You might also like
- Bs en 1011 Part 5Document14 pagesBs en 1011 Part 5shaggeruk100% (1)
- BS EN ISO 15607-2003 金属材料焊接程序规范和合格鉴定.总则 PDFDocument22 pagesBS EN ISO 15607-2003 金属材料焊接程序规范和合格鉴定.总则 PDFunknown1711100% (1)
- Final Draft Pren Iso 15607: European Standard Norme Européenne Europäische NormDocument19 pagesFinal Draft Pren Iso 15607: European Standard Norme Européenne Europäische Normunnamed90100% (1)
- ISO - TR - 15608 - Welding Guide Line PDFDocument10 pagesISO - TR - 15608 - Welding Guide Line PDFDacher DanielNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Minimum Requirements IweDocument52 pagesMinimum Requirements IweIonutz TelteuNo ratings yet
- Udlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)Document120 pagesUdlp-Tacom Welding Code, Almn (Ansi-Aws d1.2)mtcengineering100% (2)
- Reduce Hydrogen Cracking with Proper PreheatDocument3 pagesReduce Hydrogen Cracking with Proper PreheatVJG369No ratings yet
- Iso Fdis15614 13 2021Document24 pagesIso Fdis15614 13 2021arabsniperNo ratings yet
- BS 5996 (1993) Specification ForAcceptanc Levels For Internal Imperfections in Steel Late, Strip and Wide Flats, Based On Ultrasonic TestingDocument14 pagesBS 5996 (1993) Specification ForAcceptanc Levels For Internal Imperfections in Steel Late, Strip and Wide Flats, Based On Ultrasonic TestingZoltán PálfyNo ratings yet
- BS 709 Destructive TestingDocument17 pagesBS 709 Destructive TestingGabrieleNo ratings yet
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesSyed Furqan Rehmani0% (2)
- Welding Procedure Specification StandardDocument18 pagesWelding Procedure Specification StandardIonut Florica100% (1)
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- List of Welding CodesDocument10 pagesList of Welding CodesVijayakumar Samy0% (2)
- Iso 3834-2Document16 pagesIso 3834-2NONNE NaineNo ratings yet
- Iso 3834-4 - 2005Document8 pagesIso 3834-4 - 2005Necdet AydemirNo ratings yet
- Rules For Carrying Out Non-Destructive Examinations of Welding PDFDocument43 pagesRules For Carrying Out Non-Destructive Examinations of Welding PDFHasib Ul Haque AmitNo ratings yet
- Iso 23277-2006 PDFDocument8 pagesIso 23277-2006 PDFAtim SahidNo ratings yet
- 1011-2e DIN en Ion For Arc Welding of Ferritic SteelDocument58 pages1011-2e DIN en Ion For Arc Welding of Ferritic SteelЛюбомир ЛюбеновNo ratings yet
- ISO 1579-1 (Part Only)Document5 pagesISO 1579-1 (Part Only)sn200709100% (1)
- En10168 2004Document12 pagesEn10168 2004rimshadtpNo ratings yet
- NDE of BoilersDocument6 pagesNDE of Boilersshabbir626100% (1)
- CEN ISO TR 20174 EN Grouping System-Japan PDFDocument29 pagesCEN ISO TR 20174 EN Grouping System-Japan PDFumur kaçamaklıNo ratings yet
- WRC 1992Document8 pagesWRC 1992Ramu Nallathambi100% (1)
- EN 288-3xDocument38 pagesEN 288-3xSyah Reza Maulana0% (1)
- BS 5276-3-1979Document10 pagesBS 5276-3-1979anoopkumarNo ratings yet
- En 1090 Workshop 14 June 2019 FinalDocument2 pagesEn 1090 Workshop 14 June 2019 FinalHanuman RaaoNo ratings yet
- International StandardDocument12 pagesInternational StandardRajesh ThakurNo ratings yet
- Cen TR 14633 (E)Document9 pagesCen TR 14633 (E)consssNo ratings yet
- Iso 15609-1-2019Document19 pagesIso 15609-1-2019HarikeshRana100% (2)
- BS709 1983Document17 pagesBS709 1983Sang SekNo ratings yet
- 9 ISO 15608 Grouping of MaterialsDocument14 pages9 ISO 15608 Grouping of MaterialsTuTuy An100% (1)
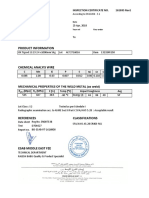
- Inspection certificate for Tigrod 13.23 wireDocument1 pageInspection certificate for Tigrod 13.23 wirenwoforNo ratings yet
- PDFDocument15 pagesPDFkumarkk1969No ratings yet
- BS en 12062Document16 pagesBS en 12062cheikh ahmedNo ratings yet
- BS en 1562-1997Document10 pagesBS en 1562-1997Srinivasan KrishnamoorthyNo ratings yet
- Iso 3834-2Document2 pagesIso 3834-2NEWES2014No ratings yet
- For Calibrating Magnetic Instruments Measure Ferrite Content Austenitic Duplex Ferritic-Austenitic Stainless Steel Weld MetalDocument31 pagesFor Calibrating Magnetic Instruments Measure Ferrite Content Austenitic Duplex Ferritic-Austenitic Stainless Steel Weld Metalvricardol100% (1)
- BS en 12668-1-2010Document48 pagesBS en 12668-1-2010lamhuu quangNo ratings yet
- 1.4301 Austenite Stainless SteelDocument3 pages1.4301 Austenite Stainless SteelSM Waqas ImamNo ratings yet
- Aws A5.17 PDFDocument37 pagesAws A5.17 PDFMarciel AmorimNo ratings yet
- Application for Certification according to DIN 18800-7Document9 pagesApplication for Certification according to DIN 18800-7gorgika papandNo ratings yet
- BS en 439 94 PDFDocument12 pagesBS en 439 94 PDFDario RamljakNo ratings yet
- CE Marking Requirements for Structural Steel PlatesDocument4 pagesCE Marking Requirements for Structural Steel PlatesSebastián Araya MoraNo ratings yet
- BS en 288-4-1992Document30 pagesBS en 288-4-1992CocaCodaNo ratings yet
- AWS-SCWI Certification Seminar & Exam Dates for 2019Document6 pagesAWS-SCWI Certification Seminar & Exam Dates for 2019yskushwah16No ratings yet
- 16mo3 MıgMagDocument4 pages16mo3 MıgMagKerem İnanNo ratings yet
- Comparison of Welding Inspector Qualification or Certification SchemesDocument7 pagesComparison of Welding Inspector Qualification or Certification Schemeswahyu santosoNo ratings yet
- BS en 1708-3-12Document22 pagesBS en 1708-3-12gaso99No ratings yet
- Sprayed ConcreteDocument41 pagesSprayed ConcreteLemmy MulandiNo ratings yet
- PREN 14620-5 Flat Bottom LNG Storage Tank-Testing PDFDocument13 pagesPREN 14620-5 Flat Bottom LNG Storage Tank-Testing PDFErol DAĞ100% (1)
- PrEN 124-5-2012 Rev Gully Tops and Manhole Tops For Vehicular and Pedestrian Areas - Part 5 - Gully Tops and Manhole Tops Made of CompositeDocument40 pagesPrEN 124-5-2012 Rev Gully Tops and Manhole Tops For Vehicular and Pedestrian Areas - Part 5 - Gully Tops and Manhole Tops Made of Compositesimpsonsungmsnlung67% (3)
- Draft For Public Comment: Latest Date For Receipt of Comments: 30 April 2013Document237 pagesDraft For Public Comment: Latest Date For Receipt of Comments: 30 April 2013mordidomi0% (1)
- BS en 1333-2006Document6 pagesBS en 1333-2006Lauren Garcia100% (1)
- (BS EN 50618) - Electric Cables For Photovoltaic SystemsDocument29 pages(BS EN 50618) - Electric Cables For Photovoltaic SystemsPiyush Goyal100% (5)
- BS EN 1333-2006 法兰及其接缝.管道部件.PN的定义和选择Document6 pagesBS EN 1333-2006 法兰及其接缝.管道部件.PN的定义和选择gdj1973No ratings yet
- ISO 9606-1-2012 COR 2-2016 DraftDocument7 pagesISO 9606-1-2012 COR 2-2016 DraftAhmadouxNo ratings yet
- Raft - MSDocument10 pagesRaft - MSabson pongNo ratings yet
- Research Final DraftDocument41 pagesResearch Final Draftluz catacutan100% (3)
- Self Clinch Metric 2011 Small PDFDocument34 pagesSelf Clinch Metric 2011 Small PDFpaula09No ratings yet
- Effects of Natural Coagulants in Textile Wastewater: IJSART - Volume 6 Issue 5 - MAY 2020Document4 pagesEffects of Natural Coagulants in Textile Wastewater: IJSART - Volume 6 Issue 5 - MAY 2020anand kumar sNo ratings yet
- New Tender Notice P-12-2018 DATED 13.8.2018 PPRADocument1 pageNew Tender Notice P-12-2018 DATED 13.8.2018 PPRAjust4qasimNo ratings yet
- Bahasa Inggris Kelas 1Document2 pagesBahasa Inggris Kelas 1Diyah LailaNo ratings yet
- Chap07 PDFDocument15 pagesChap07 PDFABNo ratings yet
- Bio-Epoxy For Aerospace Applications - Summary 22 June 2021Document6 pagesBio-Epoxy For Aerospace Applications - Summary 22 June 2021Namelezz ShadowwNo ratings yet
- For Product Analysis of Steel Castings (: IS:6601 - 1987 I Permissible Deviations in Chemical CompositionDocument3 pagesFor Product Analysis of Steel Castings (: IS:6601 - 1987 I Permissible Deviations in Chemical Compositionrohan sharmaNo ratings yet
- Conversion of Waste Cooking Oil Into BiodieselDocument48 pagesConversion of Waste Cooking Oil Into BiodieselMUHAMMAD ADNANNo ratings yet
- Duct (HVAC) - Wikipedia, The Free EncyclopediaDocument4 pagesDuct (HVAC) - Wikipedia, The Free Encyclopediasaurabhjerps231221No ratings yet
- PDS Gyproc DuraLine MRDocument3 pagesPDS Gyproc DuraLine MRvietNo ratings yet
- OMN Coating Resins SolventBased PS Americas PDFDocument1 pageOMN Coating Resins SolventBased PS Americas PDFNatalia RodriguezNo ratings yet
- Green Chemical Engineering: 2 Xing Jiang, Jian Ren, Yong Kong, Zhiyang Zhao, Xiaodong Shen, Maohong FanDocument7 pagesGreen Chemical Engineering: 2 Xing Jiang, Jian Ren, Yong Kong, Zhiyang Zhao, Xiaodong Shen, Maohong FanEcNo ratings yet
- Brand FulunteDocument22 pagesBrand FulunteSameerNo ratings yet
- 0913070Z 171 SKY Series FiltersDocument8 pages0913070Z 171 SKY Series FiltersCarlos LopezNo ratings yet
- Technology of Paints & Coatings With FormulationsDocument15 pagesTechnology of Paints & Coatings With Formulationseiribooks46% (37)
- 'Test' On Oil, Alkanes, Alkenes and AlcoholsDocument3 pages'Test' On Oil, Alkanes, Alkenes and AlcoholsDaniella FreemanNo ratings yet
- Equipment Available for Extensive Testing at Civil Engineering Test Floor LabDocument2 pagesEquipment Available for Extensive Testing at Civil Engineering Test Floor LabMuhammad Sohail HussainNo ratings yet
- Clotan Steel Cold Formed Sections and Purlins Brochure DigitalDocument8 pagesClotan Steel Cold Formed Sections and Purlins Brochure DigitalPieter SteenkampNo ratings yet
- Paint System: Cargotec Finland Oy TampereDocument1 pagePaint System: Cargotec Finland Oy TampereEdward Erney Salas ValenzuelaNo ratings yet
- IGCSE Edexcel Chemistry - Chapter 10, 11, 12, 14, 15Document4 pagesIGCSE Edexcel Chemistry - Chapter 10, 11, 12, 14, 15JoannaNo ratings yet
- ChemtoolDocument9 pagesChemtoolgusfabi1No ratings yet
- Stunning range of bathroom fixtures in rose gold, gold and chrome blackDocument30 pagesStunning range of bathroom fixtures in rose gold, gold and chrome blackSj VNo ratings yet
- 2021 Inspection ReportDocument58 pages2021 Inspection ReportDaniel MillerNo ratings yet
- Astm A 751Document5 pagesAstm A 751Patricia MenaNo ratings yet
- Extraction and Characterization of Castor Seed Oil From Wild Ricinus Communis LinnDocument13 pagesExtraction and Characterization of Castor Seed Oil From Wild Ricinus Communis LinnWojciech RedutkoNo ratings yet
- Stora Enso's fact sheet on pulp bleaching methodsDocument2 pagesStora Enso's fact sheet on pulp bleaching methodsNataliaNo ratings yet
- 3-AAP Analysis ReportDocument11 pages3-AAP Analysis ReportPinjala AnoopNo ratings yet
- Step-By-Step For CEREC: Preparation CAD/CAM Process Try-InDocument2 pagesStep-By-Step For CEREC: Preparation CAD/CAM Process Try-InMichael XuNo ratings yet