You might also like
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209From EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209No ratings yet
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209From EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209No ratings yet
- Proceso de Conformado Por Deformación PlásticaDocument4 pagesProceso de Conformado Por Deformación PlásticaStoneNo ratings yet
- Velocidades de CorteDocument28 pagesVelocidades de CorteOrlandoLGodosNo ratings yet
- Herramientas de corte: materiales, recubrimientos y desgasteDocument27 pagesHerramientas de corte: materiales, recubrimientos y desgasteHansvan SalvadorNo ratings yet
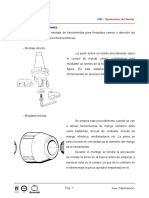
- Montaje Herramienta en Fresadora VerticalDocument1 pageMontaje Herramienta en Fresadora VerticalGilberto Andrés JuradoNo ratings yet
- Piedras EsmerilDocument20 pagesPiedras Esmerilfredy ortizNo ratings yet
- RectificadoDocument7 pagesRectificadoSamuel ArrNo ratings yet
- Fresadora Manual.Document34 pagesFresadora Manual.Bryant GarcíaNo ratings yet
- Partes de Torno y NCNDocument9 pagesPartes de Torno y NCNEnrique Gonzalez HerreraNo ratings yet
- Informe MatrizDocument9 pagesInforme Matrizkenyo100% (1)
- Proceso de RectificadoDocument26 pagesProceso de RectificadoDaniel DelgadoNo ratings yet
- TaladradoDocument23 pagesTaladradoKevin López100% (1)
- ElectroerocionDocument16 pagesElectroerocionalexanderNo ratings yet
- Maquinas-Herramientas. TrabajoDocument22 pagesMaquinas-Herramientas. TrabajoYuly Vidal100% (1)
- Teoría de la embutición: procesos, fuerzas y tipos de embutición en fríoDocument26 pagesTeoría de la embutición: procesos, fuerzas y tipos de embutición en fríoGerbercp Condori PalaciosNo ratings yet
- Maquinas y Herramientas-El TornoDocument65 pagesMaquinas y Herramientas-El TornoJulian Mex100% (1)
- Manual de TroquelesDocument321 pagesManual de TroquelesRodrigo Esquer MorenoNo ratings yet
- Embutición y EstampadoDocument29 pagesEmbutición y EstampadoErick GoyesNo ratings yet
- Copia de Amef de Fresadora Kondia Fv-1Document43 pagesCopia de Amef de Fresadora Kondia Fv-1Fredy GalindoNo ratings yet
- Los TaladrosDocument29 pagesLos TaladrosrozureNo ratings yet
- Rectificado de metales: tipos y procesosDocument3 pagesRectificado de metales: tipos y procesosRakjhel Karhim Chuquirachi ParedesNo ratings yet
- Maquinado de Piezas Con FresadoraDocument42 pagesMaquinado de Piezas Con FresadoraCaesar AlexanderNo ratings yet
- TorneadoDocument17 pagesTorneadorosario100% (1)
- Unidad 8 MetrologiaDocument3 pagesUnidad 8 MetrologiaVíctorNo ratings yet
- MoleteadoDocument9 pagesMoleteadoFernando MercedesNo ratings yet
- MatriceriaDocument7 pagesMatriceriarozureNo ratings yet
- Las Temperaturas de CorteDocument2 pagesLas Temperaturas de Corteronny quuñonezNo ratings yet
- Tipos de Prensas y Su ClasificacionDocument30 pagesTipos de Prensas y Su ClasificacionItalo Andre PastenNo ratings yet
- Metodos de Ensayo de La MaquinabilidadDocument9 pagesMetodos de Ensayo de La MaquinabilidadEry FreireNo ratings yet
- Consulta FresadoraDocument10 pagesConsulta FresadoraNicolas Barrera PoloNo ratings yet
- Descripcion Del Cabezal DivisorDocument7 pagesDescripcion Del Cabezal DivisorMiguel Emmanuel Rojas Terrones100% (1)
- La Fresadora Engrane HelicoidalDocument7 pagesLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosNo ratings yet
- Fresadora Torno y RoladoraDocument22 pagesFresadora Torno y RoladoraMichael SaldañaNo ratings yet
- RECTIFICADODocument37 pagesRECTIFICADOManuel A. Juarez100% (1)
- Procesos de TorneadoDocument23 pagesProcesos de TorneadoBeyker Quispe AguirreNo ratings yet
- Tarea Numero 7Document3 pagesTarea Numero 7karitoNo ratings yet
- Medidores y herramientas de precisión paraDocument3 pagesMedidores y herramientas de precisión paraOscar Fernandez AlconNo ratings yet
- Riesgo en Trabajo en Talleres de MecanizaciónDocument23 pagesRiesgo en Trabajo en Talleres de MecanizaciónOswaldo MuñozNo ratings yet
- Fresadora CNCDocument38 pagesFresadora CNCGloria EspinozaNo ratings yet
- Segueta AutomaticaDocument59 pagesSegueta AutomaticaEdXavierMercadoQuirozNo ratings yet
- Proceso de RectificadoDocument28 pagesProceso de Rectificadodep25No ratings yet
- Rodamientos y sus tiposDocument11 pagesRodamientos y sus tiposIvan J. BonomiNo ratings yet
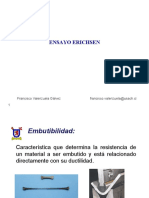
- ErichsenDocument41 pagesErichsenSebastian DiazNo ratings yet
- Troqueles progresivos para altas produccionesDocument49 pagesTroqueles progresivos para altas produccionesgiovannihurtadoNo ratings yet
- TALADRODocument4 pagesTALADROCristianNo ratings yet
- El TornoDocument137 pagesEl TornoJesus MorenoNo ratings yet
- El TornoDocument18 pagesEl TornoBiankhita Parada100% (1)
- PartesDeUnaTroqueladora2 MFTODocument4 pagesPartesDeUnaTroqueladora2 MFTOFernanda Trinidad OrnelasNo ratings yet
- Cepilladora de CodoDocument219 pagesCepilladora de CodoArnold quispe cNo ratings yet
- Perfilado continuo de metales: introducción al proceso y análisis de deformacionesDocument18 pagesPerfilado continuo de metales: introducción al proceso y análisis de deformacionesFaustino MamaniNo ratings yet
- Operaciones de Mecanizado y Máquina HerramientaDocument35 pagesOperaciones de Mecanizado y Máquina HerramientaCarlosSantanaNo ratings yet
- Rectificadora PlanaDocument22 pagesRectificadora PlanaJOSE DALTON50% (2)
- TALADRADODocument22 pagesTALADRADOFeer SimóNo ratings yet
- Clase 07 Herramientas de Corte 1Document30 pagesClase 07 Herramientas de Corte 1Jose DelgadoNo ratings yet
- Semana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFDocument19 pagesSemana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFJamil LozanoNo ratings yet
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209From EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209No ratings yet
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Rectificadora cilíndrica universalDocument20 pagesRectificadora cilíndrica universalMayra Ruiz Garcilazo100% (1)
- Rectificadora de Superficies CilindricasDocument20 pagesRectificadora de Superficies CilindricasCharles BaleNo ratings yet
- Avance Ana MariaDocument15 pagesAvance Ana MariaWinnie A.LNo ratings yet
- Cevada de NavarraDocument5 pagesCevada de NavarraJorge CatalaoNo ratings yet
- Colchones Paraíso: líder en la fabricación de colchonesDocument9 pagesColchones Paraíso: líder en la fabricación de colchonesJose VGNo ratings yet
- Sardina Gas SulfhidricoDocument8 pagesSardina Gas SulfhidricoJoselyn Dayanara Diaz GastezziNo ratings yet
- Composición de Productos PepsicoDocument4 pagesComposición de Productos PepsicoKlauz Colin SerranoNo ratings yet
- Empresa PostobonDocument13 pagesEmpresa PostobonvivianaMORANTNo ratings yet
- Yo GourmetDocument8 pagesYo GourmetMorella Moya MoreiraNo ratings yet
- Foro Aa3 Higiene y Manipulacion de AlimentosDocument1 pageForo Aa3 Higiene y Manipulacion de AlimentosJuan Camilo AlfonsoNo ratings yet
- Gremios y sectores económicos GuatemalaDocument4 pagesGremios y sectores económicos GuatemalaRon KalimbaNo ratings yet
- Toma de Desiciones para NegociosDocument190 pagesToma de Desiciones para NegociosRaúl Ugarte100% (2)
- Inspección PLANTA PILOTODocument12 pagesInspección PLANTA PILOTOYangChasinNo ratings yet
- Proyecto de Costos Final-1Document17 pagesProyecto de Costos Final-1Tattiana GonzalezNo ratings yet
- Alta MT.3.9.1-3230 - 10 PDFDocument107 pagesAlta MT.3.9.1-3230 - 10 PDFErika Lima100% (1)
- Detergente multiuso AV-21 limpia todoDocument2 pagesDetergente multiuso AV-21 limpia todoNicolas Arce LopezNo ratings yet
- 06 Metrados PlantaDocument22 pages06 Metrados PlantaLuis Jorge ValenzuelaNo ratings yet
- Plan de Empresa para Un Restaurante de Comida Tex MexDocument65 pagesPlan de Empresa para Un Restaurante de Comida Tex MexMirnaNo ratings yet
- Listado de Articulos de PapeleriaDocument6 pagesListado de Articulos de PapeleriaLuis Antholl48% (31)
- DEFINICION de Ingenieria IndustrialDocument4 pagesDEFINICION de Ingenieria IndustrialTania TrejoNo ratings yet
- Papel y CartonDocument8 pagesPapel y CartonabigailNo ratings yet
- Norma NB777 para IluminacionDocument21 pagesNorma NB777 para IluminacionGabrielNo ratings yet
- Dulce de CamoteDocument5 pagesDulce de CamoteTrillo D. JuanNo ratings yet
- Planta procesadora de néctar de frutasDocument12 pagesPlanta procesadora de néctar de frutasLisbeth Diana Hinojosa Cayo100% (2)
- Propuesta de Valor CNCDocument1 pagePropuesta de Valor CNCValentina Arrieta VelascoNo ratings yet
- Estandar ISO 12647Document2 pagesEstandar ISO 12647Javier Martinez Cañal100% (1)
- Plan de Control de TrazabilidadDocument15 pagesPlan de Control de TrazabilidadPINGUINo ratings yet
- ManillasDocument31 pagesManillascalaveresNo ratings yet
- Proyecto MermeladaDocument39 pagesProyecto MermeladaGustavoPacoraBravoNo ratings yet
- Ejercicios Balance de MateriaDocument36 pagesEjercicios Balance de Materiacazasi0% (1)
- CHURROSDocument2 pagesCHURROSantonio minchilloNo ratings yet
- Guia de AprendizajeDocument6 pagesGuia de AprendizajeAndreaVegaVasconezNo ratings yet