You might also like
- PROTECT CENTRIFUGAL COMPRESSORS FROM SURGEDocument4 pagesPROTECT CENTRIFUGAL COMPRESSORS FROM SURGEMohamed RezkNo ratings yet
- Types of Control ValvesDocument8 pagesTypes of Control ValvesRishi Kant SharmaNo ratings yet
- TII Oil & Gas Valves CourseDocument31 pagesTII Oil & Gas Valves CourseZakNo ratings yet
- Basic Concept of Control Valves - KSBDocument39 pagesBasic Concept of Control Valves - KSBPuspaanjaliNo ratings yet
- Improved Level Control of A Feed Water ValveDocument7 pagesImproved Level Control of A Feed Water ValveAli Bari100% (1)
- Control Valves: Rejath Jacob ThomasDocument77 pagesControl Valves: Rejath Jacob Thomasshakti sindhuNo ratings yet
- Control ValvesDocument38 pagesControl ValvesSridhar GudapatiNo ratings yet
- Control ValveDocument25 pagesControl ValveAsad RazaNo ratings yet
- Control Valves - International Site For Spirax SarcoDocument12 pagesControl Valves - International Site For Spirax SarcoOzawa MagooNo ratings yet
- Orbit Valve - BrochureDocument12 pagesOrbit Valve - BrochureMohamed MeeranNo ratings yet
- Control Valve Terminology GuideDocument18 pagesControl Valve Terminology GuideAbd Elrahman HamdyNo ratings yet
- Turbine Bypass SystemsDocument10 pagesTurbine Bypass SystemsZaqPoilmNo ratings yet
- 1.0 Severn Glocon CV Sizing Selection ManualDocument104 pages1.0 Severn Glocon CV Sizing Selection Manualkoushik420000% (1)
- Controls & Instrumentation FOR 660 MW Supercritical Unit at TirodaDocument23 pagesControls & Instrumentation FOR 660 MW Supercritical Unit at TirodaAakash kumar ShrivastavaNo ratings yet
- Control Valve TheoryDocument7 pagesControl Valve Theorysanvel123No ratings yet
- Automatic Recirculation ValveDocument3 pagesAutomatic Recirculation ValveIsares PodkohNo ratings yet
- Control ValveDocument39 pagesControl Valveryukyu100% (1)
- Lube Oil System ReportDocument9 pagesLube Oil System ReportSatyaKrishna PallaNo ratings yet
- Recent Advances Turbine BypassDocument4 pagesRecent Advances Turbine BypassretrogradesNo ratings yet
- Dcs Feb 20Document271 pagesDcs Feb 20skypeNo ratings yet
- CCI Valve Selection and Sizing Guide EbookDocument16 pagesCCI Valve Selection and Sizing Guide EbookmakamahamisuNo ratings yet
- CCI Power ApplicationsDocument57 pagesCCI Power Applicationssukanya_ravichandran100% (1)
- Valves in Piping DesignDocument5 pagesValves in Piping DesigndasubhaiNo ratings yet
- Motor Operated ValveDocument48 pagesMotor Operated Valvedon121don121No ratings yet
- Actuators and Valve Positioners GuideDocument6 pagesActuators and Valve Positioners GuideMohamed Arriff100% (1)
- Design Input - Pressure Reducing ValveDocument8 pagesDesign Input - Pressure Reducing ValvekausikrNo ratings yet
- Unit 2: - Control ValvesDocument21 pagesUnit 2: - Control ValvesCarn Joseph100% (1)
- PDC Question BankDocument15 pagesPDC Question BankHardik PatoliyaNo ratings yet
- 4.condenser & Feed Water SystemsDocument62 pages4.condenser & Feed Water SystemsAjit Kumar100% (1)
- Control ValvesDocument24 pagesControl ValvesFabinho Garcia100% (1)
- How To Select An ActuatorDocument12 pagesHow To Select An Actuatorforevertay2000100% (1)
- Control ValvesDocument32 pagesControl ValvesParmeshwar Nath Tripathi100% (1)
- Boiler Control OverviewDocument4 pagesBoiler Control OverviewMAS98No ratings yet
- Introduction To Magnetic Flow MetersDocument11 pagesIntroduction To Magnetic Flow MetersNïkĦïl ДkДvØØrNo ratings yet
- Good-Comparison of Friction Models Applied To A Control ValveDocument13 pagesGood-Comparison of Friction Models Applied To A Control ValvesayproNo ratings yet
- KSR Kuebler Transparent Level Gauge Attc 5Document56 pagesKSR Kuebler Transparent Level Gauge Attc 5Hassan Sleem100% (1)
- Intro Valve ActuatorsDocument8 pagesIntro Valve Actuatorss_hassan_167419100% (1)
- Valves Terminology and SymbolsDocument1 pageValves Terminology and SymbolsHardik AcharyaNo ratings yet
- Boiler Drum Level ControlDocument5 pagesBoiler Drum Level ControlAlka KaushikNo ratings yet
- Comparing Pneumatic Spring Diaphragm and Cylinder ActuatorsDocument3 pagesComparing Pneumatic Spring Diaphragm and Cylinder ActuatorsVivi Oktavianti100% (1)
- Control Valves and Their Principles of OperationDocument5 pagesControl Valves and Their Principles of Operationgroshan20No ratings yet
- Writeup On Safety Valve Erv PDFDocument28 pagesWriteup On Safety Valve Erv PDFSravan DasariNo ratings yet
- Arca Valve Manual - 830 POSITIONERDocument13 pagesArca Valve Manual - 830 POSITIONERAtul bhabad0% (1)
- AhmadJavaid (TZIDC ABB Positioner)Document17 pagesAhmadJavaid (TZIDC ABB Positioner)ahmedNo ratings yet
- Types of Valve PositionersDocument10 pagesTypes of Valve PositionersChandra Sekar0% (1)
- Globe Valve Bs 1873 and Api 602: ASME B16.10Document7 pagesGlobe Valve Bs 1873 and Api 602: ASME B16.10swapnil PATILNo ratings yet
- Cascade ControlDocument10 pagesCascade ControlManoj RajagopalanNo ratings yet
- Flash Steam SystemDocument4 pagesFlash Steam SystemAnonymous CX51waINo ratings yet
- The Contribution of Valves in Maximum Power Plant PerformanceDocument6 pagesThe Contribution of Valves in Maximum Power Plant PerformanceUdhayakumar Venkataraman100% (1)
- Control Valve Technical Specification For Severe Service - CCIDocument5 pagesControl Valve Technical Specification For Severe Service - CCIVikas SinghNo ratings yet
- 6.6 Control Valve Actuators and Positioners PDFDocument20 pages6.6 Control Valve Actuators and Positioners PDFdanpolymathNo ratings yet
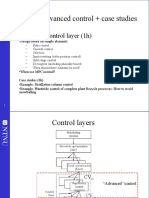
- Part 5: Advanced Control + Case StudiesDocument52 pagesPart 5: Advanced Control + Case StudiestahermohNo ratings yet
- Turbine Bypass System - HORADocument11 pagesTurbine Bypass System - HORAhozipekNo ratings yet
- The Function of Control Valve Actuators & PositionersDocument25 pagesThe Function of Control Valve Actuators & PositionersFlowealthNo ratings yet
- Control Valve Actuators and PositionersDocument13 pagesControl Valve Actuators and PositionersRahul LavandNo ratings yet
- ActuatorsDocument20 pagesActuatorsmohamedbadawyNo ratings yet
- ActuatorsDocument13 pagesActuatorsTamizh SelvanNo ratings yet
- AKTUATORDocument59 pagesAKTUATORBudi HandokoNo ratings yet
- AKTUATORDocument59 pagesAKTUATORAbd QoyyumNo ratings yet
- How Does A Pneumatic Solenoid Valve WorkDocument4 pagesHow Does A Pneumatic Solenoid Valve Worksushant_jhawerNo ratings yet
- Heat StrokeDocument8 pagesHeat StrokePrateek Barapatre0% (1)
- Rcs454: Python Language Programming LAB: Write A Python Program ToDocument39 pagesRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaNo ratings yet
- PE - EXAM GUIDE Signalization WarrantsDocument12 pagesPE - EXAM GUIDE Signalization WarrantsRoberto CatalaniNo ratings yet
- Defense Acquisition GuidebookDocument927 pagesDefense Acquisition GuidebookJudkerrNo ratings yet
- Physical and Chemical Changes Lab ReportDocument5 pagesPhysical and Chemical Changes Lab ReportWilliam CarriereNo ratings yet
- Microstrip AntennaDocument24 pagesMicrostrip AntennaUdit Sharma100% (1)
- 20&604 WDSeriesDocument2 pages20&604 WDSeriesbiteme99No ratings yet
- Course Handout SADocument9 pagesCourse Handout SAValiveti KumariNo ratings yet
- Net Positive Suction HeadDocument4 pagesNet Positive Suction Headjorge alarconNo ratings yet
- Aceros PoscoDocument35 pagesAceros PoscoregistrosegNo ratings yet
- Electrical Machine DesignDocument2 pagesElectrical Machine DesignAnonymous 1abQZINo ratings yet
- Farris 2700 ManualDocument12 pagesFarris 2700 ManualNelson AlvarezNo ratings yet
- WRCLA Designers HandbookDocument11 pagesWRCLA Designers HandbookHoang NguyenNo ratings yet
- Materials System SpecificationDocument8 pagesMaterials System Specificationnadeem shaikhNo ratings yet
- SemaphoreDocument29 pagesSemaphoreSaranya ThangarajNo ratings yet
- Oracle Silent InstallDocument5 pagesOracle Silent InstallAnuj SinghNo ratings yet
- Panasonic Model TG6511FXDocument82 pagesPanasonic Model TG6511FXLakiLakicNo ratings yet
- JT85 Vertical to Horizontal Drive Shaft Gearbox, 90 Deg Bevel Gear Box, 4 to 1 Gearbox, 2-Way Gearbox, Right Angle Gearbox Speed Increaser,Speed Increaser Gearbox Micro, 90 Degree Power Transfer 1 to 1 RatioDocument7 pagesJT85 Vertical to Horizontal Drive Shaft Gearbox, 90 Deg Bevel Gear Box, 4 to 1 Gearbox, 2-Way Gearbox, Right Angle Gearbox Speed Increaser,Speed Increaser Gearbox Micro, 90 Degree Power Transfer 1 to 1 RatioWarren LeeNo ratings yet
- Astm B187Document9 pagesAstm B187Plata Elpidio100% (3)
- INDIAN BEAMSDocument18 pagesINDIAN BEAMSSushmita GhoshNo ratings yet
- Solid WastesDocument47 pagesSolid WasteskevinjorgeramosNo ratings yet
- Komatsu SAA6D114E-3D Engine ManualDocument634 pagesKomatsu SAA6D114E-3D Engine ManualLuzioNetoNo ratings yet
- MPC6515 ManualDocument37 pagesMPC6515 ManualJerome CeleraNo ratings yet
- Environmental Engineering - Civil Engineering - McGill UniversityDocument4 pagesEnvironmental Engineering - Civil Engineering - McGill Universityamrin jannatNo ratings yet
- Multiple Stiffened Cold-Formed Steel Profiles For Cylindrical Vault Roofing SystemsDocument24 pagesMultiple Stiffened Cold-Formed Steel Profiles For Cylindrical Vault Roofing SystemsTiago LopesNo ratings yet
- Sika PDS - E - Sika FastFix - 138 TPDocument2 pagesSika PDS - E - Sika FastFix - 138 TPlwin_oo2435No ratings yet
- Mastertop TC 458 PDFDocument3 pagesMastertop TC 458 PDFFrancois-No ratings yet
- SSP421 Body BasicsDocument76 pagesSSP421 Body Basicsmamuko100% (3)
- Foundation DesignDocument7 pagesFoundation DesignPrasad GNNo ratings yet
- Ulei Honda Jazz 1.4i CVTDocument1 pageUlei Honda Jazz 1.4i CVTcmlad1No ratings yet