You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 14 CH242 Conjugated & UVDocument72 pages14 CH242 Conjugated & UVrizqiaNo ratings yet
- Physical and Chemical Properties QuizDocument20 pagesPhysical and Chemical Properties Quizgnanasekar0% (1)
- Quantitative Analysis of Carbohydrates I - Lab 4Document27 pagesQuantitative Analysis of Carbohydrates I - Lab 4Noriko Medoruma0% (3)
- Laprak Distilasi UapDocument11 pagesLaprak Distilasi UapRetnani Arum PertiwiNo ratings yet
- E 632 Â " 82 R96 - RTYZMGDocument6 pagesE 632 Â " 82 R96 - RTYZMGhans ccNo ratings yet
- Introduction To Fluid Statics and Manometers OutlineDocument8 pagesIntroduction To Fluid Statics and Manometers OutlineVerin VericuetoNo ratings yet
- Certificado de Calidad Caps SCH-40Document1 pageCertificado de Calidad Caps SCH-40Jesus CondoriNo ratings yet
- RT One Touch AltDocument2 pagesRT One Touch AltsobheysaidNo ratings yet
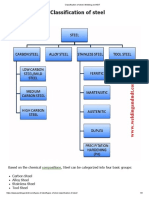
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- Epicon T 500Document12 pagesEpicon T 500Mugilrajan DevarajanNo ratings yet
- The Technically Impossible HolocaustDocument20 pagesThe Technically Impossible HolocaustHuckelberry100% (2)
- Coil Spring Attachement On Lathe Evaluation of The Springback EffectDocument4 pagesCoil Spring Attachement On Lathe Evaluation of The Springback EffectfatinNo ratings yet
- 9 Nomenclature of Inorganic CompoundsDocument42 pages9 Nomenclature of Inorganic CompoundsGlen MangaliNo ratings yet
- TEV Protease Purification Cell StockDocument3 pagesTEV Protease Purification Cell StockGraciela RosasNo ratings yet
- PSV Thermal SizingDocument16 pagesPSV Thermal Sizingahmad santoso0% (1)
- Recycling OF Aluminum Salt Cake: ANL/CP - 73449 DE92 003408Document20 pagesRecycling OF Aluminum Salt Cake: ANL/CP - 73449 DE92 003408Vijaykumar SharmaNo ratings yet
- Alcohol DistillationDocument4 pagesAlcohol DistillationprocesspipingdesignNo ratings yet
- Pta Petrochemical ProcessDocument27 pagesPta Petrochemical ProcessMugiiz BhattiNo ratings yet
- Urine Analysis I: Chemical Examination: Lenka Fialová & Martin VejražkaDocument9 pagesUrine Analysis I: Chemical Examination: Lenka Fialová & Martin VejražkaGeffrey S. QuilalaNo ratings yet
- Heat Transfer BasicsDocument20 pagesHeat Transfer BasicshellboytonmoyNo ratings yet
- Density Calculations Worksheet IDocument2 pagesDensity Calculations Worksheet Iapi-218999959No ratings yet
- Integración IV: Introducción A DWSIM 2018Document55 pagesIntegración IV: Introducción A DWSIM 2018willycoyote1990-1No ratings yet
- 2do Taller de Química Inorgánica IIDocument3 pages2do Taller de Química Inorgánica IIKaritto EspitiaNo ratings yet
- Ekatalog 2023 Sulsel RajawaliDocument50 pagesEkatalog 2023 Sulsel RajawaliSafria HamzaNo ratings yet
- Dual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument2 pagesDual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNo ratings yet
- Perfumed Laundry Detergent PowdersDocument7 pagesPerfumed Laundry Detergent PowdersNur AmaninaNo ratings yet
- Atom WorksheetsDocument4 pagesAtom Worksheetsapi-271960049No ratings yet
- 10.1016/j.foodres.2014.01.057: Food Research InternationalDocument90 pages10.1016/j.foodres.2014.01.057: Food Research Internationaledywiyono2013No ratings yet
- 6 Emission AbsorptionDocument6 pages6 Emission AbsorptionArya RaoNo ratings yet
- 2D Transient Heat Transfer of Steel IngotDocument15 pages2D Transient Heat Transfer of Steel IngotAnonymous sUbNSWmQNo ratings yet