You might also like
- Corriente Continua PDFDocument44 pagesCorriente Continua PDFGeraldynne SierraNo ratings yet
- Waves Program Feb 2023Document56 pagesWaves Program Feb 2023mohgana ponnampalamNo ratings yet
- Cover Concrete: Effectively Confined Section B-B Cover Concrete (Spalls Off) - Q-Ra Ineffectively Confined Core S/sDocument1 pageCover Concrete: Effectively Confined Section B-B Cover Concrete (Spalls Off) - Q-Ra Ineffectively Confined Core S/sRonal J Clavijo RNo ratings yet
- Notes-Api Exams-Prathap DhasDocument7 pagesNotes-Api Exams-Prathap DhasAnonymous 4e7GNjzGWNo ratings yet
- Figure 9Document1 pageFigure 9suryansh guptaNo ratings yet
- Iso 9600Document19 pagesIso 9600Chinh PhamNo ratings yet
- How To Prevent Arc BlowDocument12 pagesHow To Prevent Arc BlowFelix GomintongNo ratings yet
- Arc BlowDocument8 pagesArc BlowAnonymous 4e7GNjzGWNo ratings yet
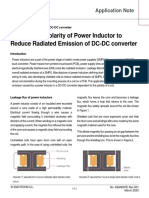
- Polarity of Power Inductor An-E 0 ROHMDocument11 pagesPolarity of Power Inductor An-E 0 ROHMcyo3fffNo ratings yet
- V-8120 DWG CommentsDocument1 pageV-8120 DWG CommentsSulist N WahyudieNo ratings yet
- Deflection of Beams and Shafts: The Elastic CurveDocument13 pagesDeflection of Beams and Shafts: The Elastic CurveNoermansyar SikandeNo ratings yet
- Switch Nozzle Position As Per Latest Dwg. (Mirrored), See Below CaptureDocument1 pageSwitch Nozzle Position As Per Latest Dwg. (Mirrored), See Below CaptureSulist N WahyudieNo ratings yet
- Active magnetic bearings - chances and limitations exploredDocument14 pagesActive magnetic bearings - chances and limitations exploredkichupadiyathNo ratings yet
- Bending of BeamDocument4 pagesBending of BeamsvpNo ratings yet
- CE Board Nov 2020 - RCD - Set 8 and 9Document6 pagesCE Board Nov 2020 - RCD - Set 8 and 9Dale MalazzabNo ratings yet
- Electromagnetic Waves 2022Document12 pagesElectromagnetic Waves 2022ADITYA MAHECHANo ratings yet
- VBNJLKJHGDocument1 pageVBNJLKJHGAli MahamedNo ratings yet
- IMG - 0032 PSME Code 2008 21Document1 pageIMG - 0032 PSME Code 2008 21Arwyn BermasNo ratings yet
- Dae Hep Poster2Document2 pagesDae Hep Poster2Random PersonNo ratings yet
- Sample Exam 2Document3 pagesSample Exam 2DiexNo ratings yet
- Electrical Machines IIDocument6 pagesElectrical Machines IIsuryaprakash001No ratings yet
- Preparing To Weld: Unit 11Document3 pagesPreparing To Weld: Unit 11ahmedNo ratings yet
- PH34 7.0 Physics Exam Cheat Sheet BorderDocument2 pagesPH34 7.0 Physics Exam Cheat Sheet BorderBatza BatsakisNo ratings yet
- DeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveDocument13 pagesDeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveGunawan SuwarnoNo ratings yet
- How Armature Coil Configuration Affects Motor Rotation DirectionDocument1 pageHow Armature Coil Configuration Affects Motor Rotation DirectionJayson Jonson AraojoNo ratings yet
- RRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedDocument21 pagesRRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedAhmed J Al-Terkait0% (1)
- Fire Resistant Cables CatalogueDocument7 pagesFire Resistant Cables CatalogueSathis Kumar Naidu Thasnamoothy100% (2)
- Short Circuit Design 9.8.22Document51 pagesShort Circuit Design 9.8.22jackthonetNo ratings yet
- Wave Optics Class - 1 (Notes)Document21 pagesWave Optics Class - 1 (Notes)Krishna GuptaNo ratings yet
- 15.3 Open Coiled Helical Springs: To and MeanDocument19 pages15.3 Open Coiled Helical Springs: To and MeanBiswadeep Roy ChoudhuryNo ratings yet
- Unit 9 PDFDocument20 pagesUnit 9 PDFpoojaNo ratings yet
- Def Fen Baugh 1946Document4 pagesDef Fen Baugh 1946Kevin Fachrul Razi LubisNo ratings yet
- Relativistic Pendulum and The Weak Equivalence PriDocument11 pagesRelativistic Pendulum and The Weak Equivalence PriVatsalNo ratings yet
- A Study of The Initial Surge Distribution inDocument17 pagesA Study of The Initial Surge Distribution inibrahimNo ratings yet
- Linear Theory With Snell'S: Wave Transformation ACES Technical ReferenceDocument18 pagesLinear Theory With Snell'S: Wave Transformation ACES Technical ReferenceSamirNo ratings yet
- TwoStep Linkage SSP9028 v10Document1 pageTwoStep Linkage SSP9028 v10David BriggsNo ratings yet
- Useof DescartesfoliumequationDocument13 pagesUseof Descartesfoliumequationموسى حسنNo ratings yet
- Lecture 3 Sem 2 2020 PDFDocument8 pagesLecture 3 Sem 2 2020 PDFMohamadNo ratings yet
- AP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Document64 pagesAP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Armored SumanNo ratings yet
- HFBV Viaduct - IdeaDocument1 pageHFBV Viaduct - Ideastavros stergiopoulosNo ratings yet
- 24 PDFDocument21 pages24 PDFJasdeepSinghNo ratings yet
- Vogel PaperDocument7 pagesVogel PaperRanjith BhoopalNo ratings yet
- KMC EE 2022 JuneDocument10 pagesKMC EE 2022 JuneDIPNo ratings yet
- Ae2 Comp Insta Guide Na enDocument2 pagesAe2 Comp Insta Guide Na enAnonymous rrD8UKYNXNo ratings yet
- Equipotential Surfaces For Uniformly Charged Symmetric Polyhedral ConductorsDocument7 pagesEquipotential Surfaces For Uniformly Charged Symmetric Polyhedral ConductorsNizwan AhammadNo ratings yet
- Appendix IDocument5 pagesAppendix ISƠN NGUYỄN NGỌC TRƯỜNGNo ratings yet
- Molecular beam epitaxy growth and properties of niobium doped strontium titanate thin filmsDocument1 pageMolecular beam epitaxy growth and properties of niobium doped strontium titanate thin filmshongNo ratings yet
- De MagnetizationDocument9 pagesDe Magnetization322399mk7086No ratings yet
- A Coneccion SD PastillasDocument1 pageA Coneccion SD PastillasCarlos NarvaezNo ratings yet
- Pages From Smith & Hendy 2009 6Document1 pagePages From Smith & Hendy 2009 6Napong SubanpongNo ratings yet
- The Macroscopic Electric Field Inside A DielectricDocument19 pagesThe Macroscopic Electric Field Inside A Dielectric馮維祥100% (1)
- Moving Charges and Magnetism NotesDocument10 pagesMoving Charges and Magnetism NotesAshwini SinghNo ratings yet
- Dowding Ch03 1996Document22 pagesDowding Ch03 1996ola bou ghannamNo ratings yet
- Lecture 6 Radiation-Matter Interactions - 2Document25 pagesLecture 6 Radiation-Matter Interactions - 2Yun WangNo ratings yet
- ch4 Magnetic Effect of Current PDFDocument98 pagesch4 Magnetic Effect of Current PDFdailyntips100% (1)
- S2C-CM1 S200 series MCB SD200 switch disconnectorDocument2 pagesS2C-CM1 S200 series MCB SD200 switch disconnectorHamilton GutierrezNo ratings yet
- ch21 HW 1Document2 pagesch21 HW 1mauricioNo ratings yet
- Electron–Photon Shower Distribution Function: Tables for Lead, Copper and Air AbsorbersFrom EverandElectron–Photon Shower Distribution Function: Tables for Lead, Copper and Air AbsorbersNo ratings yet
- Cranes Inspection ChecklistDocument4 pagesCranes Inspection ChecklistApostolie IulianNo ratings yet
- Carpenter SaudiDocument1 pageCarpenter SaudiApostolie IulianNo ratings yet
- 2020 Corolla HatchbackDocument24 pages2020 Corolla HatchbackaeroglideNo ratings yet
- Harman Kardon Omni 50 PLDocument30 pagesHarman Kardon Omni 50 PLApostolie IulianNo ratings yet
- Ldar GuideDocument52 pagesLdar GuidePokiko MikotoNo ratings yet
- Economic Vision 2030 Full VersionDocument146 pagesEconomic Vision 2030 Full VersionSaamNariman100% (3)
- Radiography Interpretation From ASMEDocument1 pageRadiography Interpretation From ASMEApostolie IulianNo ratings yet
- MNT en File 5.3.1 Process For Safety Valves To Repair LGS 1111Document2 pagesMNT en File 5.3.1 Process For Safety Valves To Repair LGS 1111Apostolie IulianNo ratings yet
- Guidance On Bolted JointsDocument54 pagesGuidance On Bolted JointsGerman ToledoNo ratings yet
- Documents For ISO 17025 CertificationDocument5 pagesDocuments For ISO 17025 CertificationMichel AdrienNo ratings yet
- Teach Arabic TypeDocument48 pagesTeach Arabic Typesalemabu9No ratings yet
- A Guide To AC Motor Repair and ReplacementDocument24 pagesA Guide To AC Motor Repair and ReplacementApostolie Iulian100% (1)
- Laggan-Tormore Project: TOTAL E&P UK LimitedDocument2 pagesLaggan-Tormore Project: TOTAL E&P UK LimitedApostolie IulianNo ratings yet
- UAE Oil FieldsDocument1 pageUAE Oil FieldsApostolie IulianNo ratings yet
- 2008 Changes To ISO 9001Document3 pages2008 Changes To ISO 9001Apostolie IulianNo ratings yet
- 2008 Changes To ISO 9001Document3 pages2008 Changes To ISO 9001Apostolie IulianNo ratings yet
- Enquiry Enqjbl1100356 HydrotestDocument2 pagesEnquiry Enqjbl1100356 HydrotestApostolie IulianNo ratings yet
- DNV 2-7-1Document60 pagesDNV 2-7-1Apostolie Iulian100% (1)
- RCPTDocument4 pagesRCPTHenrietta Rose0% (1)
- GH IA Induction Heating GuideDocument12 pagesGH IA Induction Heating GuidetsrforfunNo ratings yet
- Cable Selection PDFDocument46 pagesCable Selection PDFSudath Kularathna100% (1)
- Resistors in Series and Parallel Individual Lab ReportDocument4 pagesResistors in Series and Parallel Individual Lab ReportAlphonse Sambrano100% (2)
- Important 1 Mark Questions and AnswersDocument13 pagesImportant 1 Mark Questions and AnswersVishwaradhya KarastalmathNo ratings yet
- Aucet 2017 BrochureDocument18 pagesAucet 2017 BrochureNEELIMANo ratings yet
- Thevenins TheoremDocument37 pagesThevenins TheoremGautam SharmaNo ratings yet
- Lecture Notes: Basic ElectronicsDocument20 pagesLecture Notes: Basic ElectronicsTechnical InformationNo ratings yet
- DIN-53380-3-1998 - StandardDocument11 pagesDIN-53380-3-1998 - StandardLawrence LeeNo ratings yet
- Ensuring Power System Reliability Through Testing and EngineeringDocument27 pagesEnsuring Power System Reliability Through Testing and EngineeringK.RamachandranNo ratings yet
- TheftDocument12 pagesTheftEmeka Nelson OffornedoNo ratings yet
- Chapter 5Document7 pagesChapter 5nassim.1979No ratings yet
- Electro Topic 1-3Document40 pagesElectro Topic 1-3mc bsmareNo ratings yet
- Physics Investigatory Project: Made by - Abhishek Choudhary Roll No. - 1 Class - 12 ADocument21 pagesPhysics Investigatory Project: Made by - Abhishek Choudhary Roll No. - 1 Class - 12 AShubham BaghelNo ratings yet
- Maintenance Manual - TD-TSP-0004-2ADocument19 pagesMaintenance Manual - TD-TSP-0004-2A4391ashwinNo ratings yet
- Movement in DC SolenoidsDocument10 pagesMovement in DC SolenoidsZeynep Emirhan Şenyüz100% (1)
- An Introduction to Distributed Generation Interconnection TechnologiesDocument21 pagesAn Introduction to Distributed Generation Interconnection TechnologiesSampson Valiant OnisNo ratings yet
- Energy Harvesting Using Piezoelectric MaterialsDocument11 pagesEnergy Harvesting Using Piezoelectric Materialsانجینئر بلاول شمیرNo ratings yet
- Oba LiciousDocument10 pagesOba LiciousAbril DisiOtsoNo ratings yet
- ME F414 Fuel Cell Science and Technology: Tribeni - Roy@pilani - Bits-Pilani - Ac.inDocument37 pagesME F414 Fuel Cell Science and Technology: Tribeni - Roy@pilani - Bits-Pilani - Ac.inArpanNo ratings yet
- HT Cable Sizing CalculationDocument5 pagesHT Cable Sizing Calculationsusil_scribdNo ratings yet
- Nota Padat Fizik SMK Merbau MiriDocument37 pagesNota Padat Fizik SMK Merbau MiriCikgu Faizal100% (11)
- BEA Lab Experiment 1Document8 pagesBEA Lab Experiment 1Vikas SharmaNo ratings yet
- Dkk01-Electrical Circuit AnalysisDocument42 pagesDkk01-Electrical Circuit AnalysisadhiNo ratings yet
- GCSE 25 CurrentElectricityDocument58 pagesGCSE 25 CurrentElectricityHafsa JalisiNo ratings yet
- ETEC - Apostila Eletrotecnica 2Document2 pagesETEC - Apostila Eletrotecnica 2Victor BatistaNo ratings yet
- Electricity: Potential Difference and The Flow of ChargeDocument17 pagesElectricity: Potential Difference and The Flow of ChargeRadhaSharmaNo ratings yet
- Planning Transmission SystemsDocument29 pagesPlanning Transmission SystemsDrakho100% (1)
- Electronics, Communication, Electrical and Mechanical Engineering DocumentsDocument48 pagesElectronics, Communication, Electrical and Mechanical Engineering DocumentsAkhil MuraliNo ratings yet
- MPC-20 MPC-50 Indirect Earth Simulator ManualDocument30 pagesMPC-20 MPC-50 Indirect Earth Simulator ManualAnonymous 4kYNmixNo ratings yet