You might also like
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Casting Design and Process OptimizationDocument20 pagesCasting Design and Process OptimizationCHANDRAJEET AMARNo ratings yet
- ELECTROCHEMICAL GRINDING PROCESSDocument2 pagesELECTROCHEMICAL GRINDING PROCESSRivan Dia Eka IndiraNo ratings yet
- Lec3-Stir Casting& Squeeze CastingDocument16 pagesLec3-Stir Casting& Squeeze Castingguru prasad50% (2)
- A Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar HussainDocument23 pagesA Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar Hussainoquintero99100% (2)
- About Die CastingDocument3 pagesAbout Die CastingJoelNo ratings yet
- Dr. Babasaheb Ambedkar Technological University, LonereDocument36 pagesDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNo ratings yet
- Aluminium Alloy 6061 Composition Properties Temper and Applications of 6061 AluminiumDocument5 pagesAluminium Alloy 6061 Composition Properties Temper and Applications of 6061 AluminiumCésar TapiaNo ratings yet
- Metal-Casting Process and EquipmentDocument18 pagesMetal-Casting Process and EquipmentZulfikarUdenNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- Fast Flow Channel SimulationDocument4 pagesFast Flow Channel Simulationgrg_greNo ratings yet
- Casting CH 1Document20 pagesCasting CH 1osman_razaaNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Aluminium Pressure Die CastingDocument11 pagesAluminium Pressure Die CastingMarcos100% (1)
- Squeeze Casting - An Overview PDFDocument9 pagesSqueeze Casting - An Overview PDFDian Try SaputriNo ratings yet
- Casting Slides 103-130Document28 pagesCasting Slides 103-130Swaraj PrakashNo ratings yet
- Dycote ManualDocument30 pagesDycote Manualdimas31287100% (2)
- Casting Lab 1 ReportDocument8 pagesCasting Lab 1 Reportapi-253426167100% (1)
- Fdu 01Document8 pagesFdu 01Anonymous 7ZTcBnNo ratings yet
- Elements of Gating SystemDocument44 pagesElements of Gating SystemNemani RaghuNo ratings yet
- Aurrenak GarciaDocument60 pagesAurrenak GarciaKaanMertNo ratings yet
- Characterization of Zircon-Based Slurries For Investment CastingDocument10 pagesCharacterization of Zircon-Based Slurries For Investment CastingNarasimha Murthy InampudiNo ratings yet
- 14 Chandan Deep SinghDocument8 pages14 Chandan Deep SinghVinod ChandranNo ratings yet
- Casting Technique FixDocument37 pagesCasting Technique FixSindhuraj MukherjeeNo ratings yet
- Solidcast IranDocument239 pagesSolidcast IranMario Farfan Cantoya NetoNo ratings yet
- Effect of Melt Cleanliness on Porosity in Die Cast Aluminum PartsDocument12 pagesEffect of Melt Cleanliness on Porosity in Die Cast Aluminum PartsNwofor ChigoziNo ratings yet
- 111th Metalcasting Congress NadcaDocument12 pages111th Metalcasting Congress NadcaMehwishYasmenNo ratings yet
- VacuumDocument6 pagesVacuum03sri03No ratings yet
- Beta Die Casting Buyers GuideDocument19 pagesBeta Die Casting Buyers Guidekaniappan sakthivel100% (1)
- Casting of Aluminum 201 in The Semi Solid State.Document8 pagesCasting of Aluminum 201 in The Semi Solid State.Nahid LatonaNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Treatment of A Liquid AluminumDocument55 pagesTreatment of A Liquid AluminumLilian Jefferson Malavazi100% (1)
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- 8 - Rapid S Process - Anders JarforsDocument38 pages8 - Rapid S Process - Anders JarforsDalat TigonNo ratings yet
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDocument12 pagesOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsNo ratings yet
- Simufact BR Sheet Metal enDocument8 pagesSimufact BR Sheet Metal enBobby MartaNo ratings yet
- Electrochemical Grinding-2Document13 pagesElectrochemical Grinding-2BhUPindER KhelaNo ratings yet
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 pagesPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNo ratings yet
- Calculating Plastic Component Shrinkage and DistortionDocument4 pagesCalculating Plastic Component Shrinkage and DistortionRajendra Kumar SharmaNo ratings yet
- Semi Solid Metal Fact SheetDocument4 pagesSemi Solid Metal Fact SheetTrung Duong MinhNo ratings yet
- NADCA Field Testing FindingsDocument1 pageNADCA Field Testing FindingsagomezyNo ratings yet
- Melting, Casting, and ProcessingDocument6 pagesMelting, Casting, and Processingcanveraza3122No ratings yet
- 2013 Annual ReportDocument15 pages2013 Annual Reportetamil87No ratings yet
- Low Pressure Die Casting MachinesDocument4 pagesLow Pressure Die Casting Machinesyang2012100% (1)
- Metal Casting Dies: Thoguluva Raghavan VijayaramDocument4 pagesMetal Casting Dies: Thoguluva Raghavan VijayaramcombinationcoffeeNo ratings yet
- METAL CASTING GUIDEDocument18 pagesMETAL CASTING GUIDEvelavansuNo ratings yet
- Mouldingsand 170509114249 PDFDocument49 pagesMouldingsand 170509114249 PDFAnything You Could ImagineNo ratings yet
- Die Casting ReportDocument11 pagesDie Casting ReportFaria KhanNo ratings yet
- AnyCasting PDFDocument26 pagesAnyCasting PDFSimon Risteski100% (1)
- Modal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkDocument5 pagesModal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkVirus046No ratings yet
- Lightweight Magnesium Alloys GuideDocument3 pagesLightweight Magnesium Alloys GuidesaranNo ratings yet
- Lecture - Magnesium Alloys - Hue'sDocument29 pagesLecture - Magnesium Alloys - Hue'sMurali ManuNo ratings yet
- Casting, Welding, Machine Tools, Material SC PDFDocument240 pagesCasting, Welding, Machine Tools, Material SC PDFSanjay Kajal0% (1)
- C2C Getting StartedDocument24 pagesC2C Getting StartedKok MunNo ratings yet
- Semi-Solid Metal ProcessingDocument26 pagesSemi-Solid Metal ProcessingJery Indra Putra HarianjaNo ratings yet
- Processes.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingDocument12 pagesProcesses.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingAnderson MontalvoNo ratings yet
- Interview QuestionDocument22 pagesInterview QuestionsugeshNo ratings yet
- Squeeze Casting: Muhammed LabeebDocument10 pagesSqueeze Casting: Muhammed LabeebfotickNo ratings yet
- ICAMR 2019 Conference ProceedingsDocument158 pagesICAMR 2019 Conference ProceedingsmuthukumaranNo ratings yet
- Acoustic Emission Test Platform: Customers: Exxon MobilDocument27 pagesAcoustic Emission Test Platform: Customers: Exxon MobilmuthukumaranNo ratings yet
- ExperimentosDocument680 pagesExperimentosGerardo Lopez100% (4)
- CIRP Paper Simulation-BasedtwistdrilldesignandgeometryoptimizationDocument7 pagesCIRP Paper Simulation-BasedtwistdrilldesignandgeometryoptimizationmuthukumaranNo ratings yet
- Polarization Techniques PDFDocument2 pagesPolarization Techniques PDFmuthukumaranNo ratings yet
- Fluid Power Control and Automation PresentationDocument18 pagesFluid Power Control and Automation PresentationmuthukumaranNo ratings yet
- Mohr's Circle: Academic Resource CenterDocument23 pagesMohr's Circle: Academic Resource CentersyedamiriqbalNo ratings yet
- Venugopal 2017 IOP Conf. Ser. Mater. Sci. Eng. 183 012018Document7 pagesVenugopal 2017 IOP Conf. Ser. Mater. Sci. Eng. 183 012018muthukumaranNo ratings yet
- QualityDocument54 pagesQualityJesus Cardona RezaNo ratings yet
- Xray Diffraction - Debye Scherrer MethodDocument10 pagesXray Diffraction - Debye Scherrer MethodRohit MehtaNo ratings yet
- 5-Whys Guide for Root Cause AnalysisDocument2 pages5-Whys Guide for Root Cause AnalysisAlex NgNo ratings yet
- 09 Cast IronDocument34 pages09 Cast IronyogeshmangulkarNo ratings yet
- FPM PPT Assignment 2Document11 pagesFPM PPT Assignment 2muthukumaranNo ratings yet
- New Doc 2019-05-27 12.24.48Document6 pagesNew Doc 2019-05-27 12.24.48muthukumaranNo ratings yet
- Welding RobotDocument36 pagesWelding RobotmuthukumaranNo ratings yet
- Welding DefectsDocument4 pagesWelding DefectsmuthukumaranNo ratings yet
- Metal Cutting Theory Part 2Document14 pagesMetal Cutting Theory Part 2Luis Espinoza SanchezNo ratings yet
- Pneumatic SystemDocument28 pagesPneumatic SystemMohd FazillNo ratings yet
- Hydraulic Pump ContDocument15 pagesHydraulic Pump ContbmdbmdbmdNo ratings yet
- 0 Organisatorial PDFDocument8 pages0 Organisatorial PDFserkan_apayNo ratings yet
- The Philosophy of The Constitution: Chapter TenDocument23 pagesThe Philosophy of The Constitution: Chapter TenChirag SinghalNo ratings yet
- Metal Cutting Basics-MinDocument104 pagesMetal Cutting Basics-MinmuthukumaranNo ratings yet
- Basic Circuit Pneumatic From NorgrenDocument134 pagesBasic Circuit Pneumatic From NorgrenArief Wahyu Purwito100% (2)
- Section 12 - CarbSteel - tcm266-27348Document79 pagesSection 12 - CarbSteel - tcm266-27348muthukumaranNo ratings yet
- Presentation 5 - Welding in Stainless SteelDocument93 pagesPresentation 5 - Welding in Stainless SteelmuthukumaranNo ratings yet
- 4 Metal Cutting PDFDocument42 pages4 Metal Cutting PDFaviraj2006No ratings yet
- Presentation 5 - Welding in Stainless SteelDocument93 pagesPresentation 5 - Welding in Stainless SteelmuthukumaranNo ratings yet
- Technological Design and Preparation of Casting ProductionDocument63 pagesTechnological Design and Preparation of Casting ProductionmuthukumaranNo ratings yet
- Thermal Analysis: Terry A. Ring Chemical Engineering University of UtahDocument18 pagesThermal Analysis: Terry A. Ring Chemical Engineering University of Utahrereru zuharaNo ratings yet
- Column DesignDocument4 pagesColumn DesignRafsanjani AbasNo ratings yet
- Arl On ProductsDocument0 pagesArl On Productscasda73No ratings yet
- 15 Church Street - BC IssueDocument67 pages15 Church Street - BC Issuemarlonmasudog.jrNo ratings yet
- Torsion of A Circular Cylinder - f06 - RevisedDocument24 pagesTorsion of A Circular Cylinder - f06 - RevisedCrystal WoodwardNo ratings yet
- Moisture Susceptibility of Hot Mix Asphalt Mixes: Identification of Problem and Recommended SolutionsDocument39 pagesMoisture Susceptibility of Hot Mix Asphalt Mixes: Identification of Problem and Recommended SolutionsProf. Prithvi Singh Kandhal100% (3)
- Access Scaffolding CalculationDocument8 pagesAccess Scaffolding CalculationSarah HaiderNo ratings yet
- BS 5839-6 2004 Fire DetectionDocument29 pagesBS 5839-6 2004 Fire Detectionamhosny64No ratings yet
- Enviro Processtanks® & Manholes®: Request Catalogue (/index - Php/Technical-Support-And-Catalogues)Document1 pageEnviro Processtanks® & Manholes®: Request Catalogue (/index - Php/Technical-Support-And-Catalogues)ssdprojects RexNo ratings yet
- Piping Material Specification 2010014 00 l0 Gs 001Document215 pagesPiping Material Specification 2010014 00 l0 Gs 001Wilson Xavier Orbea Bracho100% (1)
- 5 6052876558186578075Document38 pages5 6052876558186578075NISHIKANTA MONDALNo ratings yet
- CEHYDRA Notes on Headloss Equations Using Friction FactorDocument12 pagesCEHYDRA Notes on Headloss Equations Using Friction FactorAngel Lisette LaoNo ratings yet
- Girder TrussDocument0 pagesGirder Truss74747474No ratings yet
- SS621 TUV Testing Report (Full Permission)Document5 pagesSS621 TUV Testing Report (Full Permission)Christiano RodriguezNo ratings yet
- Properties and applications of metals and their alloysDocument8 pagesProperties and applications of metals and their alloyspandianvijaybharathiNo ratings yet
- TPI FacadeDocument17 pagesTPI FacadeSohel DalalNo ratings yet
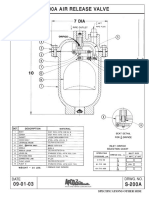
- APCO. S-200a Air Release ValveDocument2 pagesAPCO. S-200a Air Release ValveAlberto Diaz100% (2)
- Whalley, J. The Cast Ell Ani Diadem. 2005Document2 pagesWhalley, J. The Cast Ell Ani Diadem. 2005Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- EvaporatorDocument9 pagesEvaporatorLin Xian Xing100% (1)
- Aroon v. Shenoy (Auth.) - Rheology of Filled Polymer Systems-Springer Netherlands (1999)Document483 pagesAroon v. Shenoy (Auth.) - Rheology of Filled Polymer Systems-Springer Netherlands (1999)Swetha100% (1)
- Machine Elements Design QuestionsDocument20 pagesMachine Elements Design QuestionsArjun Arumugaswamy100% (4)
- Ar002 PDFDocument104 pagesAr002 PDFwaheed2286No ratings yet
- Etabs 20.3 Segmented GRDocument2 pagesEtabs 20.3 Segmented GRHjshj ShjhjNo ratings yet
- 2.hisense VRF-Key Features - Installation ReferencesDocument84 pages2.hisense VRF-Key Features - Installation ReferencesridNo ratings yet
- Dedicated Outdoor Air SystemsDocument5 pagesDedicated Outdoor Air SystemseduardofemecNo ratings yet
- Rubber RecyclingDocument15 pagesRubber RecyclingEhab Attia SelimNo ratings yet
- ACM Hydro Fact SheetDocument2 pagesACM Hydro Fact SheetPetarNo ratings yet
- 2 Parking Garage - Shotcrete - 1002Document1 page2 Parking Garage - Shotcrete - 1002VJ QatarNo ratings yet
- 250-122 (F) Equipment-Grounding Conductors For Parallel RunsDocument3 pages250-122 (F) Equipment-Grounding Conductors For Parallel RunsJOSE LUIS FALCON CHAVEZNo ratings yet
- Design of Steel StructuresDocument2 pagesDesign of Steel Structuressou_kgec100% (3)