You might also like
- Ex StickersDocument3 pagesEx StickersmullanjiNo ratings yet
- ANSI Pipe Lengths: Size Standard LengthDocument2 pagesANSI Pipe Lengths: Size Standard LengthmullanjiNo ratings yet
- Tainjin Haigang Steel Co. Ltd. (Made in China)Document2 pagesTainjin Haigang Steel Co. Ltd. (Made in China)mullanjiNo ratings yet
- Hindi English Masala TranslationDocument10 pagesHindi English Masala TranslationmullanjiNo ratings yet
- Inspection Check ListDocument3 pagesInspection Check ListmullanjiNo ratings yet
- Product Details ASTM A53Document4 pagesProduct Details ASTM A53mullanjiNo ratings yet
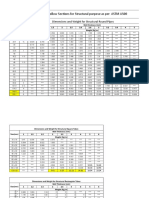
- Pre-Galvanized (Round Pipes) NPS Wall Thickness (MM) 1.5 1.8 2 3 3.2 Weight (KG/M) Outside DiameterDocument1 pagePre-Galvanized (Round Pipes) NPS Wall Thickness (MM) 1.5 1.8 2 3 3.2 Weight (KG/M) Outside DiametermullanjiNo ratings yet
- Product Specification Levels for PipesDocument14 pagesProduct Specification Levels for PipesmullanjiNo ratings yet
- Astm 500Document4 pagesAstm 500mullanjiNo ratings yet
- Zinc MTC PDFDocument1 pageZinc MTC PDFmullanjiNo ratings yet
- NPT Thread DetailsDocument1 pageNPT Thread DetailsmullanjiNo ratings yet
- API 5l Details From My SideDocument14 pagesAPI 5l Details From My SidemullanjiNo ratings yet
- BPV Stencil MarkingDocument2 pagesBPV Stencil MarkingmullanjiNo ratings yet
- ANSI Coupling Weight Chart by SizeDocument1 pageANSI Coupling Weight Chart by SizemullanjiNo ratings yet
- Inspection Check ListDocument3 pagesInspection Check ListmullanjiNo ratings yet
- Employee training recordsDocument10 pagesEmployee training recordsmullanjiNo ratings yet
- Al-Jazera Steel Factories API 5L Pipe SpecificationsDocument22 pagesAl-Jazera Steel Factories API 5L Pipe Specificationsmullanji50% (2)
- CSWIP-WI-6-92 14th Edition April 2017Document17 pagesCSWIP-WI-6-92 14th Edition April 2017mullanjiNo ratings yet
- Standard Analysis UpdatedDocument15 pagesStandard Analysis UpdatedmullanjiNo ratings yet
- Zinc MTCDocument1 pageZinc MTCmullanjiNo ratings yet
- NoiceDocument2 pagesNoicemullanjiNo ratings yet
- Supplier List: Supplier Name & Address Vendor Code Product / Services StatusDocument2 pagesSupplier List: Supplier Name & Address Vendor Code Product / Services StatusmullanjiNo ratings yet
- Hydro Test Pressure As Per UL 852 (Sprinkler Pipes) IsDocument1 pageHydro Test Pressure As Per UL 852 (Sprinkler Pipes) IsmullanjiNo ratings yet
- Performance of Galvanized Steel ProductsDocument16 pagesPerformance of Galvanized Steel ProductsAndy ChongNo ratings yet
- 46 RegionalMaterialsDocument8 pages46 RegionalMaterialsmullanjiNo ratings yet
- Pipe ThreadsDocument11 pagesPipe Threadsanac_mathNo ratings yet
- Oznake ČelikaDocument8 pagesOznake ČelikaSamra DukićNo ratings yet
- BS 1387/1985 Standard for Black and Galvanized Steel TubesDocument2 pagesBS 1387/1985 Standard for Black and Galvanized Steel TubesmullanjiNo ratings yet
- Work at Height Safety GuideDocument1 pageWork at Height Safety GuidemullanjiNo ratings yet
- M1 - 2 Welding Symbols and DrawingsDocument13 pagesM1 - 2 Welding Symbols and DrawingsmullanjiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Temper Designations of Magnesium Alloys, Cast and Wrought: Standard Practice ForDocument3 pagesTemper Designations of Magnesium Alloys, Cast and Wrought: Standard Practice Foramlandas08No ratings yet
- Akasison Siphonic Drainage Downpipe Systems ComponentsDocument1 pageAkasison Siphonic Drainage Downpipe Systems ComponentsebsboliviaNo ratings yet
- 02 Asae 101892Document1 page02 Asae 101892raviteja036No ratings yet
- Catalogo Thyssen PDFDocument8 pagesCatalogo Thyssen PDFbiancogallazzi0% (1)
- Recovery of Gold With Nitric AcidDocument2 pagesRecovery of Gold With Nitric AcidRodney LangleyNo ratings yet
- PE-O-ME-TRE-001-00 Technical Specification For Piping According To EN 13480 PDFDocument53 pagesPE-O-ME-TRE-001-00 Technical Specification For Piping According To EN 13480 PDFmarin cristian100% (1)
- LPS precision fastener manufacturerDocument16 pagesLPS precision fastener manufacturerHiren SonarNo ratings yet
- WeldDecayTesting TechSheet Sfs PDFDocument0 pagesWeldDecayTesting TechSheet Sfs PDFNooruddin SheikNo ratings yet
- Corrosion of Iron Experiment-StudentDocument6 pagesCorrosion of Iron Experiment-StudentKunal Ramnatsing100% (1)
- Santa Fe Symposium: Basic Metallurgy of Precious MetalsDocument33 pagesSanta Fe Symposium: Basic Metallurgy of Precious MetalsaripNo ratings yet
- DS Tri-Clamp Ferrules V1.4 PDFDocument7 pagesDS Tri-Clamp Ferrules V1.4 PDFAgustin CesanNo ratings yet
- Corrosion Glossary PDFDocument5 pagesCorrosion Glossary PDFasif_pisces100% (1)
- Astm B576Document5 pagesAstm B576iyamNo ratings yet
- DIN ISO Equivalent FastenersDocument12 pagesDIN ISO Equivalent FastenersGunnie PandherNo ratings yet
- E155-00 Aluminum & Magnesium CastingsDocument4 pagesE155-00 Aluminum & Magnesium CastingsSander Duque100% (1)
- Astm B209 B209M (2001)Document26 pagesAstm B209 B209M (2001)Asif ChougleNo ratings yet
- Pressure Vessel Plates, Carbon Steel, Manganese-Titanium For Glass or Diffused Metallic CoatingsDocument2 pagesPressure Vessel Plates, Carbon Steel, Manganese-Titanium For Glass or Diffused Metallic CoatingsNagendra KumarNo ratings yet
- Welding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Document16 pagesWelding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Noridzwan Nordin0% (1)
- WHO - EU Drinking Water Standards Comparative Table PDFDocument3 pagesWHO - EU Drinking Water Standards Comparative Table PDFGopalaKrishnan SivaramanNo ratings yet
- IS-209 For ZN IngotsDocument6 pagesIS-209 For ZN IngotsAnuradhaPatraNo ratings yet
- Specification: Hot Coiled Helical Springs Mainline Coaches, Emu and Freight Stock No. WD-01-HLS-94 (Rev.3)Document43 pagesSpecification: Hot Coiled Helical Springs Mainline Coaches, Emu and Freight Stock No. WD-01-HLS-94 (Rev.3)Anonymous PSNjTGUNo ratings yet
- B.A. Washers - BA Washers - : Specification For Specification ForDocument8 pagesB.A. Washers - BA Washers - : Specification For Specification ForcoolkaisyNo ratings yet
- Some Investigations On The Corrosion of IronDocument6 pagesSome Investigations On The Corrosion of IronHannah MercadoNo ratings yet
- Astm B479 19Document3 pagesAstm B479 19mohamedsamireldeep70No ratings yet
- Material Technology MSQ QuestionDocument2 pagesMaterial Technology MSQ QuestionRupesh KamatNo ratings yet
- Curriculam Vitae Ismail TP: Division, Aries Group of Companies Email: Employee ID: AG00002510Document6 pagesCurriculam Vitae Ismail TP: Division, Aries Group of Companies Email: Employee ID: AG00002510Ismail TpNo ratings yet
- Ugiweb 913082Document128 pagesUgiweb 913082psychedelic_lullabyNo ratings yet
- IISCO Steel Plant Daily Cast Analysis ReportsDocument23 pagesIISCO Steel Plant Daily Cast Analysis ReportsBinod Kumar PadhiNo ratings yet
- Martindale SawsDocument64 pagesMartindale SawsMann Sales & MarketingNo ratings yet