You might also like
- Mathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersFrom EverandMathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersNo ratings yet
- Figure 3.1 Metal Cutting of 5Document10 pagesFigure 3.1 Metal Cutting of 5joneth1g.1mostaceroNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- High-Speed Laser Micromachining With Copper Bromide Laser: A, A B A ADocument17 pagesHigh-Speed Laser Micromachining With Copper Bromide Laser: A, A B A ASantosh JangaleNo ratings yet
- LBMDocument25 pagesLBMwisejackNo ratings yet
- Laser Beam Machining (LBM)Document2 pagesLaser Beam Machining (LBM)Maidalia Sinta DiratienNo ratings yet
- Plasma Etching Processes for CMOS Devices RealizationFrom EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeNo ratings yet
- Document 1Document8 pagesDocument 1sadiqali4244No ratings yet
- Laser CuttingDocument13 pagesLaser CuttingSatish KumarNo ratings yet
- Laser Polishing Creates Smooth Surfaces in Under a MinuteDocument14 pagesLaser Polishing Creates Smooth Surfaces in Under a Minutepiratina33No ratings yet
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- Seminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringDocument8 pagesSeminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringPrimož BrglezNo ratings yet
- Ucm Assignment Sahil Tanweer 30-10-23Document56 pagesUcm Assignment Sahil Tanweer 30-10-23Sahil TanweerNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- Study on Nano Manufacturing Technology Centre (NMTCDocument19 pagesStudy on Nano Manufacturing Technology Centre (NMTCvkemminje7158No ratings yet
- Advantages of Laser Cutting: WWW - Opticlabs.caDocument4 pagesAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitNo ratings yet
- Sheet Metal Cutting PDFDocument2 pagesSheet Metal Cutting PDFRakhesh ManchiNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- LBM Process for Accurate HolesDocument3 pagesLBM Process for Accurate HolesSourav ShuklaNo ratings yet
- Mos & Metallurgy LabDocument53 pagesMos & Metallurgy LabSrinu Arnuri100% (1)
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Microstructure Examination of Steel Lab ReportDocument6 pagesMicrostructure Examination of Steel Lab ReportEmıły Wınıfred100% (4)
- LBM EBM NotesDocument36 pagesLBM EBM NotesFRANCIS THOMASNo ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- Final em Material ManualDocument43 pagesFinal em Material Manualprashant patilNo ratings yet
- Laser Cutting From First Principles To The State of The ArtDocument6 pagesLaser Cutting From First Principles To The State of The ArtJing YinNo ratings yet
- Ucmp Unit-5Document77 pagesUcmp Unit-5Rashida BegumNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Metallography:: Steps To Reveal Microstructures of A SpecimenDocument7 pagesMetallography:: Steps To Reveal Microstructures of A SpecimenJoyce Saddhu MeettooNo ratings yet
- Advanced Fine Finishing ProcessesDocument16 pagesAdvanced Fine Finishing Processesnag_rockstar100% (1)
- Adding and Altering: Surface FinishingDocument11 pagesAdding and Altering: Surface FinishingVijay Raj PuniaNo ratings yet
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Laser Micro Processing of Carbide Tool PDFDocument9 pagesLaser Micro Processing of Carbide Tool PDFAnonymous AjEedIk81No ratings yet
- AMT Module 4 1Document33 pagesAMT Module 4 1Pranav MgNo ratings yet
- Whats A Fiber Laser Cutting MachineDocument14 pagesWhats A Fiber Laser Cutting MachineЕнот ЕнотовичNo ratings yet
- Research Paper On Laser Beam MachiningDocument4 pagesResearch Paper On Laser Beam Machininggw131ads100% (1)
- Abrasive Jet MachiningDocument9 pagesAbrasive Jet MachiningArko MazumderNo ratings yet
- Laser Beam MachiningDocument38 pagesLaser Beam Machiningayushigoyal67% (3)
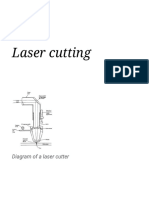
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Syllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringDocument59 pagesSyllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringJezneel Jiju AbrahamNo ratings yet
- Machining ProcessesDocument6 pagesMachining ProcessesUsama AnsariNo ratings yet
- Preparing Samples for TEM AnalysisDocument4 pagesPreparing Samples for TEM AnalysisnewteamNo ratings yet
- On Laser Applicayion in IndustaryDocument15 pagesOn Laser Applicayion in IndustaryDhiraj KolheNo ratings yet
- Micro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersDocument11 pagesMicro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersglzrNo ratings yet
- Raxx SeminarDocument2 pagesRaxx Seminarrakesh0% (1)
- "CNC - Laser Cutting Technology": A Technical SeminarDocument36 pages"CNC - Laser Cutting Technology": A Technical SeminarOmprakash ChoudharyNo ratings yet
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocument8 pages07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNo ratings yet
- Generation of The Striations During Laser CuttingDocument17 pagesGeneration of The Striations During Laser CuttingEhsan KhanNo ratings yet
- Metallography: Dr. Mohd Arif Anuar Mohd SallehDocument22 pagesMetallography: Dr. Mohd Arif Anuar Mohd SallehNurulAtirahNoroziNo ratings yet
- Introduction to Non-Traditional Machining ProcessesDocument57 pagesIntroduction to Non-Traditional Machining ProcessesramadanNo ratings yet
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDocument41 pagesElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
- Handouts in Microtome PDFDocument10 pagesHandouts in Microtome PDFCANDELARIA ALMOROSNo ratings yet
- Why Advanced Machining Processes Are ImportantDocument38 pagesWhy Advanced Machining Processes Are ImportantLavishNo ratings yet
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDocument12 pagesPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajNo ratings yet
- Yamaha Motors Training ReportDocument18 pagesYamaha Motors Training Reportapi-3706848100% (1)
- Seminar ReportDocument17 pagesSeminar Reportapi-3706848100% (1)
- Seminar Reporton MRDocument30 pagesSeminar Reporton MRapi-3706848100% (4)
- On MRDocument15 pagesOn MRapi-37068480% (1)
- Sky RailDocument13 pagesSky Railapi-3706848No ratings yet
- Tubeless RevolutionDocument24 pagesTubeless Revolutionapi-3706848No ratings yet
- Bio Gas As Alternet Fuel in Ic EngineDocument24 pagesBio Gas As Alternet Fuel in Ic Engineapi-3706848100% (6)
- Smart VehiclesDocument29 pagesSmart Vehiclesapi-3706848100% (1)
- Dinesh PresentationDocument9 pagesDinesh Presentationapi-3706848100% (1)
- MR 20 Nissan PDFDocument1,639 pagesMR 20 Nissan PDFFREDYRUFO AZA MORALES83% (6)
- Student Pilot GuideDocument13 pagesStudent Pilot GuideAŞKIN FIRATNo ratings yet
- Prob Stats Module 4 2Document80 pagesProb Stats Module 4 2AMRIT RANJANNo ratings yet
- 2nd Semester All Courses-100Document194 pages2nd Semester All Courses-100Ejiade PeterNo ratings yet
- Homework Helpers - Chemistry PDFDocument311 pagesHomework Helpers - Chemistry PDFTamby100% (1)
- Weekly Report 52Document196 pagesWeekly Report 52Erceanu DanNo ratings yet
- Mercy PlansDocument126 pagesMercy Plansdharry8108No ratings yet
- General Guidelines For Design and Construction of Concrete Diaphram (Slurry) WallsDocument108 pagesGeneral Guidelines For Design and Construction of Concrete Diaphram (Slurry) WallsharleyNo ratings yet
- Shri Durga Chalisa 1Document25 pagesShri Durga Chalisa 1gsameeriitdNo ratings yet
- TED BENTON: Is Capitalism Sustainable?Document2 pagesTED BENTON: Is Capitalism Sustainable?api-25932856No ratings yet
- Sherco 450 Se R Workshop Manual 1Document79 pagesSherco 450 Se R Workshop Manual 1miguelNo ratings yet
- MC BreakdownDocument5 pagesMC BreakdownThane SnymanNo ratings yet
- October 14, 2011 Strathmore TimesDocument28 pagesOctober 14, 2011 Strathmore TimesStrathmore TimesNo ratings yet
- STC Ratings PDFDocument3 pagesSTC Ratings PDFDiseño SonidoNo ratings yet
- Welding Defects and AcceptanceDocument76 pagesWelding Defects and Acceptancearavindan100% (1)
- Operating Systems: Chapter 3: DeadlocksDocument46 pagesOperating Systems: Chapter 3: DeadlocksManoel Katlib100% (1)
- Evolis User ManualDocument28 pagesEvolis User ManualIonmadalin1000No ratings yet
- Cambridge International AS & A Level: Mathematics 9709/13Document20 pagesCambridge International AS & A Level: Mathematics 9709/13Justin OngNo ratings yet
- Mastercam 8.1 Beta 4: New Verification Engine in Beta 4! Sub-Programs Post ChangesDocument48 pagesMastercam 8.1 Beta 4: New Verification Engine in Beta 4! Sub-Programs Post ChangesSaul Saldana LoyaNo ratings yet
- Ben Wilkins PRISON MADNESS and LOVE LETTERS: THE LOST ARTDocument5 pagesBen Wilkins PRISON MADNESS and LOVE LETTERS: THE LOST ARTBarbara BergmannNo ratings yet
- The Hero of the Snore TangoDocument22 pagesThe Hero of the Snore TangoFlora Mae LacostalesNo ratings yet
- Mahavir Glass Proforma InvoiceDocument2 pagesMahavir Glass Proforma Invoicemahendra patelNo ratings yet
- Specimen 1 ValuationDocument17 pagesSpecimen 1 ValuationLight BearerNo ratings yet
- Psychopathology: Dr. Shafqat Huma MBBS, FCPS (Psychiatry) Fellowship in Addiction Psychiatry (USA)Document48 pagesPsychopathology: Dr. Shafqat Huma MBBS, FCPS (Psychiatry) Fellowship in Addiction Psychiatry (USA)sfrtr100% (1)
- TacoDocument12 pagesTaconguyennhan2190No ratings yet
- Durango GS 6-7 Helitack OutreachDocument4 pagesDurango GS 6-7 Helitack OutreachdcgmNo ratings yet
- BASIC IMMUNOLOGY TERMSDocument2 pagesBASIC IMMUNOLOGY TERMSAnnicoldjohn LariozaNo ratings yet
- 32776Document6 pages32776Muqtar KhanNo ratings yet
- Service and Repair Instructions: Water & WastewaterDocument72 pagesService and Repair Instructions: Water & WastewaterLa Marina Mantenimiento100% (1)
- Rooftop Solar PV Opportunity in Tempe, Arizona: A Consultancy PlanDocument4 pagesRooftop Solar PV Opportunity in Tempe, Arizona: A Consultancy PlanAli KhanNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Control of Power Electronic Converters and Systems: Volume 1From EverandControl of Power Electronic Converters and Systems: Volume 1Rating: 5 out of 5 stars5/5 (1)
- Design of Foundations for Offshore Wind TurbinesFrom EverandDesign of Foundations for Offshore Wind TurbinesRating: 5 out of 5 stars5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationFrom EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationRating: 1 out of 5 stars1/5 (1)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- 301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringFrom Everand301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringRating: 5 out of 5 stars5/5 (1)
- Three Laws of Nature: A Little Book on ThermodynamicsFrom EverandThree Laws of Nature: A Little Book on ThermodynamicsRating: 4.5 out of 5 stars4.5/5 (10)