Professional Documents
Culture Documents
Aravind Final Papaer For I CA Final On16.08
Uploaded by
Aravind BalajiOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Aravind Final Papaer For I CA Final On16.08
Uploaded by
Aravind BalajiCopyright:
Available Formats
ELECTRIC DISCHARGE MACHINING- A REVIEW
Harish Muthuswamy 1 S.Aravindha Balaji2 #1
Department of Mechanical engineering, PSG College of technology, Tamilnadu,India. #2 Department of Mechanical engineering, PSG College of technology, Tamilnadu,India
Abstract
Electrical discharge machining (EDM) is a well- established machining operation for manufacturing geometrically complex or hard material parts that are extremely difficult-to-machine by conventional machining processes. The non-contact machining technique has been continuously evolving from a mere tool and die making process to a micro-scale application machining alternative attracting a significant amount of research interests. In recent years, EDM researchers have explored a number of ways to improve the sparking efficiency including some unique experimental concepts that depart from the EDM traditional sparking phenomenon. Despite a range of different approaches, this shares the same objectives of achieving more efficient metal removal coupled with a reduction in tool wear and improved surface quality. This paper reviews the research work carried out from the inception to the development of EDM within the past decade. It reports on the EDM research relating to improving performance measures, optimizing the process variables, monitoring and control the sparking process, simplifying the electrode design and manufacture. A range of EDM applications are highlighted together with the development of hybrid machining processes. The final part of the paper discusses these developments and outlines the trends for future EDM research. It also review the ultrasonic assisted EDM process with its advancement in particular has its context. Keywords: Electrical discharge machining (EDM) 1.0Introduction Electrical discharge machining (EDM) is one of the most extensively used non-conventional material removal processes. Its unique feature of using thermal energy to machine electrically conductive parts regardless of hardness has been its distinctive advantage in the manufacture of mould, die, automotive, aerospace and surgical components. In addition, EDM does not make direct contact between the electrode and the work piece eliminating mechanical stresses, chatter and vibration problems during machining. Today, an electrode as small as 0.1 mm can be used to drill holes into curved surfaces at steep angles. The basis of EDM can be traced as far back as 1770 when English chemist Joseph Priestly discovered the erosive effect of electrical discharges or sparks . However, it was only in 1943 at the Moscow University where Lazarenko and Lazarenko exploited the destructive properties of electrical discharges for constructive use. They developed a controlled process of machining difficult-tomachine metals by vapourising material from the surface of metal. The Lazarenko EDM system used resistancecapacitance type of power supply, which was widely used at the EDM machine in the1950s and later served as the model for successive development in EDM . There have been similar claims made at about the same time when three American employees came up with the notion of using electrical charges to remove broken taps and drills from hydraulic valves. Their work became the basis for the vacuum tube EDM machine and an electronic-circuit servo system that
automatically provided the proper electrode-towork piece spacing (spark gap) for sparking, without the electrode con1288 tacting the work piece. It was only in the 1980s with the advent of computer numerical control (CNC) in EDM that brought about tremendous advances in improving the efficiency of the machining operation. CNC has facilitated total EDM, which implied an automatic and unattended machining from inserting the electrodes in the tool changer to a finished polished cavity or cavities. These growing merits of EDM have since then been intensely sought by the manufacturing industries yielding enormous economic benefits and generating keen research interests. This provides a review on the various research paper activities carried out in the past decade involving the EDM process. Although the technique of material erosion employed in EDM is still arguable the widely accepted principle of the process based on thermal conduction is presented as a process overview together with the applications. The core of the paper identifies the major EDM academic research area with the headings of EDM performance measures, EDM operating parameters along with electrode design and manufacture. The final part of the paper discusses these topics and suggests future direction for the EDM research.
material at the surface of each pole. When the pulsating direct current supply occurring at the rate of approximately 20,00030,000 Hz is turned off, the plasma channel breaks down. This causes a sudden reduction in the temperature allowing the circulating dielectric fluid to implore the plasma channel and flush the molten material from the pole surfaces in the form of microscopic debris. This process of melting and evaporating material from the workpiece surface is in complete contrast to the conventional machining processes, as chips are not mechanically produced. The volume of material removed per discharge is typically in the range of 10_610_4 mm3 and the material removal rate (MRR) is usually between 2 and 400 mm3/min.depending on specific application.Since the shaped electrode defines the area in which the spark erosion will occur, the accuracy of the part produced after EDM is fairly high. After all, EDM is a reproductive shaping process in which the form of the electrode is mirrored in the workpiece . 2.2 EDM variations A number of EDM variations based on this basic configuration have emerged in the industry to cope with the machining of exotic materials or super hard metal alloys used exclusively in the manufacture of aeronautical and aerospace parts. Wire-cut EDM (WEDM) is one of the most favorable variants owing to its ability to machine conductive, exotic and high strength and temperature resistive (HSTR) materials with the scope of generating intricate shapes and profiles .It uses a thin continuously travelling wire feeding through the workpiece by a microprocessor eliminating the need for elaborate preshaped electrodes, which are required in the EDM. There is widespread academic and industrial interest in the development and use of hybrid machining process (HMP) involving high-speed machining (HSM), grinding, EDM and laser beam machining (LBM) It utilizes both conventional and unconventional material
2.0 EDM
This section provides the basic fundamentals of the EDM process and the variations of process combining other material removal methods. 2.1EDM process The material erosion mechanism primarily makes use of electrical energy and turns it into thermal energy through a series of discrete electrical discharges occurring between the electrode and workpiece immersed in a dielectric fluid .The thermal energy generates a channel of plasma between the cathode and node at a temperature in the range of 8000 to 12,000 or as high as 20,000c initialising a substantial amount of heating and melting of
removal processes making use of the combined advantages and limiting the adverse effects when applied individually. Several studies on the combined machining technology of ultrasonic machining (USM) and EDM have been carried out. Other more specialized variations include electrical discharge texturing (EDT) used for the texturing of cold rolled steel and aluminum sheets and electrical discharge grinding (EDG) used for the manufacture of polycrystalline diamond cutting tools. EDG has also been applied in the automatic removal of cusps and fitting of a pair of dies. 2.3 EDM applications This section discusses some of the applications of EDM commonly found in the industry. It also includes other experimental interests providing a feasible expansion of EDM applications. 2.3.1. Heat-treated materials In some applications, EDM has replaced traditional machining processes such as the milling of heat-treated tool steels. Milled material has to be within an acceptable hardness range of less than 3035 HRC with ordinary cutting tools. However, EDM allows tool steels to be treated to full hardness before machining, avoiding the problems of dimensional variability, which are characteristic of post-treatment. Since EDM does not induce mechanical stresses during machining, it provides an additional advantage in the manufacture of intricate products. Weng and Her carried out several successful experiments involving an electrode of 50 m diameter and a multi-electrode for the batch production of micro-parts. The proposed method significantly reduces the production time and costs of fabricating both the electrodes and parts. 2.3.2. Micro-EDM The recent trend in reducing the size of products has given micro-EDM a significant amount of research attention. Micro-EDM is capable of machining not only micro-holes and micro-shafts as small as 5 m in diameter but
also complex three-dimensional (3D) microcavities. This is unlike mechanical drilling, which can produce holes just up to 70 m, or the micro-fabrication process such as laser machining, which can only create holes of 40 m. Masuzawa et al. also made several successful attempts producing micro-parts such as micro-pins, micro-nozzles and micro-cavities using micro-EDM. In addition, a feasibility study of applying micro-EDM as an alternative method for producing photo-masks used in the integrated circuit (IC) industry has been conducted. Other applications include the general interest in developing trajectory EDM to solve the machining problems of water-cooling channels used in moulds or manifolds. Ishida and Takeuchi recently proposed a trajectory EDM technique facilitating the electrode to move along a smooth trajectory, while performing EDM eliminating the conventional drilling or boring operation required. Other attempts have also been made on trajectory EDM but special apparatus or complex control mechanism is needed to develop the trajectory motion of electrode. 2.3.3. Ceramic The EDM of advanced ceramics has been widely accepted by the metal cutting industry owing to the competitive machining costs and features. There are different grades of engineering ceramics, which Konig et al. classified as nonconductor, natural-conductor and conductor (a result of doping non-conductors with conductive elements). Sanchez et al. provided a literature survey on the EDM of advanced ceramics, which have been commonly machined by USM and LBM. In the same paper, they proved the feasibility of machining boron carbide (B4C) and silicon infiltrated silicon carbide (SiSiC) using EDM and WEDM. A machining process combining USM and EDM was also experimented to enhance the dielectric circulation in the spark gap, when machining engineering ceramics with significant
improvement in the performance measures and reduction in the thickness of the white layer. In recent years, the use of EDM for ceramics has overcome the technological limitation of the process requiring the electrical resistance of material with threshold values of approximately 100 or 300 /cm. Mohri et al. brought a new perspective to this traditional EDM phenomenon by using an assisting electrode facilitating the sparking of insulating ceramics. Both EDM and WEDM have been successfully tested for diffusing conductive particles from assisting electrodes onto the surface of Sialon ceramics or silicon nitride (Si3N4). Other types of insulating ceramics materials including oxide ceramics such as zirconia (ZrO2) and alumina (Al2O3), which have very limiting electrical conductive properties have also been examined based on the same technique. On the other hand, Matsuo and Oshima investigated the EDM of ZrO2 and Al2O3 by doping with carbide (NbC or TiC), thereby increasing the electrical conductivity of the materials. 2.3.4. Modern composite materials The development of different modern composite materials in the last decade has led to an expansion of EDM applications. Yan et al. surveyed the various machining processes performed on metal matrix composites(MMC) and experimented with the machining of Al2O3/6061Al composite using rotary EDM coupled with a disc-like electrode. The feasibility of machining ceramicmetal composite steel plate coated with WCCo (tungsten carbidecobalt) using plasma spraying was also examined. The coating of WCCo onto parts by means of plasma spraying is used extensively in the automobile and aerospace industry to prevent erosion and wear. Muller and Monaghan compared the EDM of particle reinforced metal matrix composite (PRMMC) with other non-conventional machining processes such as LBM and abrasive water jet
(AWJ). It was found that EDM was suitable for machining PRMMC with a relatively small amount of sub-surface damage but the MRR was very slow.
3.0.Major areas of EDM research
In this section, the authors have arranged the research areas in EDM under three major headings. The first relates to machining performance measures such as material removal, tool wear and surface quality (SQ) and also surveys them. The second area describes the effects of process parameters including electrical and non-electrical variables, which are required to optimize the stochastic nature of the sparking process on the performance measures. Finally, research concerning the design and manufacture of electrodes is reported. 3.1.EDM performance measures A significant number of papers have been focused on ways of yielding optimal EDM performance measures of high MRR, low tool wear rate (TWR) and satisfactory SQ. This section provides a study into each of the performance measures and the methods for their improvement. 3.2. Material removal 3.2.1. Material removal mechanism Several researches have explained the material removal mechanism (MRM) in terms of the migration of material elements between the work piece and electrode. Soni and Chakraverti The EDM had showed an appreciable amount of elements diffusing from the electrode to the work piece and vice versa. These elements are transported in solid, liquid or gaseous state and alloyed with the contacting surface by undergoing a solid, molten or gaseous-phase reaction. The types of eroded electrode and work piece elements together with the disintegrated products of dielectric fluid significantly affect the MRM relating to the three phases of sparking, namely breakdown, discharge and erosion . In addition, reversing the polarity of sparking alters the material
removal phenomenon with an appreciable amount of electrode material depositing on the work piece surface. Other ways of explaining the MRM have also been reported by different authors. Singh and Ghosh showed that the electrostatic forces and stress distribution acting on the cathode electrode were the major causes of metal removal for short pulses. Gadalla and Tsai attributed the material removal of WCCo composite to the melting and evaporation of disintegrated. Co followed by the dislodging of WC gains, which have a lower electrical conductivity. However, Lee and Lau argued that thermal spalling also contributes to the MRM during the sparking of composite ceramics due to the physical and mechanical properties promoting abrupt temperature gradients from normal melting and evaporation. 3.2.2Methods of improving material removal rate: The application of CNC to EDM has helped to explore the possibility of using alternative types of tooling to improve the MRR. EDM commonly employs 3D profile electrodes, which are costly and time-consuming to manufacture for the sparking process. However, experimental work has been performed with a frame electrode.Generating linear and circular swept surfaces by means of controlling the electrode axial motion. A similar machining technique using a wire frame electrode was conducted to compare the time taken to machine a cubic cavity using a 3D solid electrode. These techniques eliminate the need to utilise the 3D electrode to perform the roughing operation by replacing the simple electrode to remove unwanted material in a complete block improving the machining efficiency and MRR. EDM has further exploited the capability of CNC in providing multi-axis movements for simple electrodes producing complex 3D shape parts. Several authors successfully experimented and investigated themachining characteristics of
contour machining with simple cylindrical electrodes. Bleys et al. referred the novel machining technique to milling EDM (MEDM), which eliminates the need of producing and storing various types of 3D electrodes for different kinds of work piece shapes. Wong and Noble introduced more complex motions to the cylindrical electrode by using a micro-computer controlled XY table. Another promising MRR improvement technique has also been made recently by modifying the basic principle of EDM, which only delivers single discharge for each electrical pulse. Kunieda and Muto experimented a multielectrode discharging system delivering additional discharge simultaneously from a corresponding electrode connected serially. The design of electrode was based on the Mohri et al. concept of dividing an electrode into multiple electrodes, which are electrically insulated. The TWR and energy efficiency were claimed to be better than the conventional EDM without any significant difference in the surface roughness (SR). An oxygen assisted EDM system, which greatly improves the MRR was tested also by supplying oxygen into the discharge gap. 3.3 Tool wear 3.3.1. Tool wear process The tool wear process (TWP) is quite similar to the MRM as the tool and work piece are considered as a set of electrodes in EDM. Mohri et al. claimed that tool wear is affected by the precipitation of carbon from the hydrocarbon dielectric onto the electrode surface during sparking. They also argued that the rapid wear on the electrode edge was due to the failure of carbon to precipitate at difficult-to-reach regions of the electrode. From this simple understanding of TWP, some useful applications exploiting both the advantages and disadvantages of electrode wear have been developed. Marafona and Wykes introduced a wear inhibitor carbon layer
on the electrode surface by adjusting the settings of the process parameters prior to normal EDM conditions. Although the thickness of the carbon inhibitor layer made a significant improvement on the TWR, it has little effect on the MRR. On the other hand, for applications requiring material accretion, a large pulse current is encouraged to increase electrode wear implanting electrodematerial onto the work piece. 3.3.2. Methods of improving tool wear rate The orbiting of the electrode relative to the work piece is the most common machining strategy of compensating the tool wear. It involves the electrode making a planetary motion producing an effective flushing action, which improves the part accuracy and process efficiency. The orbiting technique also reduces the number of different electrodes required for initial roughing and final finishing operations. In order to optimize the electrode trajectory in realtime, a computer integrated planetary machining strategy based on continuous adaptation of machining parameters was developed. Similar tool wear compensation strategies have also been applied to MEDM, which is commonly executed in thin layers using simple cylindrical or tubular electrodes. Yu et al. introduced a uniform tool wear machining method compensating the longitudinal tool wear by applying an overlapping to-and-fro machining motion. Bleys et al. initially evaluated the reduction of tool length based on pulse analysis and subsequently compensated the tool wear by controlling the machining downward feeding movement in real-time. Other authors derived the measurement of tool wear from the study of pulse characteristics based on discharge voltage fall time. On the other hand, Kunieda et al. reducedthe tool wear ratio by performing MEDM using high velocity gas as the dielectric medium. The different methods of simulating the EDM process also provide a good
opportunity of understanding compensating the tool wear.
and
Dauw developed a geometrical simulation of EDM illustrating the development of tool wear and part geometry. It is also considered as an off-line process planning technique as the simulation algorithm is largely based on MRR, TWR and spark gap. However, the simulation of discharge location and spark gap, which are dependent on the distribution of debris concentration, was reported to yield a more realistic representation of the sparking phenomenon. Other methods include a reverse simulation of EDM obtaining the shape of the electrode based on the desired work piece shape. 3.4. Surface quality 3.4.1. Surface quality analysis The electrical discharge machined (EDMed) surface is made up of three distinctive layers consisting of white layer/recast layer, heat affected zone (HAZ) and unaffected parent metal & Lim et al. provided a review on the metallurgy of EDMed surface, which is dependent on the solidification behavior of molten metal after the discharge cessation and subsequent phase transformation. The thickness of the recast layer formed on the work piece surface and the level of thermal damage suffered by the electrode can be determined by analyzing the growth of the plasma channel during sparking .Since the white layer is the topmost layer exposed to the environment, it exerts a great influence on the surface properties of the work piece. Several authors discovered the presence of micro-cracks and high tensile residual stresses on the EDMed surface caused by the high temperature gradient .The adverse effect of discharge energy also provided some insights on the fatigue strength of the work piece, which propagates from the multiple surface imperfections within the recast layer.In addition, the EDMed surface has a relatively
high micro-hardness, which can be explained by the emigration of carbon from the oil dielectrics to the workpiece surface forming iron carbides in the white layer. The concentration of carbides, both as surface layer on the workpiece and as fine powder debris, is dependent on the frequency and polarity of the applied current together with other processing parameters such as pulse shape, gap spacing and dielectrics temperature. However, Thomson argued that the pulse duration and type of electrode material under a paraffin dielectric has little effect on the amount of carbon contamination. Thomson also suggested that the number and size of microcracks increase with pulse duration when machining with copper electrode. 3.5. Methods of improving surface quality (i) Surface alloying: The surface alloying method using the composite electrode to improve the surface properties of the workpiece has been reported by a number of authors. The composite electrode is also referred to as the green compact, sintered or powder metallurgy (PM) electrode. It has low thermal conductivity allowing the composite material to disintegrate from the electrode and alloy onto the work piece surface producing less cracks, high corrosion and wear resistance. Simao et al. provided a review on the PM electrode and dentified the effect of various operating parameters on achieving the desired work piece surface characteristics. (ii) Ball burnish machining: In addition, the feasibility studies of using EDM with ball burnish machining (BEDM) have been experimented to improve the work piece surface integrity. BEDM uses hard smooth balls attached to the electrode to form a plastic deformation layer on the workpiece surface during sparking yielding a hardened and modified surface micro-structure. It also improves the corrosion resistance, fatigue strength and SR of the work piece surface. The
influence of process parameters on obtaining optimal MRR, TWR and SR using BEDM was studied by some authors .Yan et al. applied rotary motion to BEDM which further improves the MRR and SR when compared to conventional EDM. (iii) Powder addictives: Lately, powders are suspended in the dielectric fluid as another means of improving the surface properties. The powder particles facilitate the ignition process by creating a higher charge probability and lowering the breakdown strength of the insulating dielectric fluid. As a result, it increases the MRR, reduces the TWR and improves the sparking efficiency producing a strong corrosion resistant EDMed surface. Moreover, the presence of powders in the dielectric fluid increases the micro-hardness and reduces the micro-cracks on the EDMed surface due to a reduction of losing alloying elements residing onto the work piece. Luo reported an improvement in machining stability and discharge transitivity during EDM due to a decline in arcing frequency contributed by the even distribution of gap debris. (iv) Surface finish simulation: In the past few decades, a few EDM modeling tools correlating the process variables and surface finish have been developed. Tsai and Wang established several surface finish models based on various neural-networks taking the effects of electrode polarity into account. They subsequently developed a semi-empirical model, which is dependent on the thermal, physical and electrical properties of the work piece and electrode together with pertinent process parameters. It was noted that the later model produces a more reliable surface finish prediction for a given work under different process conditions. Jeswani et al. studied the effects of work piece and electrode materials on SR and suggested an empirical model, which focused solely on pulse energy, whereas Zhang et al. proposed an empirical model, built on both peak current and pulse duration, for the machining of ceramics. It
was realized that the discharge current has a greater effect on the MRR while the pulse-on time has more influence on the SR and white layer. 4.0 EDM process parameters This section focuses on the effects of process parameters such as electrical and non-electrical parameters on the various performance measures. 4.1. Effect of electrical parameters The stochastic thermal nature of the EDM process makes it difficult to explain experimentally all the effects of electrical parameters on the individual performance measures. Thus, this section describes research in the areas of optimization, monitoring and control of the various electrical parameters on the performance measures. 4.2 Parameter optimisation Traditionally, the selection of the most favorable process parameters was based on experience or handbook values, which produced inconsistent machining performance. However, the optimization of parameters now relies on process analysis to identify the effect of operating variables on achieving the desired machining characteristics. Lin et al. employed grey relational analysis for solving the complicated interrelationships between process parameters and the multiple performance measures of the EDM process. Other works have applied the Taguchi approach to analyses and design the ideal EDM process. Marafona and Wykes used the Taguchi method to improve the TWR by introducing high carbon content to the electrode prior to the normal sparking process. Lin et al. employed it with a set of fuzzy logic to optimize the process parameters taking the various performance measures into consideration. Tzeng and Chen optimized the high-speed EDM process by making use of dynamic signal-to-noise (S/N) ratio to classify the process variables into input
signal, control and noise factors generating a dynamic range of output responses. 5.0. Process monitoring and control (i) Pulse parameters: The real-time monitoring and control of EDM process has often been built on the identification of different pulses. EDM pulses can be classified into open, spark, arc, off or short pulses, which are dependent on the ignition delay time, and have a direct influence on the MRR, SR and accuracy of the part. Therefore, the recognition and classification of the different pulses provide a viable option of monitoring and controlling the sparking process by measuring the related gap voltage and current. Kao and Tarng proposed a neutralnetwork method, while Liu and Tarng suggested an abductive network method of classifying and regulating the EDM pulses occurring at varying machining conditions. Weck and Dehmer studied the effect of different pulses on MRR together with TWR and developed an adaptive gap controller, which reduces the number of undesirable pulses. (ii) Time domain: However, several authors argued that the gap voltage is not a good indicator of the dynamic responses taking place at the spark gap largely due to the high frequency (HF) noise component. These authors instead suggested monitoring the time ratio of transient arc measured by the pulse-on time, which shows the trend towards undesirable arcing. Yu et al. also studied the time domain of different pulses and presented a wavelet transform serving as an input signal for an online monitoring and control systems. Wang et al. measured the various transient pulses and regulated the cycle time of periodical retraction (auto-jumping) of electrode avoiding arcing damage and machining instability during sparking process. A self-tuning regulator for an EDM servo control system, which directly adjusts the servo feed rate based on the discharge time ratios from the gap has also been reported.
(iii) Fuzzy logic: The application of fuzzy logic to the adaptive control system provides a reliable pulse discriminating role during the EDM process. Several authors claimed that the fuzzy logic control implements a control strategy that is adopted by a skilled operator to maintain the desired machining process. Tarng et al suggested a fuzzy pulse discriminator established on the linguistic rules acquired from the knowledge of experts and expressed mathematically through the theory of fuzzy sets. However, the definition of membership functions for each fuzzy set is not straight forward and is based on exploratory means to classify various discharge pulses. Tarng and Jang shortly proposed the use of genetic algorithms (GAs) to synthesize the required membership functions automatically. (iv) Radio frequency: In addition, the emitted radio frequency (RF) or HF signal generated during EDM has been used to monitor and control the sparking process. Bhattacharyya and El-Menshawy developed an RF monitoring system providing a pulse control to the machine power generator by examining the RF signal created from the spark gap. The RF monitoring system detects any drop in the intensity of signals to a threshold value whenever the discharge changes from sparking to arcing. Rajurkar and Wang provided a good review on the research and development of advanced monitoring and control systems. 6.0. Effect of non-electrical parameters Besides electrical parameters, non-electrical parameters such as the flushing of dielectric fluid together with the rotational movement of the work piece and electrode also play a critical role in delivering optimal performance measures. This section discusses the effects of non-electrical parameters on the various performance measures . 6.1 Flushing of dielectric fluid The flushing of the dielectric during the sparking process has an adverse effect on the EDM
performance measures. Lonardo and Bruzzone revealed that flushing during the roughing operation affected the MRR and TWR, while in the finishing operation, it influenced the SR. The flushing rate also influences the crack density and recast layer, which can be minimized by obtaining an optimal flushing rate. In addition, the different properties of the dielectric fluid also play a vital role in flushing away the debris from the machining gap. Tool wear and MRR are dependent on the breakdown resistance, conductivity, viscosity, flash point, health and safety factors of dielectric fluids. The possibility of using water instead of kerosene as the working fluid for micro-EDM has been experimented. The result revealed a high MRR and low TWR without any metal carbides forming on the workpiece surface. Benedict broadly classified the most common flushing methods delivered under constant pressure into five main categories. The dielectrics can be delivered down or up through the electrode, by means of vacuum flow, vibration or jet flushing. A dynamic jet flushing with moving nozzles that sweep along the parking gap providing an even distribution of debris concentration has been reported recently. Other alternative ways of improving the flushing condition involve making relative motion between tool and work piece. These include making an electrode planetary movement at the lateral gap allowing dielectrics to flow in from one side and leave at the other side of work piece Several authors applied magnetic fields to transport magnetic debris through the gap while, others used controlled forced vibration to evacuate debris effectively from the sparking gap. The application of ultrasonic vibration on both electrodes facilitating an induced flushing within the gap has also been evaluated. 6.2. Rotating the work piece Besides the flushing of the dielectric, the techniques of applying rotational motion to the
sparking process also affect the EDM performance. Guu and Hocheng provided a work piece rotary motion to improve the circulation of the dielectric fluid in the spark gap and temperature distribution of the work piece yielding better MRR and SR. On the other hand, Kunieda and Masuzawa proposed a horizontal EDM (HEDM) process in which the main machining axis is horizontal instead of the conventional vertical axis. The change in the basic construction in addition to the rotary motion of the work piece offered an accessible evacuation of debris improving the erosion efficiency and accuracy of the sparking process. HEDM has also been experimented in the micro-machining of small parts. Moreover, an electrode fabrication system using wire electro-discharge grinding (WEDG) was installed in these prototype machines making it possible to fabricate the complex micro-electrode at the same machine and maintain the concentricity of the parts produced. 6.3. Rotating the electrode Similarly, the rotary motion has been introduced to the electrode to improve the performance measures of the EDM process. It serves as an effective gap flushing technique, which significantly improves the MRR and SR. The same alloying effect of migrating material elements from the work piece and tool is also observed, in relation to the morphology, chemical composition and size distribution of debris, when using rotating electrodes .Soni and Chakraverti compared the various performance measures of rotating electrode with the stationary electrode. The results showed an improvement in MRR due to the better flushing action and sparking efficiency with little tool wear but the SR was high. On the other hand, Enache et al. studied the effects of the controlled force vibration introduced to the electrode on the various performance measures. It was found that the vibratory motion yields comparable effects as the rotary motion of electrode improving the MRR, enhancing the SQ
of work piece and increasing the stability of machining process.
7.0 Electrode design and manufacture
This topic describes the different computeraided systems that have been experimentally implemented in the design of the electrode. The major research interest in the production of electrodes using the rapid prototyping technique is also included in the section. 7.1 Computer assisted electrode design The design and manufacture of an electrode has progressed along with the technological advancement made in the various computeraided systems. A CAD system is capable of creating the electrode and holder designs from the work piece 3D geometry and identifying any undesirable sharp corners on the designs, which are difficult to produce, by measuring the surface angle along the edges. The recent development in CAD/CAM systems and communications controls has also provided a thorough integration towards the design and manufacture of electrodes by selecting essential machining parameters prior to the machining operation. A computer- aided process planning (CAPP) system for electrode design has also been built using feature-based work piece description. In view of the growing concern for green manufacturing, Yeo and New developed an environment-friendly process planning system using a multi-objective analysis for the EDM process. The system takes both the environment impact, such as process energy and waste and traditional manufacturing measures, such as production rate and quality, into account when performing the process planning. DeVries et al. suggested the integration of EDM within the computer integrated manufacturing (CIM) environment. However, DeVries stated that the large inconsistencies in the way the EDM process parameters and generator settings were programmed have hindered the standardization and integration within the CIM environment.
7.2. Rapid tooling manufacture A number of research works have explored the application of rapid prototyping (RP) techniques in the production of electrode. The various routes of manufacturing the rapid tooling (RT) electrode are classified as either the direct or indirect approach. The direct manufacturing route uses a PR (positive/male) model, while the indirect route uses RP (negative/female) cavity as an immediate step to machine the RT electrode. The direct laser sintering of metal powders for the manufacture of the RT electrode, which is subsequently electrolysis copper and copper electroplated to improve the surface finish and conductivity of the sintered electrode has been studied . The performance of sintered copper electrodes is comparable to that of solid copper electrode but the dimensional accuracy of the former electrode during electroplating was inconsistent affecting the accuracy of the part produced. Yang and Leu experimented the indirect technique of generating mould cavities and RT electrodes by electroforming of RP masters. However, the thermal deformations caused by the removal of metal shell from RP master and backfilling of electroformed metal shell with molten metal are the major sources of inaccuracy in producing the RT electrode. Despite the unsatisfactory performance of the RT electrode, the potential of manufacturing it using RP technology can still be proven to be a viable option when a better understanding of the various failure modes is recognized. Arthur and Dickens [140] noted that the RT electrodes generate greater heat at higher MRR resulting in a combination of de-lamination, thinning and distortion of electrodes. They suggested measuring the thermal condition within the electrode so that the machining process could be optimized thereby improving the performance of PR electrode. On the other hand, Durr et al. studied the effects of porosity on the wear and erosion behavior of RT electrodes. They proposed a
subsequent treatment of RT electrodes by infiltration with silver containing brazing metal minimizing the porosity and improving the performance of the sintered electrode.
8. Future research on EDM:
The authors have classified the numerous EDM research interests referred in the paper into four different major areas. which is used in this section to discuss the various research areas and possible future research directions. 8.1 Optimising the process variables The EDM process has a very strong stochastic nature due to the complicated discharge mechanisms making it difficult to optimize the sparking process. The optimization of the process often involves relating the various process variables with the performance measures maximizing the MRR, while minimizing the TWR and yielding the desired SR. In several cases, S/N ratio together with the analysis of variance (ANOVA) techniques are used to measure the amount of deviation from the desired performance measures and identify the crucial process variables affecting the process responses. The process variables include not only the electrical but also non-electrical parameters, which have received quite a substantial amount of research interest., these research works explored new and different ways of delivering a more efficient and stabilized sparking process improving the commonly observed performance measures. In addition, the feasibility of manufacturing the electrode using the RP technique has been extensively studied to improve the performance of tools and sparking. Therefore, with the continuous research effort made in understanding the initialization and development of sparking process, the different means of optimizing the various process variables will continue to be a major area of further development reducing the stochastic sparking characteristic.
8.2. Monitoring and control of the process The monitoring and control of the EDM process are often based on the identification and regulation of adverse arcing occurring during the sparking process. Most of the approaches measure pulse and time domain parameters to differentiate the arc pulses from the rest of EDM pulses. The option of using emitted RF has also been experimented but generates very little research interest. As for the adaptive control system, it mainly relies on the application of fuzzy logic to maintain the machining process. The fuzzy logic provides a control strategy that is equivalent to the expertise and experience of a skilled operator.However, it is not easy to establish the pulse discriminating function, which is based on trail-and-error means of differentiating the various EDM pulses. Therefore, there is a need to develop a highly stable EDM servo control system either to improve the current machining performance or to meet the future needs of machining advanced materials Moreover, with the perpetual push towards unattended EDM operation, adaptive control system will continue to receive a definite amount of research attention. Such a move will in turn create considerable economic benefits for EDM in terms of training and operating costs. 8.3. Improving the performance measures A vast majority of research work have been concerned with the improvement made to the performance indices, such as MRR, TWR and SR. Much of this research has departed from the traditional sparking phenomenon yielding higher machining efficiency and better performance measures. This is partly due to the application of CNC to EDM facilitating the MRM and improving the tool wear compensation techniques. As a result, the potential of using simple tooling to generate complex 3D cavity without employing a costly 3D profile electrode was reported and mentioned above. Such a technique greatly benefits the EDM process by reducing the large proportion of cost and the time factor of
producing the electrode, which accounts for over 50% of the total machining cost in addition, the SQ of the EDMed part has been the main research focus generating a huge number of improvement methods varying from surface alloying and modification techniques to the addition of powder additives. Hence, a constant drive towards appreciating the MRM, TWP and metallurgy of the EDMed surface will continue to grow with the intention of offering a more effective means of improving the performance measures. Furthermore, the traditional EDM will gradually evolve towards MEDM by further manipulating the capability of CNC but the MRR will remain a prime concern in fulfilling the demand of machining part in a shorter lead time. 8.4. EDM developments The different advances made at the EDM machine have jointly progressed with the growing applications of EDM process. EDM has long been employed in the automotive, aerospace, mould, tool and die making industries. It has also made a significant inroad in the medical, optical, dental and jewellery industries, and in automotive and aerospace R&D areas .These applications demand stringent machining requirements, such as the machining of HSTR materials, which generate strong research interests and prompt EDM machine manufacturers to improve the machining characteristics. The authors have classified the EDM machine into the various physical characteristics which clearly distinguishes the different types of machine features affecting performance measures, machining capacity and auxiliary facilities of EDM machine. In addition, the short product development cycles and growing cost pressures have forced the die and mould making industries to increase the EDM efficiency .One of the unique options of improving the machining performance
involves the HMP combining EDM process with other material removal processes. The most popular and highly effective arrangement includes the USM delivering ultrasonic vibration to the electrode, which assists the sparking and flushing operations. However, Taylan et al. noted that the current trend in tool and die manufacturing is towards replacing the EDM process with new machining techniques such as HSM. HSM process is just as capable as the EDM process in machining hardened materials with 4060 HRC. Therefore, HMP involving EDM will continue to draw intense research interests seeking innovative ways of improving the machining performance and expanding the EDM applications. 9.0 GREEN EDM: The trend today is to develop a green EDM technology with high efficiency and low waste and pollution to protect the environment. Gas medium electrical discharge machining is a new technology proposed by Kunieda in 1997. EDM is achieved in gas medium instead of kerosene-based oil in this method, so that the pollution decreases greatly. The electrode erosion rate is very low if select appropriate gas medium and it is rarely affected by impulse-on time. But there are two major problems in this method: first it is not stable, and second it has a very low MRR compared to conventional EDM process. The number of studies in EDM in gas has followed but by modifying the parameters they were able to show only small improvements. In recent years, researchers have improved the process by assisting EDM with other unconventional process like ultrasonic machining and magnetic force.They showed significant results but creates environmental pollution. 10.UEDM Process: In ultrasonic vibration assisted gas EDM, the tool electrode is formed to be tubular, which vibrates with ultrasonic frequent and rotates
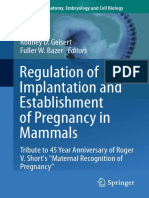
with axis synchronously, as shown in Fig 1.. The high pressure and velocity gas is supplied through the internal hole of the electrode and flow over the discharging gap, which can enhance the removal of molten and evaporated workpiece material. At the same time, it cools and solidifies the removed material and prevents them from adhering onto the surface of the tool electrode, Furthermore, during the pulse-off time, the gas with a high velocity blows off the plasma formed by the previous discharge guaranteeing the recovery of the dielectric strength of the gap, and deceases the temperature of the discharge spot on the tool electrode and the work piece due to heat transfer.
Fig. 1. The principle of UDEM in gas
This new technology is characterized of wide machining range and high efficiency. 11.0 MAGNETIC-FORCE ASSISTED EDM: In this process a magnetic force assisted device was attached to the standard EDM Machine, so EDM process and the magnetic force device operated synchronously. The dielectric fluid was cycled by a pump and delivered to the machining tank. The magnetic force assisted device would facilitate the debris expelling from the machining zone more easily and quickly. The setup is shown in the Fig 2.
Fig 4. Comparison of MRR in EDM and UDEM Fig 2. Magnetic Force Setup 12.0 RESULTS: The results from various papers shows that the MRR and surface finish has been greatly increased in assisted EDM processes compared to conventional EDM process. Fig 3 and 4 shows the result of MRR rate in magnetic assisted EDM and UDEM respectively. 13.0 CONCLUSSION: The introduction of EDM to the metal cutting has been a viable machining option of producing highly complex parts, independent of the mechanical properties of work piece material. This is by virtue of the capability of EDM to economically machine parts, which are difficult to be carried out by conventional material removal processes. With continuous improvement in the metal removal efficiency and the incorporation of numerical control, the viability of the EDM process in terms of the type of applications can be considerably extended. The basis of controlling the EDM process mostly relies on empirical methods largely due to the stochastic nature of the sparking phenomenon involving both electrical and non-electrical process parameters. The complicated interrelationship between the different optimized process parameters is therefore a major factor contributing to the overall machining efficiency. However, several means of improving the machining performance commonly measured in terms of MRR, TWR and SR have been made with an overwhelming research interest being paid to the metallurgical properties of EDMed part. Thus, the EDM process needs to be constantly revitalized to remain competitive in providing an essential and valuable role in the tool room
Fig 3 Comparison of MRR,REWR and SR between magnetic force assisted EDM and standard EDM.
manufacturing of part with difficult-to-machine materials and geometries. The recent researchs showed that the EDM process can be improved effectively not only by changing the parameters of the processes, but also by assisting the EDM with some other unconventional processes. 14.0 Acknowledgements The authors would like to acknowledge the support of PSG college of technology and mechanical department and also thank the online portal of science direct and international journal of machine tools and manufacturing for this state of the art research paper on EDM. 15.References [1] K.H. Ho, S.T. Newman, Electrical discharge machining and di- electric EDM an over view, international journal of machine tools for complex manufacturing November 2008(1299-1326). [2] E.I. Shobert, What happens in EDM, in: E.C. Jameson (Ed.), Electrical Discharge Machining: Tooling, Methods and Applications, Society of Manufacturing Engineers, Dearbern, Michigan,2009, pp. 34. [3] B.H. Yan, C.C. Wang, W.D. Liu, F.Y. Huang, Machining characteristics of Al2O3/6061Al composite using rotary EDM with a disk like electrode, Int. J. Adv. Manuf. Technol. 16 (5) (2000) .322333. [4] J. Simao, H.G. Lee, D.K. Aspinwall, R.C. Dewes, E.M. Aspinwall, Workpiece surface modification using electrical discharge machining, Int J. Mach. Tools Manuf. 43 (2) (2003) 121128. [5] S.M. Pandit, T.M. Mueller, Verification of online computer control of EDM by data dependent systems, J. Eng. Ind. 109 (2007) 109 121. [6] I. Ishida, Y. Takeuchi, L-shaped curved hole creation by means of electrical discharge machining and an electrode curved motion
generator, Int. J. Adv. Manuf. Technol. 19 (4) (2002) 260265. [7] E.C. Jameson, Description and development of electrical discharge machining (EDM), in: Electrical Discharge Machining, Society of Manufacturing Engineers, Dearbern, Michigan, 2001,p. 12. [8] I. Ishida, Y. Takeuchi, L-shaped curved hole creation by means of electrical discharge machining and an electrode curved motion generator, Int. J. Adv. Manuf. Technol. 19 (4) (2002) 260265. [9] K. Saito, T. Kishinami, H. Konno, M. Sato, H. Takeyama, Development of numerical contouring control electrical discharge machining (NCC-EDM), Ann. CIRP 35 (1) (2006) 117120. [10] I. Ishida, Y. Takeuchi, L-shaped curved hole creation by means of electrical discharge machining and an electrode curved motion generator, Int. J. Adv. Manuf. Technol. 19 (4) (2002) 260265. [11] H.C. Tsai, B.H. Yan, F.Y. Huang, EDM performance of Cr/Cu based composite electrodes, Int. J. Mach. Tools Manuf. 43 (3) (2003) 245252. [12] E.I. Shobert, What happens in EDM, in: E.C. Jameson (Ed.), Electrical Discharge Machining: Tooling, Methods and Applications, Society of Manufacturing Engineers, Dearbern, Michigan, 2003, pp. 34. [13]G. Boothroyd, A.K. Winston, Nonconventional machining processes, in: Fundamentals of Machining and Machine Tools, Marcel Dekker, Inc, New York, 2009, p. 491. [14] J.A. McGeough, Electrodischarge machining, in: Advanced Methods of Machining, Chapman & Hall, London, 208, p. 130.
[15] S.F. Krar, A.F. Check, Electrical discharge machining, in: Technology of Machine Tools, Glencoe/McGraw-Hill, New York, 2007, p. 800. [16] W. Konig, D.F. Dauw, G. Levy, U. Panten, EDMfuture steps towards the machining of ceramics, Ann. CIRP 37 (2) (2006) 623631. [17] A.B. Puri, B. Bhattacharyya, An analysis and optimisation of the geometrical inaccuracy due to wire lag phenomenon in WEDM, Int. J. Mach. Tools Manuf. 43 (2) (2003) 151159. [18] D.K. Aspinwall, R.C. Dewes, J.M. Burrows, M.A. Paul, Hybrid high speed machining (HSM): system design and experimental results for grinding/HSM and EDM/HSM, Ann. CIRP 50 (1) (2001) 145148. [19] Z.X. Jia, J.H. Zhang, X. Ai, Study on a new kind of combined machining technology of ultrasonic machining and electrical discharge machining, Int. J. Mach. Tools Manuf. 37 (2) (2007) 193197. [20] D. Kremer, C. Lhiaubet, A. Moisan, A study of the effect of synchronizing ultrasonic vibrations with pulses in EDM, Ann. CIRP 40 (1) (2001) 211214. [21] D. Kremer, J.L. Lebrun, B. Hosari, A. Moisan, Effects of ultrasonic vibrations on the performances in EDM, Ann. CIRP 38 (1) (1999) 199202. [22] D.K. Aspinwall, M.L.H. Wise, K.J. Stout, T.H.A. Goh, F.L. Zhao, M.F. El-Menshawy, Electrical discharge texturing, Int. J. Mach. Tools Manuf. 32 (1/2) (2002) 183193. [23] J. Kozak, K.P. Rajurkar, S.Z. Wang, Material removal in EDWM of PCD blanks, J. Eng. Ind. (Trans. ASME) 116 (3) (2004)363369. [24] K. Furutani, N. Mohri, N. Saito, H. Takezawa, T. Shin, M. Higashi,Simultaneous finishing a pair of dies by electrical discharge
grinding, in: Rapid Product Development, Chapman & Hall, in association with Japan Society for Precision Engineering, London, 2007, pp. 263272. [25] M. Bayramoglu, A.W. Duffill, Systematic investigation on the use of cylindrical tools for the production of 3D complex shapes on CNC EDM machines, Int. J. Mach. Tools Manuf. 34 (3) (1999) 327339. [26] A. Arthur, P.M. Dickens, R.C. Cobb, Using rapid prototyping to produce electrical discharge machining electrodes, Rapid Prototyping J. 2 (1) (1996) 412. [27] F.T. Weng, M.G. Her, Study of the batch production of microparts using the EDM process, Int. J. Adv. Manuf. Technol. 19.(4) (2002) 266270. [28] K.P. Rajurkar, Z.Y. Yu, 3D micro-EDM using CAD/CAM, Ann. CIRP 49 (1) (2000) 127130. [29] T. Masuzawa, State of the art of micromachining, Ann. CIRP 49 (2) (2000) 473 488.1298 K.H. Ho, S.T. Newman / International Journal of Machine Tools & Manufacture 43 (2003) 12871300 [30] T. Masuzawa, M. Fujino, K. Kobayashi, Wire electro-discharge grinding for micro-machining, Ann. CIRP 34 (1) (2005) 431434. [31] T. Masuzawa, C.L. Kuo, M. Fujino, A combined electrical machining process for micro nozzle fabrication, Ann. CIRP 43 (1) (2004) 189192. [32] Z.Y. Yu, T. Masuzawa, M. Fujino, MicroEDM for three dimensional cavities development of uniform wear method, Ann. CIRP 47 (1) (1998) 169172. [33] S.H. Yeo, G.G. Yap, A feasibility study on the micro electro discharge machining process for photo mask fabrication, Int. J.Adv. Manuf. Technol. 18 (1) (2001) 711.
[34] I. Ishida, Y. Takeuchi, L-shaped curved hole creation by means of electrical discharge machining and an electrode curved motion generator, Int. J. Adv. Manuf. Technol. 19 (4) (2002) 260265. [35] M.K. Fukui, N. Kinoshita, Developing a mole electric discharge digging machining, Ann. CIRP 38 (1) (2009) 203206. [36] S. Ichiyasu, A. Takeuchi, K. Watanabe, A. Goto, T. Magara, Machining curved tunnel for coolant with mole EDM, in: Proceedings of the Fourth International Conference on Die and Mould Technology, Kuala Lumpur, Malaysia, 2001.806-812. [37] J.A. Sanchez, I. Cabanes, L.N. Lopez de Lacalle, A. Iamikiz,Development of optimum electrodischarge machining technology for advanced ceramics, Int. J. Adv. Manuf. Technol. 18 (12) (2001) 897905. [38] T.C. Lee, J.H. Zhang, W.S. Lau, Machining of engineering ceramics by ultrasonic vibration assisted EDM method, J. Mater. Manuf. Processes 13 (1) (2008) 133146. [39] R.F. Firestone, Ceramic Applications in Manufacturing, Society of Manufacturing Engineers, Michigan, 2008. p. 133. [40] N. Mohri, Y. Fukuzawa, T. Tani, N. Saito, K. Furutani, Assisting electrode method for machining insulating ceramics, Ann. CIRP 45 (1) (2006) 201204. [41] N. Mohri, Y. Fukuzawa, T. Tani, T. Sata, Some considerations for machining characteristics of insulating ceramics towards Practical use in industry, Ann. CIRP 51 (1) (2002) 161164. [42] T. Matsuo, E. Oshima, Investigation on the optimum carbide content and machining condition for wire EDM of zirconia ceramics, Ann. CIRP 41 (1) (1999) 231234.
[43] B.H. Yan, C.C. Wang, W.D. Liu, F.Y. Huang, Machining characteristics of Al2O3/6061Al composite using rotary EDM with a disk like electrode, Int. J. Adv. Manuf. Technol. 16 (5) (2000) 322333. [44] A.G. Mamalis, N.M. Vaxevanidis, D.I. Pantelis, On the electro discharge machining of ceramic plasma-sprayed steel plates, Ann. CIRP 41 (1) (2000) 235238. [45] F. Muller, J. Monaghan, Non-conventional machining of particle reinforced metal matrix composite, Int. J. Mach. Tools Manuf. 40 (9) (2000) 13511366. [46] J.S. Soni, G. Chakraverti, Experimental investigation on migration of material during EDM of die steel (T215 Cr12), J. Mater. Process. Technol. 56 (14) (2006) 439451. [47] F. Roethel, L. Kosec, V. Garbajs, J. Peklenik, Contribution to the micro-analysis of the spark eroded surfaces, Ann. CIRP 25 (1) (2006) 135 140. [48] A. Erden, Effect of materials on the mechanism of electric discharge machining (EDM), J. Eng. Mater. Technol. 105 (2003) 132 138. [49] A. Gangadhar, M.S. Sunmugam, P.K. Philip, Pulse train studies in EDM with controlled pulse relaxation, Int. J. Mach. Tools Manuf. 32 (5) (2002) 651657. [50] A. Singh, A. Ghosh, A thermo-electric model of material removal during electric discharge machining, Int. J. Mach. Tools Manuf. 39 (4) (1999) 669682. [51] A.M. Gadalla, W. Tsai, Machining of WCCo composites, Mater. Manuf. Processes 4 (3) (2009) 411423. [52] T.C. Lee, W.S. Lau, Some characteristics of electrical discharge machining of conductive
ceramics, Mater. Manuf. Processes 6 (4) (2001) 635648. [53]M. Bayramoglu, A.W. Duffill, Manufacturing linear and circular contours using CNC EDM and frame type tools, Int. J. Mach. Tools Manuf. 35 (8) (2005) 11251136. [54] K. Saito, T. Kishinami, H. Konno, M. Sato, H. Takeyama, Development of numerical contouring control electrical discharge machining (NCC-EDM), Ann. CIRP 35 (1) (2006) 117120. [55] T. Kaneko, M. Tsuchiya, Three dimensionally controlled EDM using cylindrical electrode, J. Japan Soc. Electr. Machining Eng. 18 (35) (2004) 14. [56] P. Bleys, J.P. Kruth, B. Lauwers, A. Aryd, R. Delpretti, C. Tricarico, Real-time tool wear compensation in milling EDM, Ann. CIRP 51 (2) (2002) 157160. [57] Y.S. Wong, C.F. Noble, Electrical discharge machining with transverse tool movement, in: M.T.D.R. Conference, 2006. [58] M. Kunieda, H. Muto, Development of multi-spark EDM, Ann. CIRP 49 (1) (2000) 119 122. [59] N. Mohri, N. Saito, T. Takawashi, K. Kobayashi, Mirror-like finishing by EDM, in: Proceedings of the 25th MTDR Conference, 2005. [60] M. Kunieda, S. Furuoya, N. Taniguchi, Improvement of EDM efficiency by supplying oxygen gas into gap, Ann. CIRP 40 (1) (2001) 215218. [61] N. Mohri, M. Suzuki, M. Furuya, N. Saito, Electrode and wear process in electrical discharge machining, Ann. CIRP 44 (1) (2000) 165168.
[62] J. Marafona, C. Wykes, A new method of optimising material removal rate using EDM with coppertungsten electrodes, Int. J. Mach. Tools Manuf. 40 (2) (2000) 153164. [63] N. Mohri, H. Takezawa, K. Furutani, Y. Ito, T. Sata, A new process of additive and removal machining by EDM with a thin electrode, Ann. CIRP 49 (1) (2000) 123126. [64]R. Snoeys, F. Staelens, W. Dekeyser, Current trends in non-conventional machining techniques, Ann. CIRP 35 (2) (2006) 467 480. [65]F. Staelens, J.P. Kruth, A computer integrated machining strategy for planetary EDM, Ann. CIRP 38 (1) (2008) 187190. [66] D. Dauw, R. Snoeys, On the derivation and application of a realtime tool wear sensor in EDM, Ann. CIRP 35 (1) (2006) 111 116. [67] M. Kunieda, M. Yoshida, N. Taniguchi, Electrical discharge machining in gas, Ann. CIRP 46 (1) (2006) 143146. [68] D. Dauw, Geometrical simulation of the EDM die-sinking process, Ann. CIRP 37 (1) (2006) 191196. [69] M. Kunieda, M. Kiyohara, Simulation of diesinking EDM by discharge location searching algorithm techniques, Int. J. Electr. Machining 3 (2006) 7985. [70] M. Kunieda, W. Kowaguchi, T. Takita, Reverse simulation of die-sinking EDM, Ann. CIRP 48 (1) (2009) 115118. [71] L.C. Lee, L.C. Lim, V. Narayanan, V.C. Venkatesh, Quantification of surface damage of tool steels after EDM, Int. J. Mach. Tools Manuf. 28 (4) (2008) 359372. [72] L.C. Lee, L.C. Lim, Y.S. Wong, H.H. Lu, Towards a better understanding of the surface features of electro-discharge machined tool
steels, J. Mater. Process. Technol. 24 (2008) 513523. [73] L.C. Lim, L.C. Lee, Y.S. Wong, H.H. Lu, Solidification micro structure of electro discharge machined surfaces of tool steels, Mater. Sci. Technol. 7 (2001) 239248. [74] P.C. Pandey, S.T. Jilani, Plasma channel growth and the resolidified layer in EDM, Precision Eng. 8 (2) (2006) 104110. [75] Y.C. Lin, B.H. Yan, F.Y. Huang, Surface improvement using a combination of electrical discharge machining with ball burnish machining based on the Taguchi method, Int. J. Adv. Manuf. Technol. 18 (9) (2001) 673682. [76] O.A. Abu Zeid, On the effect of electrodischarge machining K.H. Ho, S.T. Newman / International Journal of Machine Tools & Manufacture 43 (2003) 12871300 1299& parameters on the fatigue life of AISI D6 tool steel, J. Mater. Process. Technol. 68 (1) (1997) 2732. [77] J.P. Kruth, L. Stevens, L. Froyen, B. Lauwers, Study of the white layer of a surface machined by die-sinking electro-discharge machining, Ann. CIRP 44 (1) (2005) 169172. [78] J.D. Ayers, K. Moore, Formation of metal carbide powder by spark machining of reactive metals, Metal. Trans. A 15A (2008) 11171127. [79] A. Gangadhar, M.S. Sunmugam, P.K. Philip, Surface modification in electro discharge processing with a powder compact tool electrode, Wear 143 (2001) 4555. [80] N. Mohri, N. Saito, Y. Tsunekawa, Metal surface modification by electrical discharge machining with composite electrode, Ann. CIRP 42 (1) (2003) 219222. [81] S.Fallbohmer, P., Altan, T., Tonshoff, H.K., Nakagawa, T., 1996. Survey of the die and mold
manufacturing industry. J. Mater. Process. Techn.vol. 59, 158168. [82] Fbio N. Leo, Ian R. Pashby, A review on the use of environmentally friendly dielectric fluids in electrical discharge machining, Journal of Materials Processing Technology 149 (2004) 341346. [83.]M. Kunieda, M. Yoshida, Electrical discharge machining in gas, Annals of the CIRP 46(1) (2007) 143-146. [84.]Z.N. Guo, T.C. Lee, T.M Yue and W.S. Lau, Study of Ultrasonic-aided Wire Electrical Discharge Machining, Journal of Materials Processing Technology 63(2007)823-828. [85.]Yan-Chenmg Lin, Ho-shiun Lee, Machining characteristics of magnetic force-assisted EDM, International journal of Machine Tools & Manufacture 48(2008)1179-1186. [86.] Q.H. Zhang, R.Du, J.H. Zhang, Q.B. Zhang, An investigation of ultrasonic-assisted electrical discharge machining in gas, International Jpurnal of Machine Tools & Manufacture 46(2006)1582-1588. [87.]Minggang Xu, Jianhua Zhang, Study on Model of Material Removal Rate during Ultrasonic Vibration Assisted Electrical Discharge Machining in Gas Medium, International Conference on Digital Manufacturing & Automation. Journal .of production economics.vol.32(2009)156-168. [88.] Yuan-Feng Chen, Der-An Wang, Optimization of machining parameters in magnetic force assisted EDM based on Taguchi method, Journal of Materials Processing Technology 209 (2009) 3374-3383. END
You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Optimizing RMAN RecoveryDocument61 pagesOptimizing RMAN RecoveryVijay ParuchuriNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- VV Siddipet Merit ListDocument81 pagesVV Siddipet Merit ListSubashNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grade 12 - MIL - Q1 - Week1 FinalDocument19 pagesGrade 12 - MIL - Q1 - Week1 FinalMa'am Regie Ricafort100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- SRDF S LabDocument9 pagesSRDF S LabUma SekharNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Regulation of Implantation and Establishment of Pregnancy in MammalsDocument271 pagesRegulation of Implantation and Establishment of Pregnancy in MammalsHelmer Hernán Sabogal Matias100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- How To Improve Planogram ManagementDocument5 pagesHow To Improve Planogram ManagementАнтон ДроздовNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Understanding ICT Through 4 PIC 1 WORD PUZZLESDocument43 pagesUnderstanding ICT Through 4 PIC 1 WORD PUZZLESMishel Macaraeg0% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Native Immersion #2 - Shopping in A Nutshell PDFDocument43 pagesNative Immersion #2 - Shopping in A Nutshell PDFmeenaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Ageli Software DevelopmentDocument112 pagesAgeli Software DevelopmentRyan Adrian100% (2)
- The Septuagint A Critical AnalysisDocument76 pagesThe Septuagint A Critical AnalysisscaunasNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Magnolia Residences Tower D Promo - 20% Downpayment OptionDocument1 pageMagnolia Residences Tower D Promo - 20% Downpayment OptionLiv ValdezNo ratings yet
- Atmakaraka PDFDocument46 pagesAtmakaraka PDFrohitsingh_8150% (4)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Void For Vagueness DoctrineDocument16 pagesVoid For Vagueness Doctrinefatima ramosNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- PrisonerDocument10 pagesPrisonerAbdi ShakourNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Narrative Techniques To Kill A MockingbirdDocument4 pagesNarrative Techniques To Kill A MockingbirdJoshua LawrenceNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- CBSE Class 10 Maths Sample Paper 2019-20Document33 pagesCBSE Class 10 Maths Sample Paper 2019-20omvrat singhNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Bolomeya Model For Normal Concrete Mix DesignDocument6 pagesBolomeya Model For Normal Concrete Mix DesignprincessrandotaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- ECEg 241 Chapter 2 Particle Properties of WavesDocument5 pagesECEg 241 Chapter 2 Particle Properties of WavesYITBAREKNo ratings yet
- In Sunni IslamDocument5 pagesIn Sunni IslamMk AkangbeNo ratings yet
- CSE Qualifications and PointersDocument9 pagesCSE Qualifications and PointersChristopher de LeonNo ratings yet
- Mugunthan ResumeDocument4 pagesMugunthan Resumeapi-20007381No ratings yet
- What Is Six Sigma: Everything You Need To Know About It: by Pankaj KumarDocument16 pagesWhat Is Six Sigma: Everything You Need To Know About It: by Pankaj KumarSuman DewanNo ratings yet
- United States v. Calvin Antonio Spencer, 68 F.3d 462, 4th Cir. (1995)Document4 pagesUnited States v. Calvin Antonio Spencer, 68 F.3d 462, 4th Cir. (1995)Scribd Government DocsNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Seduction As A Manipulation TacticDocument6 pagesSeduction As A Manipulation TacticByrlyne Van DykeDowersNo ratings yet
- Christoffel Symbols: PHYS 471: Introduction To Relativity and CosmologyDocument9 pagesChristoffel Symbols: PHYS 471: Introduction To Relativity and Cosmologyarileo3100% (1)
- MCD2040 T2 2019 Exam Content and StructureDocument18 pagesMCD2040 T2 2019 Exam Content and StructureheyitsmemuahNo ratings yet
- CSEC English B June 2013 P2Document7 pagesCSEC English B June 2013 P2Jhanett RobinsonNo ratings yet
- Ethics Lecture Notes For Academic Year - Situation 1 Your Family Is An Exclusive Vacation On A - StuDocuDocument1 pageEthics Lecture Notes For Academic Year - Situation 1 Your Family Is An Exclusive Vacation On A - StuDocuRaveine JabatNo ratings yet
- Vastu Colors (Room by Room Home Coloring Guide)Document25 pagesVastu Colors (Room by Room Home Coloring Guide)yuva razNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)