preparation and Painting Method for Alloy PipingDocument9 pagesSurface Preparation and Painting Method for Alloy Pipingsharif339No ratings yet
- MST-CO-002 (MS For BLASTING AND PAINTING)Document6 pagesMST-CO-002 (MS For BLASTING AND PAINTING)Delta akathehuskyNo ratings yet
- Larsen & Toubro Atco Saudi LLC: Procedure For Repair Touch-Up Paint of Equipment, Structural and PipingDocument10 pagesLarsen & Toubro Atco Saudi LLC: Procedure For Repair Touch-Up Paint of Equipment, Structural and PipingPrince Jose100% (1)
- Swiss International LLCDocument4 pagesSwiss International LLCBurning TrainNo ratings yet
- ABDULLA QAQC Painting& Coating InspectorDocument5 pagesABDULLA QAQC Painting& Coating InspectorawaisNo ratings yet
- CV - Faisal Coating Combained-QCIDocument13 pagesCV - Faisal Coating Combained-QCIMuthu SaravananNo ratings yet
- QC Inspector Resume SummaryDocument9 pagesQC Inspector Resume SummaryMuhammad Asif0% (1)
- Corrosion Protection Services GuideDocument37 pagesCorrosion Protection Services GuideTASNEEM100% (2)
- Ms Painting Shaybah Rev 00Document14 pagesMs Painting Shaybah Rev 00Haroonamjan MohammedNo ratings yet
- Nawaz Khan - Civil InspectorDocument4 pagesNawaz Khan - Civil InspectormlNo ratings yet
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- QAQC Questions & AnswersDocument5 pagesQAQC Questions & Answersnafis2uNo ratings yet
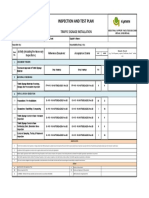
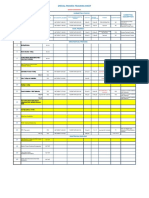
- Traffic Signage Installation ITPDocument1 pageTraffic Signage Installation ITPmoytabura96No ratings yet
- Abu Ali project-APCS 1D Using Hempel Paint REV.01 PDFDocument10 pagesAbu Ali project-APCS 1D Using Hempel Paint REV.01 PDFravi ajith100% (1)
- Method Statement For Installation Anchor BoltsDocument7 pagesMethod Statement For Installation Anchor BoltsSyed AtherNo ratings yet
- Coating Procedure GuideDocument8 pagesCoating Procedure Guidedeva0170% (2)
- On - Plot HydrotestingDocument14 pagesOn - Plot HydrotestingarunmirandaNo ratings yet
- Procedure for holiday testingDocument2 pagesProcedure for holiday testingSaptarshi MandalNo ratings yet
- Saudi Aramco Approved Coating SupervisorDocument2 pagesSaudi Aramco Approved Coating SupervisorMohamed Reda100% (2)
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Joint Coating Application & Pipe Coating Procedure-009-RappDocument8 pagesJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahNo ratings yet
- Work Method Rehabilitation of Water Storage Tank-Shell R.A PDFDocument4 pagesWork Method Rehabilitation of Water Storage Tank-Shell R.A PDFIziyon Harrison OsalobohNo ratings yet
- Method Statement - Chemical CleaningDocument12 pagesMethod Statement - Chemical Cleaningdadz mingiNo ratings yet
- QC - 06 Surface Preparation & Painting 2Document6 pagesQC - 06 Surface Preparation & Painting 2mahendraNo ratings yet
- O252-PI-SP-0126 - C04 - Specification For PaintingDocument26 pagesO252-PI-SP-0126 - C04 - Specification For PaintingBestun AhmedNo ratings yet
- Procedure of Apcs-113cDocument8 pagesProcedure of Apcs-113cNoman AhmedNo ratings yet
- Painting Work Method StatementDocument5 pagesPainting Work Method StatementMusthafa ShaikNo ratings yet
- Blasting & Painting ProcedureDocument10 pagesBlasting & Painting ProcedurepraksahNo ratings yet
- Heater Erection Procedure PDFDocument7 pagesHeater Erection Procedure PDFhasan_676489616No ratings yet
- Coating Procedure - General Rev.03Document35 pagesCoating Procedure - General Rev.03moytabura96100% (2)
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocument1 pageStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaNo ratings yet
- Surface GI Conduit Installation Method StatementDocument4 pagesSurface GI Conduit Installation Method StatementJaneNo ratings yet
- Method of Statement For: Hot WorksDocument9 pagesMethod of Statement For: Hot WorksHussam WaleedNo ratings yet
- Jotun Resist 86Document5 pagesJotun Resist 86Ansar AliNo ratings yet
- Procedure For Tin - inDocument13 pagesProcedure For Tin - inAdil IjazNo ratings yet
- Concrete Works Inspection & TestingDocument9 pagesConcrete Works Inspection & Testingkbldam100% (2)
- Method Statement For Chipping and Grouting For All EDI System in PH2Document6 pagesMethod Statement For Chipping and Grouting For All EDI System in PH2vinodhyperNo ratings yet
- Paint Inspection BasicDocument6 pagesPaint Inspection BasicmaddyNo ratings yet
- Tank Erection Procedure GuideDocument5 pagesTank Erection Procedure Guidegeorge israelNo ratings yet
- CAT Group Painting Works QA ProcedureDocument7 pagesCAT Group Painting Works QA ProcedurekbldamNo ratings yet
- Galvanizing Procedure PDFDocument7 pagesGalvanizing Procedure PDFkhuzafa50% (4)
- Method Statement for Pipe Handling and StorageDocument14 pagesMethod Statement for Pipe Handling and StorageShambu S VtkNo ratings yet
- CBT Coatings QuestionsDocument5 pagesCBT Coatings QuestionsSUNIL RAJPUTNo ratings yet
- Hydro Static Test Procedure: VD-211-Gen-PCJ-005Document12 pagesHydro Static Test Procedure: VD-211-Gen-PCJ-005arianaseriNo ratings yet
- Surface Preparation and PaintingDocument4 pagesSurface Preparation and PaintingSimbu ArasanNo ratings yet
- CBT 02-20Document3 pagesCBT 02-20Manoj KumarNo ratings yet
- Itp Concrete CoatingDocument4 pagesItp Concrete Coatingkaml100% (1)
- Awais Inspector-PaintingDocument6 pagesAwais Inspector-PaintingMohammed GaniNo ratings yet
- Painting Procedure For Field Erected Tank FINAL (13850)Document22 pagesPainting Procedure For Field Erected Tank FINAL (13850)Parthiban NCNo ratings yet
- MECH PRO 055 PreparingDocument6 pagesMECH PRO 055 Preparingtomj9104No ratings yet
- Method Statement For APCS-113A For Alloy Steel - Otc - Fbe-002Document7 pagesMethod Statement For APCS-113A For Alloy Steel - Otc - Fbe-002sharif339100% (2)
- G. Std. ITP For Pipeline Job PDFDocument4 pagesG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWNo ratings yet
- Method Statement Pipe Re-Routing Saudi BinladinDocument11 pagesMethod Statement Pipe Re-Routing Saudi BinladinShyju MelepurathNo ratings yet
- Audit Checklist - Blasting Painting1Document6 pagesAudit Checklist - Blasting Painting1Angel Angeleye100% (4)
- Jazan Refinery & IGCC Industrial Support Facilities Jazan, Kingdom of Saudi ArabiaDocument5 pagesJazan Refinery & IGCC Industrial Support Facilities Jazan, Kingdom of Saudi Arabiamoytabura96No ratings yet
- Saic H 2011Document2 pagesSaic H 2011Ansar Ali VemmullyNo ratings yet
- Method Statement for Accordion Folding PartitionsDocument8 pagesMethod Statement for Accordion Folding Partitionsmoytabura96No ratings yet
- Control Calibrated EquipmentDocument11 pagesControl Calibrated Equipmentmoytabura96100% (1)
- South Ghawar Unconventional Resources Project MonitoringDocument1 pageSouth Ghawar Unconventional Resources Project Monitoringmoytabura96No ratings yet
- Traffic Signage Installation ITPDocument1 pageTraffic Signage Installation ITPmoytabura96No ratings yet
- JSA For Traffic Signages Activity (Rev. 00)Document8 pagesJSA For Traffic Signages Activity (Rev. 00)moytabura96No ratings yet
- Coordinates & DrawingsDocument5 pagesCoordinates & Drawingsmoytabura96No ratings yet
- Organization Chart, Formats & Mobilization-Demobilization Plan PDFDocument74 pagesOrganization Chart, Formats & Mobilization-Demobilization Plan PDFmoytabura96100% (1)
- Project Quality Plan For South GhawarDocument48 pagesProject Quality Plan For South Ghawarmoytabura96No ratings yet
- Saudi Arabian Oil Company: GEN-E0004 A Construction Specifications J95Document4 pagesSaudi Arabian Oil Company: GEN-E0004 A Construction Specifications J95moytabura96100% (1)
- MS Traffic Signs Installations (Rev. 01)Document6 pagesMS Traffic Signs Installations (Rev. 01)moytabura96100% (1)
- Materials Quarantine LogDocument1 pageMaterials Quarantine Logmoytabura96No ratings yet
- Project Quality Plan - Part 1Document30 pagesProject Quality Plan - Part 1moytabura96100% (5)
- Method Statement ForDocument6 pagesMethod Statement Formoytabura96No ratings yet
- Audit AgendaDocument3 pagesAudit Agendamoytabura96No ratings yet
- Project Quality Plan - Part 2Document26 pagesProject Quality Plan - Part 2moytabura96No ratings yet
- Amt PQP - SgewDocument19 pagesAmt PQP - Sgewmoytabura96No ratings yet
- RTR - Nonmetallic Pipng ProcedureDocument16 pagesRTR - Nonmetallic Pipng Proceduremoytabura96No ratings yet
- Saudi Aramco Concrete Coating ProcedureDocument10 pagesSaudi Aramco Concrete Coating Proceduremoytabura96100% (1)
- Method Statements For Termite Control ApplicationDocument7 pagesMethod Statements For Termite Control Applicationmoytabura96No ratings yet
- Saudi Aramco Hydrostatic Testing ProcedureDocument18 pagesSaudi Aramco Hydrostatic Testing Proceduremoytabura96No ratings yet
- Inspection and Test Plan: Linolium Sheet InstallationDocument1 pageInspection and Test Plan: Linolium Sheet Installationmoytabura96No ratings yet
- Project Deliverables TrackingDocument5 pagesProject Deliverables Trackingmoytabura96No ratings yet
- Field Engineering Change Control ProcedureDocument9 pagesField Engineering Change Control Proceduremoytabura9675% (4)
- Linolium Sheet Pre-Inspection ChecklistDocument1 pageLinolium Sheet Pre-Inspection Checklistmoytabura96No ratings yet
- Field Engineering Change Control FormDocument1 pageField Engineering Change Control Formmoytabura96No ratings yet
- 01-SAMSS-025 Plastic-Lined Ferrous Metal Pipe, Fittings, and FlangesDocument9 pages01-SAMSS-025 Plastic-Lined Ferrous Metal Pipe, Fittings, and Flangesmoytabura96No ratings yet
- Saes A 005Document34 pagesSaes A 005Elie AouadNo ratings yet
- Linolium Sheet Pre-Inspection ChecklistDocument1 pageLinolium Sheet Pre-Inspection Checklistmoytabura96No ratings yet
- Saep 12 PDFDocument42 pagesSaep 12 PDFYuda SatriaNo ratings yet
- RTR - Nonmetallic Pipng ProcedureDocument16 pagesRTR - Nonmetallic Pipng Proceduremoytabura96100% (1)
- Kho Geo PR 18 80 03 PDFDocument1,387 pagesKho Geo PR 18 80 03 PDFmoytabura96No ratings yet
- Chapter 03 SlidesDocument55 pagesChapter 03 SlidesHaneshNo ratings yet
- Titration Phosphoric AcidDocument1 pageTitration Phosphoric AcidKiany SirleyNo ratings yet
- Terapia Fotodinamica UpdateDocument32 pagesTerapia Fotodinamica UpdateMiltonLondoñoNo ratings yet
- 5D Changing State Answers PDFDocument15 pages5D Changing State Answers PDFSara MagedNo ratings yet
- Lesson Plan Grade 10 MutationDocument3 pagesLesson Plan Grade 10 MutationPatricia100% (3)
- Ceramic Waste Aggregate Improves Asphalt Mixture PropertiesDocument12 pagesCeramic Waste Aggregate Improves Asphalt Mixture Propertiesnw__ayNo ratings yet
- MASTERTOP 1110 - v1Document2 pagesMASTERTOP 1110 - v1Sumit KiratNo ratings yet
- Catalog Cleaning - 2020 Eng - CompressedDocument30 pagesCatalog Cleaning - 2020 Eng - CompressedSalkic HamdijaNo ratings yet
- Moody Si PDFDocument1 pageMoody Si PDFShamirNo ratings yet
- AS Chemistry Unit 1 Class Test Jan 2015 QuestionsDocument26 pagesAS Chemistry Unit 1 Class Test Jan 2015 Questionsecs90603No ratings yet
- Reviewer g9 2nd GradingDocument5 pagesReviewer g9 2nd Gradingcottoncandy cloudNo ratings yet
- 509 - F 250 BODYFIBER - TdsDocument1 page509 - F 250 BODYFIBER - TdsИван ПетровNo ratings yet
- Fluid Mechanics Worked Examples For EngineersDocument164 pagesFluid Mechanics Worked Examples For EngineersKarishma Juttun95% (37)
- Anaerobic Co Digestion of Food Waste and Dairy Manure Effects of Food Waste Particle Size and Organic Loading RateDocument7 pagesAnaerobic Co Digestion of Food Waste and Dairy Manure Effects of Food Waste Particle Size and Organic Loading RateAnonymous MVHQ97KEoPNo ratings yet
- Chapter 1 WorksheetDocument5 pagesChapter 1 WorksheetJules BrunoNo ratings yet
- Troubleshooting For Increased PressureDocument5 pagesTroubleshooting For Increased PressureMubarak PatelNo ratings yet
- Lichtenthal Er 1987Document33 pagesLichtenthal Er 1987Gabriel EspinozaNo ratings yet
- Datasheet Codeline 40S SeriesDocument3 pagesDatasheet Codeline 40S SeriesHardik VavdiyaNo ratings yet
- Problem SolvingDocument1 pageProblem SolvingDarren Ezra AliagaNo ratings yet
- Fundamentals of Water Activity and Moisture Sorption IsothermsDocument85 pagesFundamentals of Water Activity and Moisture Sorption IsothermsBlanca Y. Ramirez CruzNo ratings yet
- Science8 - q3 - Clas1 - What Makes Up Matter and Its Properties - v5Document11 pagesScience8 - q3 - Clas1 - What Makes Up Matter and Its Properties - v5Joan Jambalos TuertoNo ratings yet
- Powder Metallurgy Sintered Sprocket Metal Parts From JN Sinter Metals Co., Ltd.Document5 pagesPowder Metallurgy Sintered Sprocket Metal Parts From JN Sinter Metals Co., Ltd.jnpulleyNo ratings yet
- Success Criteria: Do I Know This? RAG Start of Do I Now Know This? RAG End of ModuleDocument2 pagesSuccess Criteria: Do I Know This? RAG Start of Do I Now Know This? RAG End of ModuleChris HarrisNo ratings yet
- Chemistry The Molecular Nature of Matter and Change Silberberg 7th Edition Test BankDocument24 pagesChemistry The Molecular Nature of Matter and Change Silberberg 7th Edition Test BankChristopherClarkwtrj100% (47)
- ETRF Endotoxin FilterDocument12 pagesETRF Endotoxin FilterMutiara RizkyNo ratings yet
- Astm A1017.a1017m 2011 PDFDocument3 pagesAstm A1017.a1017m 2011 PDFjoao carlos protzNo ratings yet
- Full Lectures ChemistryDocument85 pagesFull Lectures ChemistrySaja AliNo ratings yet
- Selection of Materials For Cutting ToolsDocument21 pagesSelection of Materials For Cutting ToolsKarthick NNo ratings yet
- Product Information Sheet: Alloy Cusn12Document1 pageProduct Information Sheet: Alloy Cusn12Hawraa AlbahadlyNo ratings yet