You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AKG1212 CNC RouterDocument9 pagesAKG1212 CNC RouterVictor BravoNo ratings yet
- 9 Power TrainDocument146 pages9 Power TraineduamaNo ratings yet
- Crane Norway LTR 1100 PDFDocument8 pagesCrane Norway LTR 1100 PDFRamzi GuantengNo ratings yet
- Demag CC1100Document17 pagesDemag CC1100Muhammed ZkriaNo ratings yet
- JHGDLDocument1 pageJHGDLMuhammed ZkriaNo ratings yet
- Mechanism of Action, Indications, and Side Effects of AntacidsDocument10 pagesMechanism of Action, Indications, and Side Effects of AntacidsMuhammed ZkriaNo ratings yet
- T Cross Online BrochureDocument21 pagesT Cross Online BrochureTettsNo ratings yet
- Red Adapter DS - A0Document2 pagesRed Adapter DS - A0salunkheclNo ratings yet
- Ldb-Ac-Cal-001 - Ac Calculation - Rev.d - 15.11.18 + CRSDocument32 pagesLdb-Ac-Cal-001 - Ac Calculation - Rev.d - 15.11.18 + CRSArys FarandyNo ratings yet
- Manual Abit IX38 QuadGTDocument88 pagesManual Abit IX38 QuadGTkako0% (1)
- Dry-Type Transformer TestsDocument39 pagesDry-Type Transformer TestsA.InbarajNo ratings yet
- GROUP 11 EPPR VALVE (Up To #0284)Document4 pagesGROUP 11 EPPR VALVE (Up To #0284)levinton jose tobias genesNo ratings yet
- Cabinas MT UNIMIX-JTI PDFDocument26 pagesCabinas MT UNIMIX-JTI PDFpedrommm2No ratings yet
- Udall SystemDocument6 pagesUdall SystemPaulo BurceNo ratings yet
- Catalogue of Fog Misting SystemDocument18 pagesCatalogue of Fog Misting SystemwapanchoNo ratings yet
- NF-801 User ManualDocument12 pagesNF-801 User ManualcharlesNo ratings yet
- SHE - NGTS 2.1 - SubstationsDocument27 pagesSHE - NGTS 2.1 - SubstationsandcrisdanmatNo ratings yet
- GMKN 1022Document6 pagesGMKN 10221012268087No ratings yet
- Voltage PDFDocument44 pagesVoltage PDFAntonioPierreNo ratings yet
- Suspension Section ForcesDocument21 pagesSuspension Section ForcesIndranil BhattacharyyaNo ratings yet
- Deutz Fahr Agrolux f50 f60 f70 f80 Workshop ManualDocument20 pagesDeutz Fahr Agrolux f50 f60 f70 f80 Workshop Manualmaya100% (33)
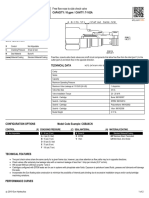
- Free-flow nose-to-side check valve technical detailsDocument2 pagesFree-flow nose-to-side check valve technical detailssnsnagarajanNo ratings yet
- Powerscreen Premiertrak 300 Features & BenefitsDocument3 pagesPowerscreen Premiertrak 300 Features & BenefitsLuis Paladines BravoNo ratings yet
- Belarus MTZ 50 52 Operations MaintenancesDocument36 pagesBelarus MTZ 50 52 Operations Maintenanceshotmail100% (1)
- Diodes Inc - Library - Components - List PDFDocument5 pagesDiodes Inc - Library - Components - List PDFLuciaNo ratings yet
- High Performance Double Eccentric Butterfly ValvesDocument16 pagesHigh Performance Double Eccentric Butterfly ValvesPanagiotis PanagosNo ratings yet
- Hg43au800aw SpecDocument8 pagesHg43au800aw SpecG & M Soft Technologies Pvt LtdNo ratings yet
- Safety Equipment Inventory ListingDocument311 pagesSafety Equipment Inventory Listinggardamas tunggal primaNo ratings yet
- 570st - Tractor Loader Backhoe (08/16 - ) 84 - Booms, Dippers & Buckets 84.114.af (04) - Swing Cylinders Sub AssyDocument3 pages570st - Tractor Loader Backhoe (08/16 - ) 84 - Booms, Dippers & Buckets 84.114.af (04) - Swing Cylinders Sub AssyСтаниславNo ratings yet
- Feeder Protection System: Grid SolutionsDocument328 pagesFeeder Protection System: Grid SolutionsVuiLênNàoNo ratings yet
- Hydraulic/Hydrostatic Schematic: S175 (S/N A3L520001 AND ABOVE)Document2 pagesHydraulic/Hydrostatic Schematic: S175 (S/N A3L520001 AND ABOVE)alexandrNo ratings yet
- Onkyo TX-NR646Document132 pagesOnkyo TX-NR646gcataNo ratings yet
- EklavyaDocument6 pagesEklavyaAMITNo ratings yet
- Aiwa CX-JN1Document74 pagesAiwa CX-JN1joscar7No ratings yet