You might also like
- HIRARC GuideLine From DOSHDocument34 pagesHIRARC GuideLine From DOSHMohd Hadri50% (2)
- Design and Performance of Tubular Steel ScaffoldingDocument16 pagesDesign and Performance of Tubular Steel ScaffoldingGnabBang100% (1)
- Commercial Vehicles Types TiresF2018L01517 PDFDocument51 pagesCommercial Vehicles Types TiresF2018L01517 PDFGnabBangNo ratings yet
- Lifting Lug Calculation PDFDocument5 pagesLifting Lug Calculation PDFGnabBangNo ratings yet
- Certificate of Compliance and Completion CCC - CFO - PSPDocument3 pagesCertificate of Compliance and Completion CCC - CFO - PSPGnabBangNo ratings yet
- Citra Suct Ractangular - Over - Head - Water - Tank - (Complete)Document44 pagesCitra Suct Ractangular - Over - Head - Water - Tank - (Complete)GnabBangNo ratings yet
- SI Spects Cidb 2Document33 pagesSI Spects Cidb 2rowatersNo ratings yet
- FACTORIES AND MACHINERY AMD 2006 ActA1268bm PDFDocument28 pagesFACTORIES AND MACHINERY AMD 2006 ActA1268bm PDFGnabBangNo ratings yet
- Earthworks COntent PageDocument1 pageEarthworks COntent PageGnabBangNo ratings yet
- Rock SlopePresesntationDocument75 pagesRock SlopePresesntationJpver10000% (1)
- JKR Schedule of Unit RatesDocument50 pagesJKR Schedule of Unit RatesCheng75% (28)
- Warranty FormatDocument1 pageWarranty FormatSEC Machines100% (1)
- Guide TMP CreationDocument2 pagesGuide TMP Creationmira0604No ratings yet
- UCS DolomiteDocument15 pagesUCS Dolomiteranjeevkumar100% (2)
- Offshore Oil and Gas Industry - Abbreviations and AcronymsDocument40 pagesOffshore Oil and Gas Industry - Abbreviations and Acronymsmadonnite3781No ratings yet
- Osha FS-3760Document2 pagesOsha FS-3760samNo ratings yet
- INTERPRET CIU TESTDocument7 pagesINTERPRET CIU TESTGnabBangNo ratings yet
- Scaffold TestDocument28 pagesScaffold TestAbdulSamadNo ratings yet
- RC PilesDocument4 pagesRC Pileshasif21No ratings yet
- Specification For Rock ExcavationDocument12 pagesSpecification For Rock ExcavationGnabBangNo ratings yet
- Pile Test Loading CycleDocument1 pagePile Test Loading CycleGnabBangNo ratings yet
- Rubble Masonry RetWall SpecsDocument1 pageRubble Masonry RetWall SpecsGnabBangNo ratings yet
- Checklist - Rock Toe - NoRDocument4 pagesChecklist - Rock Toe - NoRGnabBangNo ratings yet
- Staircase CollDocument1 pageStaircase CollGnabBangNo ratings yet
- Tech Proposal - KTA PumpsDocument1 pageTech Proposal - KTA PumpsGnabBangNo ratings yet
- Nusa INtan STP - slopESDocument14 pagesNusa INtan STP - slopESGnabBangNo ratings yet
- Steel Tower For SignboardDocument1 pageSteel Tower For SignboardGnabBangNo ratings yet
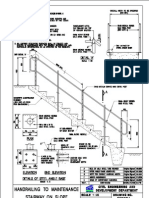
- Handrailing For Maintenance Stairway Hong Kong Ic2103jDocument1 pageHandrailing For Maintenance Stairway Hong Kong Ic2103jGnabBangNo ratings yet
- Steel Tower For SignboardDocument1 pageSteel Tower For SignboardGnabBangNo ratings yet
- Cut-Off Drain Details Hong Kong Ic2401fDocument1 pageCut-Off Drain Details Hong Kong Ic2401fGnabBangNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Scheme of Work Science Stage 4 - 2018 - tcm142-354171Document38 pagesScheme of Work Science Stage 4 - 2018 - tcm142-354171R Raj Gurung100% (2)
- Alloy 286Document6 pagesAlloy 286shivam.kumarNo ratings yet
- 8 Mechanical VibrationsDocument10 pages8 Mechanical VibrationsTsihatesfaNo ratings yet
- Astm C 473-03 Standard Test Methods For Physical Testing ofDocument13 pagesAstm C 473-03 Standard Test Methods For Physical Testing ofCharwin Picao100% (1)
- Key Design PDFDocument11 pagesKey Design PDFjohn139138No ratings yet
- Teleportation Via Wormhole-StargatesDocument34 pagesTeleportation Via Wormhole-StargatesFranca GoiaNo ratings yet
- Depolymerization of Tire and Natural Rubber Using Supercritical FluidsflaDocument8 pagesDepolymerization of Tire and Natural Rubber Using Supercritical FluidsflaAli DueNo ratings yet
- Electrochemical Cleaningof Artificially Tarnished SilverDocument11 pagesElectrochemical Cleaningof Artificially Tarnished SilverRahmi Nur Anisah Nasution 2003114489No ratings yet
- UV Vis Spectroscopy Reveals Electronic TransitionsDocument4 pagesUV Vis Spectroscopy Reveals Electronic Transitionsurwah naveed100% (1)
- Characterisation of Polymer With GCDocument104 pagesCharacterisation of Polymer With GCAmit KumarNo ratings yet
- Study of Equipment Presses of Cocoa Powder (Theobroma Cacao, L) To Produce Quality Fat Cocoa and Analysis of The ResultingDocument8 pagesStudy of Equipment Presses of Cocoa Powder (Theobroma Cacao, L) To Produce Quality Fat Cocoa and Analysis of The ResultingAlex Ramadhan SabananyoNo ratings yet
- ADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...Document4 pagesADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...rico ruben100% (1)
- Winch DesignDocument132 pagesWinch DesignShreyas Raut100% (2)
- Membrane ReactorDocument9 pagesMembrane ReactorAzharuddin Ehtesham FarooquiNo ratings yet
- Gasoline Composition Determined by 1H NMR SpectrosDocument7 pagesGasoline Composition Determined by 1H NMR SpectrosabdulganijNo ratings yet
- Introduction to Flexible Pipe: Applications and InstallationDocument51 pagesIntroduction to Flexible Pipe: Applications and InstallationpykstvyNo ratings yet
- Coulombs Law PowerpointDocument48 pagesCoulombs Law PowerpointOmar JeCkNo ratings yet
- Chemistry Aqa A Level AlkenesDocument21 pagesChemistry Aqa A Level AlkenesAttec OinotnaNo ratings yet
- Magnitude of Magnetic Field Inside Hydrogen Atom ModelDocument6 pagesMagnitude of Magnetic Field Inside Hydrogen Atom ModelChristopher ThaiNo ratings yet
- LAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Document3 pagesLAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Ann Jonneth Perino RicoNo ratings yet
- Analysis of Driven Pile Setup With Abaqus/Standard 2006Document1 pageAnalysis of Driven Pile Setup With Abaqus/Standard 2006SIMULIACorpNo ratings yet
- Filled Bulb Temperature Sensors Learning Instrumentation and Control EngineeringDocument4 pagesFilled Bulb Temperature Sensors Learning Instrumentation and Control Engineeringmohamed abourayaNo ratings yet
- Con-011 Instruction For Painting Work Rev.0Document11 pagesCon-011 Instruction For Painting Work Rev.0monchai_626No ratings yet
- Neuro ImagingDocument41 pagesNeuro ImagingRuchiyyihNo ratings yet
- Ujian RemediDocument1 pageUjian RemediJokoSuswonoNo ratings yet
- KinetikaDocument8 pagesKinetikaDian Puspita SariNo ratings yet
- Iesc 103Document12 pagesIesc 103Debasish DeyNo ratings yet
- Guggenheim PDFDocument11 pagesGuggenheim PDFAll about NBJNo ratings yet
- GHS COMPLIANT LABELDocument2 pagesGHS COMPLIANT LABELsemeneh haile100% (1)
- Cricket ThermometerDocument1 pageCricket ThermometerS. SpencerNo ratings yet