You might also like
- Ljungström Air Preheater Operation ManualDocument35 pagesLjungström Air Preheater Operation ManualSunil K0% (1)
- ISO 9001:2015 Explained, Fourth Edition GuideDocument3 pagesISO 9001:2015 Explained, Fourth Edition GuideiresendizNo ratings yet
- Bed tube failure analysis reportDocument65 pagesBed tube failure analysis reportparthi20065768No ratings yet
- Presentation For Supercritical TechnologyDocument113 pagesPresentation For Supercritical TechnologyVIVEK100% (1)
- Preventive maintenance of boiler feed water pumpsDocument11 pagesPreventive maintenance of boiler feed water pumpssanjay sharma100% (1)
- Presentation APHDocument35 pagesPresentation APHKr SantoshNo ratings yet
- HP Turbine Design and ConstructionDocument37 pagesHP Turbine Design and Constructionbhaskar100% (3)
- 600MW Final Scheme Tracing Book - by JIPT PDFDocument123 pages600MW Final Scheme Tracing Book - by JIPT PDFAnudeep ReddyNo ratings yet
- Turbine Lubrication System ComponentsDocument20 pagesTurbine Lubrication System ComponentsAshwani DograNo ratings yet
- Case Study Pumps 1Document36 pagesCase Study Pumps 1Aravazhi Ramasami Thangaraj100% (1)
- Acne Treatment Strategies and TherapiesDocument32 pagesAcne Treatment Strategies and TherapiesdokterasadNo ratings yet
- CPP UNIT AIR PREHEATER GUIDE BEARING FAILUREDocument5 pagesCPP UNIT AIR PREHEATER GUIDE BEARING FAILUREParmeshwar Nath Tripathi0% (1)
- Air PreheaterDocument31 pagesAir PreheaterAkashKishoreNo ratings yet
- Presentation-4 - ESP Soot BlowerDocument19 pagesPresentation-4 - ESP Soot BlowerVaradNo ratings yet
- Tanjung Jati B Training PA-FD-ID FansDocument53 pagesTanjung Jati B Training PA-FD-ID FansFauzan Kurnia100% (1)
- Boiler Notes 2Document42 pagesBoiler Notes 2Balakrishnan KannanNo ratings yet
- Boiler Design and Operation ParametersDocument88 pagesBoiler Design and Operation ParametersNavneet SinghNo ratings yet
- ID Fan Training ProgramDocument49 pagesID Fan Training Programsomyaranjan das50% (2)
- CEP Design Features And Parameters ComparisonDocument35 pagesCEP Design Features And Parameters ComparisonGaurav100% (1)
- SOP for ACW system operationDocument7 pagesSOP for ACW system operationsambhu100% (1)
- BFP, BP, CEP & CW Pumps PDFDocument138 pagesBFP, BP, CEP & CW Pumps PDFsrikanth100% (1)
- Wet Steam Washing SystemDocument7 pagesWet Steam Washing SystemPrudhvi Raj100% (1)
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- Soot BlowerDocument6 pagesSoot BlowerSamNo ratings yet
- SOP For Boiler Light Up ChecklistDocument9 pagesSOP For Boiler Light Up Checklistpradeep.selvarajan100% (1)
- Turbine Lube Oil SystemDocument15 pagesTurbine Lube Oil SystemTushar Panchal100% (1)
- Procedure of Deaerator Charging in Power Plant - ASKPOWERPLANTDocument16 pagesProcedure of Deaerator Charging in Power Plant - ASKPOWERPLANTOtuagaNo ratings yet
- Generator Seal Oil System-X9000067EDocument24 pagesGenerator Seal Oil System-X9000067EOry'sSebayang100% (1)
- Sop LRSB BlowerDocument6 pagesSop LRSB BlowerApnrl maincontrolroom100% (1)
- Condenser & Heater PerformanceDocument116 pagesCondenser & Heater PerformanceGaurav Singh100% (2)
- MilsDocument97 pagesMilsKomma Ramesh100% (1)
- Efficiency-Boiler & TurbineDocument21 pagesEfficiency-Boiler & TurbineAnand Swami100% (1)
- Critical Spare List For Thermax Oil Fired BoilerDocument1 pageCritical Spare List For Thermax Oil Fired Boilersiruslara6491100% (2)
- Ammonia DosingDocument11 pagesAmmonia DosingAnubhav Kumar JainNo ratings yet
- Boiler Feed PumpDocument88 pagesBoiler Feed PumpVivek Tiwari100% (8)
- Operation Procedures For MDBFPDocument7 pagesOperation Procedures For MDBFPJackSparrow86100% (1)
- Turbine Glands Steam CondenserDocument6 pagesTurbine Glands Steam Condenserryan hardiantoNo ratings yet
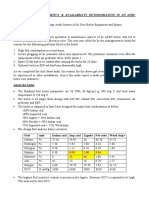
- Case study on efficiency and availability issues in an AFBC boilerDocument12 pagesCase study on efficiency and availability issues in an AFBC boilerSelvakumar Palaniandavar100% (1)
- Turbine DCS and Field OperatorDocument3 pagesTurbine DCS and Field Operatortajshah283No ratings yet
- BCW PumpDocument11 pagesBCW PumpsprotkarNo ratings yet
- 210 MW Seal Oil SystemDocument6 pages210 MW Seal Oil Systemmag_ktps20021520No ratings yet
- Boiler NotesDocument34 pagesBoiler NotesRakesh Singh BhadoriyaNo ratings yet
- Superior Turbine Solutions rotor repair and machining servicesDocument26 pagesSuperior Turbine Solutions rotor repair and machining servicesramnadh803181100% (1)
- Advantages of hydrogen cooling in large generatorsDocument5 pagesAdvantages of hydrogen cooling in large generatorsUsMan ZaFarNo ratings yet
- Induced Draft Fan: Double Suction NDZV) With Sleeve BearingDocument6 pagesInduced Draft Fan: Double Suction NDZV) With Sleeve BearingSaurabh Barange0% (1)
- Top 50 Boiler Information Booster Question Answers - ASKPOWERPLANTDocument19 pagesTop 50 Boiler Information Booster Question Answers - ASKPOWERPLANTRaju MaityNo ratings yet
- Boiler Protection AND InterlocksDocument54 pagesBoiler Protection AND InterlocksSarah Frazier100% (1)
- Why Air Vent Should Be Closed Maintaining 2kg/cm 2 Drum Level Pressure at Starting of Boiler Operation?Document2 pagesWhy Air Vent Should Be Closed Maintaining 2kg/cm 2 Drum Level Pressure at Starting of Boiler Operation?Ashish KapoorNo ratings yet
- Metallurgy PresentationDocument67 pagesMetallurgy PresentationAshwani DograNo ratings yet
- Atmospheric Fluidised Bed Combustion BoilerDocument10 pagesAtmospheric Fluidised Bed Combustion BoilersushantNo ratings yet
- Commissioninng Procedure For Clean Air Flow Test Rev.01 PDFDocument11 pagesCommissioninng Procedure For Clean Air Flow Test Rev.01 PDFRAJKISHORE OJHA100% (1)
- Successful Commissioning of An AFBC BoilerDocument72 pagesSuccessful Commissioning of An AFBC Boilerparthi20065768No ratings yet
- Cold-Start Up of Coal Fired PowerplantsDocument6 pagesCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNo ratings yet
- 02.case Study On Boiler Tube Failure at JPLDocument8 pages02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84No ratings yet
- 3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDocument15 pages3 APH PERFORMANCE in NTPC STATIONS AjaySharmaDSGNo ratings yet
- An Overview of CFBC Boiler: By-Mukesh JhaDocument88 pagesAn Overview of CFBC Boiler: By-Mukesh Jhabalaji krishnan100% (2)
- Combustion Optimization Study Improves Boiler PerformanceDocument44 pagesCombustion Optimization Study Improves Boiler Performancekarikalcholan m100% (1)
- 500mw Boiler Operating InstructionsDocument8 pages500mw Boiler Operating InstructionsRavindrababu Banothu100% (1)
- History and Types of Air Pre-HeatersDocument46 pagesHistory and Types of Air Pre-HeatersVishnu PrasadNo ratings yet
- AD353 106r3Document3 pagesAD353 106r3yash1239No ratings yet
- Siemens Boiler Control OverviewDocument12 pagesSiemens Boiler Control OverviewAnonymous zMWvcTNo ratings yet
- CAS-GEC04 Module11 Food-SecurityDocument6 pagesCAS-GEC04 Module11 Food-SecurityPermalino Borja Rose AnneNo ratings yet
- Marine Engineering 1921Document908 pagesMarine Engineering 1921Samuel Sneddon-Nelmes0% (1)
- QueriesDocument50 pagesQueriesBajji RajinishNo ratings yet
- Energy AnalysisDocument30 pagesEnergy Analysisca275000No ratings yet
- Built - in BeamsDocument23 pagesBuilt - in BeamsMalingha SamuelNo ratings yet
- Hyper-Threading Technology Architecture and Microarchitecture - SummaryDocument4 pagesHyper-Threading Technology Architecture and Microarchitecture - SummaryMuhammad UsmanNo ratings yet
- ABP - IO Implementing - Domain - Driven - DesignDocument109 pagesABP - IO Implementing - Domain - Driven - DesignddoruNo ratings yet
- Non Circumvention Non Disclosure Agreement (TERENCE) SGDocument7 pagesNon Circumvention Non Disclosure Agreement (TERENCE) SGLin ChrisNo ratings yet
- Movement and Position: Question Paper 4Document14 pagesMovement and Position: Question Paper 4SlaheddineNo ratings yet
- Portfolio Artifact Entry Form - Ostp Standard 3Document1 pagePortfolio Artifact Entry Form - Ostp Standard 3api-253007574No ratings yet
- DECA IMP GuidelinesDocument6 pagesDECA IMP GuidelinesVuNguyen313No ratings yet
- DLP in Health 4Document15 pagesDLP in Health 4Nina Claire Bustamante100% (1)
- AATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsDocument3 pagesAATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsAdrian CNo ratings yet
- Decision Maths 1 AlgorithmsDocument7 pagesDecision Maths 1 AlgorithmsNurul HafiqahNo ratings yet
- NLL - Elementary - Coursebook 2019 PDFDocument24 pagesNLL - Elementary - Coursebook 2019 PDFgilmolto100% (1)
- Manual Analizador Fluoruro HachDocument92 pagesManual Analizador Fluoruro HachAitor de IsusiNo ratings yet
- FS2004 - The Aircraft - CFG FileDocument5 pagesFS2004 - The Aircraft - CFG FiletumbNo ratings yet
- 2023-Physics-Informed Radial Basis Network (PIRBN) A LocalDocument41 pages2023-Physics-Informed Radial Basis Network (PIRBN) A LocalmaycvcNo ratings yet
- LM1011 Global ReverseLogDocument4 pagesLM1011 Global ReverseLogJustinus HerdianNo ratings yet
- GlastonburyDocument4 pagesGlastonburyfatimazahrarahmani02No ratings yet
- Leaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeDocument6 pagesLeaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeAnonymous iTNFz0a0No ratings yet
- Ujian Madrasah Kelas VIDocument6 pagesUjian Madrasah Kelas VIrahniez faurizkaNo ratings yet
- 2014 mlc703 AssignmentDocument6 pages2014 mlc703 AssignmentToral ShahNo ratings yet
- GLF550 Normal ChecklistDocument5 pagesGLF550 Normal ChecklistPetar RadovićNo ratings yet
- Insider Threat ManagementDocument48 pagesInsider Threat ManagementPatricia LehmanNo ratings yet
- How Psychology Has Changed Over TimeDocument2 pagesHow Psychology Has Changed Over TimeMaedot HaddisNo ratings yet
- 4 Wheel ThunderDocument9 pages4 Wheel ThunderOlga Lucia Zapata SavaresseNo ratings yet
- New Education Policy 2019Document55 pagesNew Education Policy 2019Aakarshanam VenturesNo ratings yet