You might also like
- Dung Sai Lap GhepDocument36 pagesDung Sai Lap Ghepkimtuthap8No ratings yet
- Sơ Đ Nguyên Công Bao G MDocument15 pagesSơ Đ Nguyên Công Bao G MHưng TrầnNo ratings yet
- Ci3043 KTTC T01Document2 pagesCi3043 KTTC T01Tiến Bùi DuyNo ratings yet
- TÀI LIỆU THAM KHẢO ÔN TẬP MÔN GIÁO DỤC QUỐC PHÒNGDocument8 pagesTÀI LIỆU THAM KHẢO ÔN TẬP MÔN GIÁO DỤC QUỐC PHÒNGNguyễn Trọng PhúcNo ratings yet
- Chương 2. Định luật nhiệt động 1 và các quá trình cơ bảnDocument12 pagesChương 2. Định luật nhiệt động 1 và các quá trình cơ bảnAlexander VovaNo ratings yet
- BÀI TẬP LỚN KẾT CẤU THÉP 1 THIẾT KẾ HỆ SÀN DẦM BẰNG THÉPDocument25 pagesBÀI TẬP LỚN KẾT CẤU THÉP 1 THIẾT KẾ HỆ SÀN DẦM BẰNG THÉPMinh Nghĩa100% (2)
- 97de Thi Mon Dung Sai CTCK 09 1079Document17 pages97de Thi Mon Dung Sai CTCK 09 1079IkuzBlazaNo ratings yet
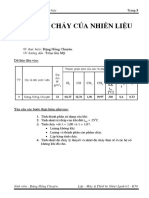
- BÀI TẬP LỚN - Kỹ thuật cháyDocument9 pagesBÀI TẬP LỚN - Kỹ thuật cháyTân LangNo ratings yet
- L02 BT03 1912113 NguyenMinhThien.docx-đã Chuyển ĐổiDocument20 pagesL02 BT03 1912113 NguyenMinhThien.docx-đã Chuyển ĐổiLOL lowkeyNo ratings yet
- Bài tập chương 2 Máy nén khí và xử lýDocument1 pageBài tập chương 2 Máy nén khí và xử lýQuốc Anh PhạmNo ratings yet
- Bài tập môn cơ học lưu chất có lời giải chi tiếtDocument27 pagesBài tập môn cơ học lưu chất có lời giải chi tiếtLe Duc Anh B2205389No ratings yet
- Đo Momen Quán Tính Của Vật Rắn.Document13 pagesĐo Momen Quán Tính Của Vật Rắn.Nguyễn NhânNo ratings yet
- De Cuong NL-CTM k15 - 2021 NewDocument6 pagesDe Cuong NL-CTM k15 - 2021 NewHằng NguyễnNo ratings yet
- Đề thi LSD.cơ sở 2-đã chuyển đổiDocument31 pagesĐề thi LSD.cơ sở 2-đã chuyển đổiyxNo ratings yet
- Bai Giang Cong Nghe Kim Loai - KXVDocument115 pagesBai Giang Cong Nghe Kim Loai - KXVduc anhNo ratings yet
- BÁO-CÁO-THÍ-NGHIỆM (3) - NHÓM 8Document6 pagesBÁO-CÁO-THÍ-NGHIỆM (3) - NHÓM 8Trí BùiNo ratings yet
- Tong Hop Kien Thuc Toan 9 Luyen Thi Vao 10Document8 pagesTong Hop Kien Thuc Toan 9 Luyen Thi Vao 10Nguyen Hoang Van AnhNo ratings yet
- 2. Hóa keo-Hóa học bề mặtDocument80 pages2. Hóa keo-Hóa học bề mặtquy khuu100% (1)
- (123doc) de Cuong On Tap TLDCDocument10 pages(123doc) de Cuong On Tap TLDCPhạm Duy HảiNo ratings yet
- Bài Tập Cơ Lưu Chất Chương 4Document3 pagesBài Tập Cơ Lưu Chất Chương 4Trường Nguyễn VũNo ratings yet
- Bai 1.3 - Khao Sat Cac Dinh Luat Dong Luc Hoc Tren May AtoodDocument8 pagesBai 1.3 - Khao Sat Cac Dinh Luat Dong Luc Hoc Tren May AtoodDũng HoàngNo ratings yet
- Huỳnh Minh Trí - 2012278 - báo cáo thí nghiệm môi trường và con ngườiDocument16 pagesHuỳnh Minh Trí - 2012278 - báo cáo thí nghiệm môi trường và con ngườiTrí Huỳnh MInhNo ratings yet
- LêMinhHiếu 1812163Document25 pagesLêMinhHiếu 1812163nguyễn thủyNo ratings yet
- Le Nguyen Thanh NghiaDocument52 pagesLe Nguyen Thanh NghiaDuy PhươngNo ratings yet
- 123doc-Bai-Tap-Trac-Nghiem-Mon-Vat-Lieu-Hoc-Co-Dap-An-Đã G PDocument54 pages123doc-Bai-Tap-Trac-Nghiem-Mon-Vat-Lieu-Hoc-Co-Dap-An-Đã G PDu Phạm100% (1)
- Báo cáo TNVL1 - TN2 - Xác định tỷ số nhiệt dung phân tử chất khíDocument4 pagesBáo cáo TNVL1 - TN2 - Xác định tỷ số nhiệt dung phân tử chất khíquangtruyen2203No ratings yet
- Chuong 2 Co Hoc Chat Long & Luu BienDocument20 pagesChuong 2 Co Hoc Chat Long & Luu Biennguyễn loanNo ratings yet
- BT VL1 BK 2018Document51 pagesBT VL1 BK 2018Hồ Thái Bình100% (2)
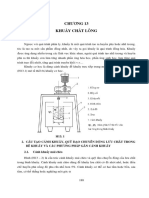
- C13 - Khuấy chất lỏngDocument28 pagesC13 - Khuấy chất lỏngSuong HuynhNo ratings yet
- BÀI TẬP PHẦN LIÊN KẾT HÀNDocument6 pagesBÀI TẬP PHẦN LIÊN KẾT HÀNViệt LêNo ratings yet
- Đề Cương Ôn Tập Chi Tiết Máy - Đh K13Document6 pagesĐề Cương Ôn Tập Chi Tiết Máy - Đh K13HUy0% (1)
- Kiểm tra trắc nghiệm bài Trí nhớ - Attempt reviewDocument3 pagesKiểm tra trắc nghiệm bài Trí nhớ - Attempt reviewTuấn Nguyễn Văn100% (1)
- Avionics End Term Review QuestionsDocument4 pagesAvionics End Term Review QuestionsPhạm PhátNo ratings yet
- Bài tập vẽ kỹ thuậtDocument2 pagesBài tập vẽ kỹ thuậtdungNo ratings yet
- Hướng dẫn làm bài dập tấmDocument1 pageHướng dẫn làm bài dập tấmNguyen Tuan AnhNo ratings yet
- Thực Tập Thiết Kế Chế Tạo Khuôn MẫuDocument40 pagesThực Tập Thiết Kế Chế Tạo Khuôn MẫuHoài Phong Phạm VũNo ratings yet
- Bai Tap Thuy Luc - Chuong IDocument2 pagesBai Tap Thuy Luc - Chuong Iapi-3818740100% (2)
- Unit 123Document36 pagesUnit 123Trần Gia Quân Huy100% (1)
- Bai 1 - Mach Luu ChatDocument12 pagesBai 1 - Mach Luu ChatNGUYỄN HOÀNG LINH100% (1)
- 500 Cậu trắc nghiệm Nito Photpho (giải chi tiết)Document113 pages500 Cậu trắc nghiệm Nito Photpho (giải chi tiết)NGUYỄN HOÀNG LINHNo ratings yet
- BaiTap VuDocument24 pagesBaiTap VuHoang Vu TranNo ratings yet
- Thuyết Trình Thí Nghiệm Cơ NhiệtDocument27 pagesThuyết Trình Thí Nghiệm Cơ NhiệtNguyễn Nguyệt ÁnhNo ratings yet
- Mục Lục: Đồ Án Môn Học Hk191 Ths.Huỳnh Thị HạnhDocument19 pagesMục Lục: Đồ Án Môn Học Hk191 Ths.Huỳnh Thị HạnhPhan Đăng KhoaNo ratings yet
- (HK2 2019-2020) ĐỀ THI DUNG SAIDocument18 pages(HK2 2019-2020) ĐỀ THI DUNG SAIThanh Nguyễn100% (1)
- Sông CảDocument7 pagesSông CảDiep Ngoc0% (1)
- Bai Tap - Co Khi Dai Cuong - ME2030Document8 pagesBai Tap - Co Khi Dai Cuong - ME2030Duy KhuấtNo ratings yet
- Bai Tap Vat Ly Thong Ke 2019Document12 pagesBai Tap Vat Ly Thong Ke 2019suu nguyenNo ratings yet
- Loại ô tô: Xe con 1 cầu Tải trọng/Số chỗ ngồi: 7 Vận tốc chuyển động cực đại: 180 Km/h Hệ số cản tổng cộng của đường lớn nhất: max = 0.45 Xe tham khảo: Mitsubishi Pajero SportDocument30 pagesLoại ô tô: Xe con 1 cầu Tải trọng/Số chỗ ngồi: 7 Vận tốc chuyển động cực đại: 180 Km/h Hệ số cản tổng cộng của đường lớn nhất: max = 0.45 Xe tham khảo: Mitsubishi Pajero Sporthuy nguyễnNo ratings yet
- Câu hỏi bảo vệ đồ ánDocument3 pagesCâu hỏi bảo vệ đồ ánTam PhamNo ratings yet
- Các Phép Toán Cơ Bản Trong MatlabDocument7 pagesCác Phép Toán Cơ Bản Trong MatlabSimpSon DavidNo ratings yet
- BT Chuong1 TLDCDocument8 pagesBT Chuong1 TLDCBùi Phương NgaNo ratings yet
- Báo cáo Đề tài Thực tậpDocument47 pagesBáo cáo Đề tài Thực tậpTran Ngoc HieuNo ratings yet
- Nghiên Cứu Chiết Rút Tinh Dầu Và Pectin Từ Vỏ Bưởi Để Ứng Dụng Trong Thực PhẩmDocument54 pagesNghiên Cứu Chiết Rút Tinh Dầu Và Pectin Từ Vỏ Bưởi Để Ứng Dụng Trong Thực PhẩmMan EbookNo ratings yet
- Dung sai - Kỹ thuật đo lường PDFDocument99 pagesDung sai - Kỹ thuật đo lường PDFThanh ThuanNo ratings yet
- Báo Cáo Bài Tập 40 Câu Hỏi Dung Sai - Đo Lường: Đại Học Quốc Gia Thành Phố Hồ Chí Minh Trường Đại Học Bách KhoaDocument48 pagesBáo Cáo Bài Tập 40 Câu Hỏi Dung Sai - Đo Lường: Đại Học Quốc Gia Thành Phố Hồ Chí Minh Trường Đại Học Bách KhoaVinh Đỗ Đạt CôngNo ratings yet
- Dung sai GD&TDocument14 pagesDung sai GD&TDuy PhanNo ratings yet
- Chuong 2 Dung Sai Lap Ghep Be Mat Tru Tron Part 3Document33 pagesChuong 2 Dung Sai Lap Ghep Be Mat Tru Tron Part 3Trường TrầnNo ratings yet
- Dung sai - Kỹ thuật đo lườngDocument99 pagesDung sai - Kỹ thuật đo lườngduyvubkk21No ratings yet
- Chuong 1Document42 pagesChuong 1Bui NamNo ratings yet
- GIÁO TRÌNH - Dung Sai - Kỹ Thuật Đo (Trần Quốc Hùng)Document348 pagesGIÁO TRÌNH - Dung Sai - Kỹ Thuật Đo (Trần Quốc Hùng)Nguyễn Thanh XuânNo ratings yet