You might also like
- Extradosed Cable Stayed Bridge Design in BSDocument111 pagesExtradosed Cable Stayed Bridge Design in BSSANDIPNo ratings yet
- DN-101A-Design of Friction Slab-R1Document4 pagesDN-101A-Design of Friction Slab-R1jithinNo ratings yet
- Bridge BookDocument76 pagesBridge BookSunkara Hemanth KumarNo ratings yet
- Government of Odisha National Highways: Rajlaxmi Constructions LimitedDocument4 pagesGovernment of Odisha National Highways: Rajlaxmi Constructions LimitedSaudagar Biswal100% (1)
- Preliminary Data: 2 Assuming L (M) B (M) H (M)Document16 pagesPreliminary Data: 2 Assuming L (M) B (M) H (M)snehar redkarNo ratings yet
- Skew Box 1 X 7.0 X 7.5m - DesignDocument58 pagesSkew Box 1 X 7.0 X 7.5m - DesignPrabhakaran KarunanithiNo ratings yet
- Solid Slab Bridges: Advantages, Disadvantages and PrinciplesDocument10 pagesSolid Slab Bridges: Advantages, Disadvantages and PrinciplesAmbrishNo ratings yet
- Transverse AnalysisDocument19 pagesTransverse AnalysisSulabh GuptaNo ratings yet
- Pre CamberDocument10 pagesPre CamberVenkat PalliNo ratings yet
- Transverse Deck Design 32mDocument276 pagesTransverse Deck Design 32mSanjay VohraNo ratings yet
- Dn037ra Irc112 Mar21 2013-Box GirderDocument107 pagesDn037ra Irc112 Mar21 2013-Box GirderRAJENDRA PRASADNo ratings yet
- Designed Date Details Checked Title DocnoDocument4 pagesDesigned Date Details Checked Title DocnovivekNo ratings yet
- Trans Mainspan Updated ModifiedDocument413 pagesTrans Mainspan Updated ModifiedANKUR GHOSHNo ratings yet
- T Girder Bridge Deck Diaphragm-20 MDocument14 pagesT Girder Bridge Deck Diaphragm-20 MAmitabha DebNo ratings yet
- RDSO Guidelines On Seismic Design of Railway Bridges PDFDocument95 pagesRDSO Guidelines On Seismic Design of Railway Bridges PDFSreeraja Sreevilasan57% (7)
- Transverse-Design771 TriDocument17 pagesTransverse-Design771 TriBasava SowmyaNo ratings yet
- Cable stayed bridge analysis and designDocument80 pagesCable stayed bridge analysis and designamir100% (2)
- Span 20 MDocument111 pagesSpan 20 MajayNo ratings yet
- Design of Pile Cap and Abutment WallDocument20 pagesDesign of Pile Cap and Abutment Wallshashibhushan singh100% (1)
- Box Culvert 20mDocument68 pagesBox Culvert 20mV P GUPTANo ratings yet
- Section A: General Input: and Per Meter Strip LengthDocument10 pagesSection A: General Input: and Per Meter Strip LengthlaxNo ratings yet
- ELASTOMERIC and POT PTFEDocument10 pagesELASTOMERIC and POT PTFESwapnil KNo ratings yet
- PSC Box Girder Bridge Design in IRCDocument18 pagesPSC Box Girder Bridge Design in IRCSANDIP100% (4)
- Scour Depth and Bearing Pressure CalculationDocument46 pagesScour Depth and Bearing Pressure Calculationinfra120No ratings yet
- JK Prestressing CatalougeDocument60 pagesJK Prestressing Catalougeravi aroraNo ratings yet
- DESIGN OF PIER CAPDocument13 pagesDESIGN OF PIER CAPRohit VermaNo ratings yet
- U-Trough - RETURN - WALL - TYPE 1 PDFDocument11 pagesU-Trough - RETURN - WALL - TYPE 1 PDFV MohiteNo ratings yet
- Design of Composite GirderDocument86 pagesDesign of Composite GirderSaran KumarNo ratings yet
- Design-Psc T GirderDocument143 pagesDesign-Psc T GirderAtanu AdhiakryNo ratings yet
- Steel Plate Girder (41.38m) - R0Document58 pagesSteel Plate Girder (41.38m) - R0ShaileshRastogiNo ratings yet
- Abutment A2Document99 pagesAbutment A2mayankNo ratings yet
- Steel Transverse Seismic ArrestorDocument3 pagesSteel Transverse Seismic ArrestorNAUTILUS87100% (1)
- RCC Retaining Wall Design ReportDocument76 pagesRCC Retaining Wall Design Reportshashibhushan singhNo ratings yet
- Bridge Foundation Design FactorsDocument23 pagesBridge Foundation Design FactorsNisarga KeshavmurthyNo ratings yet
- Design of 19.330m Pier CapDocument17 pagesDesign of 19.330m Pier CapPartha Gangopadhyay100% (1)
- Calculate spherical bearing loadsDocument5 pagesCalculate spherical bearing loadsSHARATH VASUPRADA100% (1)
- Bridge EngineeringDocument2,360 pagesBridge EngineeringStructural SpreadsheetsNo ratings yet
- TTS-2012-DN-17, PierWell-P2 (TS), R0, Design of Well Foundation For P2 PDFDocument138 pagesTTS-2012-DN-17, PierWell-P2 (TS), R0, Design of Well Foundation For P2 PDFSandeep PattiwarNo ratings yet
- Slab Culvert IRC 21 IRC 112Document5 pagesSlab Culvert IRC 21 IRC 112Ashish Bhoi100% (1)
- Discharge Calculation (Brahamaputra Basin)Document2 pagesDischarge Calculation (Brahamaputra Basin)Md BIN HASANNo ratings yet
- Design of PSC SuperstructureDocument168 pagesDesign of PSC SuperstructureAnkur Dubey100% (1)
- RCC Abutment - 67.738 MDocument11 pagesRCC Abutment - 67.738 MSn SatyanarayanaNo ratings yet
- BR - No - Staging - Solid SlabDocument6 pagesBR - No - Staging - Solid Slabmohana tNo ratings yet
- Bridge substructure dimensions and load calculationsDocument47 pagesBridge substructure dimensions and load calculationsAbhay ThakurNo ratings yet
- Design Pier Bridge 326/1Document33 pagesDesign Pier Bridge 326/1Anish ThakurNo ratings yet
- Solid SlabDocument18 pagesSolid SlabAman HoodaNo ratings yet
- 60m Span DesignDocument131 pages60m Span DesignPhanindra NathNo ratings yet
- Design of Br@Ch.25+732 - 1x18Document261 pagesDesign of Br@Ch.25+732 - 1x18ANKUR MAURYANo ratings yet
- Design of composite plate girderDocument213 pagesDesign of composite plate girderAJAY SHINDENo ratings yet
- Bridge Elements GuideDocument86 pagesBridge Elements GuideAbhishekNo ratings yet
- Design of PSC Box 45.0 M Span PDFDocument89 pagesDesign of PSC Box 45.0 M Span PDFsiddharth yadavNo ratings yet
- Well Tilt and Shift-Bangraghat1Document3 pagesWell Tilt and Shift-Bangraghat1ShaileshRastogiNo ratings yet
- Pretensioned Beam DesignDocument129 pagesPretensioned Beam Designlakshmi1011No ratings yet
- r0 - Design - Nncs Del Deh Lvup CH 105+450 1x12x4Document47 pagesr0 - Design - Nncs Del Deh Lvup CH 105+450 1x12x4Muzzammil ShaikhNo ratings yet
- Methodology For Stressing of PSC Girders (C)Document2 pagesMethodology For Stressing of PSC Girders (C)VB665No ratings yet
- Methodology For PSC GirdersDocument5 pagesMethodology For PSC GirdersvnilNo ratings yet
- Methodology For Stressing of PSC GirdersDocument8 pagesMethodology For Stressing of PSC GirdersHegdeVenugopal100% (1)
- Method Statement For Prestressing of HT StrandsDocument3 pagesMethod Statement For Prestressing of HT StrandsBhanu Prasad EdemNo ratings yet
- Prestressing of H.T.S Strands: Cable Fabrication & LayingDocument3 pagesPrestressing of H.T.S Strands: Cable Fabrication & LayingAnish Panchal100% (1)
- Methodology of PSC Girder StressingDocument8 pagesMethodology of PSC Girder StressingRavikant TyagiNo ratings yet
- Web Site AP DSC RECRUITMENT-2024Document1 pageWeb Site AP DSC RECRUITMENT-2024HegdeVenugopalNo ratings yet
- Civil Engineers DrawingDocument67 pagesCivil Engineers Drawingthusharajcl100% (9)
- Telugu Syllabus - AP TET - Syllabus - 2024 - RotatedDocument7 pagesTelugu Syllabus - AP TET - Syllabus - 2024 - RotatedHegdeVenugopalNo ratings yet
- Tet Feb 2024 Examination ScheduleDocument1 pageTet Feb 2024 Examination ScheduleHegdeVenugopalNo ratings yet
- Chapter 1 Civil Engg Drawing House Planning BP Verma - pdf.6cqKrimQJrIsjP79olk3hJgV9U7WN50HDocument95 pagesChapter 1 Civil Engg Drawing House Planning BP Verma - pdf.6cqKrimQJrIsjP79olk3hJgV9U7WN50HHegdeVenugopal100% (3)
- 2.structural Drawing Deki LaneDocument65 pages2.structural Drawing Deki LanePacha Khan KhogyaniNo ratings yet
- SA (Telugu) - DSC - SYLLABUS - FEB - 2024 - Rotated-28-30Document3 pagesSA (Telugu) - DSC - SYLLABUS - FEB - 2024 - Rotated-28-30HegdeVenugopalNo ratings yet
- DSC Syllabus Feb 2024Document225 pagesDSC Syllabus Feb 2024Phani LenkaNo ratings yet
- PGT Paper-I (English) - DSC - SYLLABUS - FEB - 2024 - Rotated-136-137Document2 pagesPGT Paper-I (English) - DSC - SYLLABUS - FEB - 2024 - Rotated-136-137HegdeVenugopalNo ratings yet
- AutoCAD Tutorial 002 PDFDocument54 pagesAutoCAD Tutorial 002 PDFskannanmecNo ratings yet
- RRR Publications - APPSC Chapter Wise Bits - Sample FileDocument21 pagesRRR Publications - APPSC Chapter Wise Bits - Sample FileHegdeVenugopalNo ratings yet
- Eligible List After Second Time ReverificationDocument92 pagesEligible List After Second Time ReverificationHegdeVenugopalNo ratings yet
- PGT Paper-II (Telugu) - DSC - SYLLABUS - FEB - 2024 - Rotated-144-148Document5 pagesPGT Paper-II (Telugu) - DSC - SYLLABUS - FEB - 2024 - Rotated-144-148HegdeVenugopalNo ratings yet
- New Districts GazzeteDocument7 pagesNew Districts GazzeteHegdeVenugopalNo ratings yet
- Computer Aided Drafting of BuildingsDocument62 pagesComputer Aided Drafting of BuildingsPuneet GargNo ratings yet
- Civil Estimate of One Storey 60x30 RC SchoolDocument24 pagesCivil Estimate of One Storey 60x30 RC Schoolritesh patel67% (6)
- MoRTH 4th RevisionDocument92 pagesMoRTH 4th RevisionHegdeVenugopal100% (2)
- Building Plan Approval Fee - As Prescribed by The Government Time To TimeDocument6 pagesBuilding Plan Approval Fee - As Prescribed by The Government Time To TimeHegdeVenugopalNo ratings yet
- Production TechnologyDocument101 pagesProduction TechnologyHegdeVenugopalNo ratings yet
- Survey Exam PaperDocument2 pagesSurvey Exam PaperHegdeVenugopalNo ratings yet
- ID CardsDocument4 pagesID CardsHegdeVenugopalNo ratings yet
- Feb Salary BilDocument3 pagesFeb Salary BilHegdeVenugopalNo ratings yet
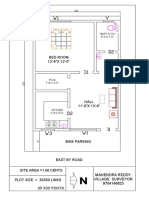
- Small home floor plan layout with dimensionsDocument1 pageSmall home floor plan layout with dimensionsHegdeVenugopalNo ratings yet
- 162+299 (WD-17) - BC BBS - SQ Cast In-Situ BHS Widening With 5% Lapping AddDocument2 pages162+299 (WD-17) - BC BBS - SQ Cast In-Situ BHS Widening With 5% Lapping AddHegdeVenugopalNo ratings yet
- Bar Bending Schedule For Skew Box Culvert Box Segment at CH: 162+299 (LHS)Document6 pagesBar Bending Schedule For Skew Box Culvert Box Segment at CH: 162+299 (LHS)HegdeVenugopalNo ratings yet
- BC BBS - 149+249 PRECAST Skew Box FinalDocument8 pagesBC BBS - 149+249 PRECAST Skew Box FinalHegdeVenugopalNo ratings yet
- 171+503 (WD-08) A3 - SQ U-Normal Wing Wall BBS - Cast In-SituDocument2 pages171+503 (WD-08) A3 - SQ U-Normal Wing Wall BBS - Cast In-SituHegdeVenugopalNo ratings yet
- Practice BBS As Per MOST&HDocument2 pagesPractice BBS As Per MOST&HHegdeVenugopal100% (1)
- Spayed Wing Wall BBS 162+911 RHS FinalDocument2 pagesSpayed Wing Wall BBS 162+911 RHS FinalHegdeVenugopalNo ratings yet
- 17 RFP Vol III Feasibility Report Part III PDFDocument97 pages17 RFP Vol III Feasibility Report Part III PDFSrinivas PNo ratings yet
- Portland CementDocument88 pagesPortland CementChristine FactoresNo ratings yet
- Chemical Anchor Technical Handbook 072008Document89 pagesChemical Anchor Technical Handbook 072008Phill SmithNo ratings yet
- Flexural strength test of concrete beams with mild steel and reinforcing ironDocument5 pagesFlexural strength test of concrete beams with mild steel and reinforcing ironKevin Paul Arca RojasNo ratings yet
- Construction MethodologyDocument8 pagesConstruction MethodologyjohainaNo ratings yet
- Structural Engineer ResumeDocument6 pagesStructural Engineer ResumeElencheliyan PandeeyanNo ratings yet
- Preparation of Bar Bending Schedule (B.B.S) - Daily CivilDocument6 pagesPreparation of Bar Bending Schedule (B.B.S) - Daily CivilfelixNo ratings yet
- Assign Chap 8Document3 pagesAssign Chap 8nishedhNo ratings yet
- Diseño y Propiedades de Ingeniería de Un Concreto Activado Alcalinamente Basado en Una Puzolana NaturalDocument12 pagesDiseño y Propiedades de Ingeniería de Un Concreto Activado Alcalinamente Basado en Una Puzolana NaturalReforzamiento Matematico Ingmate HuantaNo ratings yet
- #15io0063 - Monolithic Corp. (Upv Tacloban)Document177 pages#15io0063 - Monolithic Corp. (Upv Tacloban)Relano JordanNo ratings yet
- Module 1 History of Civil Engineering-2Document6 pagesModule 1 History of Civil Engineering-2Adrian De GuzmanNo ratings yet
- Code of Practice For Precast Concrete ConstructionDocument73 pagesCode of Practice For Precast Concrete ConstructionAlaaGaballa100% (4)
- BATCH 1 PPT Major Project AykDocument18 pagesBATCH 1 PPT Major Project AykAliseriyashwanth24No ratings yet
- ITEM PEMBAYARAN NO. 1.2: MOBILISASIDocument3 pagesITEM PEMBAYARAN NO. 1.2: MOBILISASIYance LeonardNo ratings yet
- Conbextra Ep300Document4 pagesConbextra Ep300Venkata RaoNo ratings yet
- Road Work - Estimation & CostingDocument22 pagesRoad Work - Estimation & CostingHiren ThakkarNo ratings yet
- Steel pontoon anchoring systemDocument2 pagesSteel pontoon anchoring systemNamburu SomanadhNo ratings yet
- Baumex enDocument1 pageBaumex enPablo Quinteros PizarroNo ratings yet
- كتالوج خزانات الزامل الدفان 2Document24 pagesكتالوج خزانات الزامل الدفان 2Ahmed FathyNo ratings yet
- Below Grade Spill Containment Manholes - Franklin Fueling SystemsDocument8 pagesBelow Grade Spill Containment Manholes - Franklin Fueling Systemswarung1bensinNo ratings yet
- ETABS Design ProcedureDocument10 pagesETABS Design Procedureer_rahmansNo ratings yet
- Industrial FlooringDocument6 pagesIndustrial FlooringLamba Techno Flooring SolutionsNo ratings yet
- 03 07 - Sup SlabDocument124 pages03 07 - Sup Slabجميل عبد الله الحماطيNo ratings yet
- 11-Influence of Porosity On Compressive and Tensile Strength of Cement MortarDocument6 pages11-Influence of Porosity On Compressive and Tensile Strength of Cement Mortarsadi3013No ratings yet
- Astm C1611C - 1611M-05Document6 pagesAstm C1611C - 1611M-05William Javier Andrade Martinez100% (1)
- Structural ReviewerDocument39 pagesStructural ReviewerPrincess Diana ArrojadoNo ratings yet
- BridgesDocument22 pagesBridgessammy_viorel21100% (2)
- Chaitanya Mini Project PDFDocument11 pagesChaitanya Mini Project PDFMàyúr PàwàrNo ratings yet
- Structural ReviewerDocument71 pagesStructural ReviewerMark Anthony MalateNo ratings yet
- Road Design Standards 2021Document56 pagesRoad Design Standards 2021Engr.Towhidul IslamNo ratings yet
- Sikagrout - 220Document3 pagesSikagrout - 220Rukmana's FamilyNo ratings yet
- An Architect's Guide to Construction: Tales from the Trenches Book 1From EverandAn Architect's Guide to Construction: Tales from the Trenches Book 1No ratings yet
- Shipping Container Homes: The complete guide to shipping container homes, tiny houses, and container home plans!From EverandShipping Container Homes: The complete guide to shipping container homes, tiny houses, and container home plans!No ratings yet
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsFrom EverandThe Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsRating: 4.5 out of 5 stars4.5/5 (6)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Building Construction Technology: A Useful Guide - Part 1From EverandBuilding Construction Technology: A Useful Guide - Part 1Rating: 4 out of 5 stars4/5 (3)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseFrom EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseRating: 5 out of 5 stars5/5 (3)
- A Welder's Guide to Handrails and Railing Codes: Everything You Need to Know about Handrails and the Building Codes That Regulate ThemFrom EverandA Welder's Guide to Handrails and Railing Codes: Everything You Need to Know about Handrails and the Building Codes That Regulate ThemNo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionFrom EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionRating: 4.5 out of 5 stars4.5/5 (2)
- Markup & Profit: A Contractor's Guide, RevisitedFrom EverandMarkup & Profit: A Contractor's Guide, RevisitedRating: 5 out of 5 stars5/5 (11)
- The E-Myth Contractor: Why Most Contractors' Businesses Don't Work and What to Do About ItFrom EverandThe E-Myth Contractor: Why Most Contractors' Businesses Don't Work and What to Do About ItRating: 4 out of 5 stars4/5 (16)
- Field Guide for Construction Management: Management by Walking AroundFrom EverandField Guide for Construction Management: Management by Walking AroundRating: 4.5 out of 5 stars4.5/5 (3)
- Building Construction Technology: A Useful Guide - Part 2From EverandBuilding Construction Technology: A Useful Guide - Part 2Rating: 5 out of 5 stars5/5 (1)
- Knifemaking: A Bladesmithing Guide on Forging Knives and Crafting Knife Sheaths with Simple Tools for BeginnersFrom EverandKnifemaking: A Bladesmithing Guide on Forging Knives and Crafting Knife Sheaths with Simple Tools for BeginnersNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Woodworking: 25 Unique Woodworking Projects For Making Your Own Wood Furniture and Modern Kitchen CabinetsFrom EverandWoodworking: 25 Unique Woodworking Projects For Making Your Own Wood Furniture and Modern Kitchen CabinetsRating: 1 out of 5 stars1/5 (4)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- The Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyFrom EverandThe Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyRating: 4 out of 5 stars4/5 (1)