You might also like
- EV Charging Infrastructure A Complete Guide - 2020 EditionFrom EverandEV Charging Infrastructure A Complete Guide - 2020 EditionNo ratings yet
- Residual Current Devices: Selection, Operation, and TestingFrom EverandResidual Current Devices: Selection, Operation, and TestingNo ratings yet
- F.C.C. GENERAL RADIOTELEPHONE OPERATOR (RTO): Passbooks Study GuideFrom EverandF.C.C. GENERAL RADIOTELEPHONE OPERATOR (RTO): Passbooks Study GuideNo ratings yet
- Electric Power Industry Accidents: We Can Learn from Them & We Can Prevent ThemFrom EverandElectric Power Industry Accidents: We Can Learn from Them & We Can Prevent ThemNo ratings yet
- Revenue Equipment Maintainer: Passbooks Study GuideFrom EverandRevenue Equipment Maintainer: Passbooks Study GuideNo ratings yet
- Coherent Wireless Power Charging and Data Transfer for Electric VehiclesFrom EverandCoherent Wireless Power Charging and Data Transfer for Electric VehiclesNo ratings yet
- Siemens Building Technologies The Ultimate Step-By-Step GuideFrom EverandSiemens Building Technologies The Ultimate Step-By-Step GuideNo ratings yet
- Hoists & Rigging Inspector: Passbooks Study GuideFrom EverandHoists & Rigging Inspector: Passbooks Study GuideNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- The Electrical Engineer NewDocument40 pagesThe Electrical Engineer Newaerwinbautista25100% (1)
- Office Electrical SafetyDocument13 pagesOffice Electrical Safety101arNo ratings yet
- 500 Overhead Line Stringing Equipment and MachinesDocument33 pages500 Overhead Line Stringing Equipment and Machinesosvald97No ratings yet
- Is 1200 5 1982 PDFDocument14 pagesIs 1200 5 1982 PDFshashi_1511No ratings yet
- Cable TieDocument64 pagesCable TieSanthosh Nerlige Sundar RajNo ratings yet
- SRC3000UXI - APC Smart-UPS RC 3000VA 230V No Batteries - Schneider ElectricDocument10 pagesSRC3000UXI - APC Smart-UPS RC 3000VA 230V No Batteries - Schneider ElectricilkinNo ratings yet
- Overhead Lines PDFDocument0 pagesOverhead Lines PDFSalman FaisalNo ratings yet
- While You're Here: P Lease Turn-Off Your Cell Phone, or Place On Mute / VibrateDocument50 pagesWhile You're Here: P Lease Turn-Off Your Cell Phone, or Place On Mute / VibrateFabogadie Scaffolding100% (2)
- Working Safely With Bridge and Gantry CranesDocument44 pagesWorking Safely With Bridge and Gantry CranesGogyNo ratings yet
- Electrical Switching Devices Course PresentationDocument21 pagesElectrical Switching Devices Course PresentationaitazazaliNo ratings yet
- HV TestDocument4 pagesHV TestNaveedNo ratings yet
- Quadcopter Full ControlDocument6 pagesQuadcopter Full ControlSandeepsrivatsa100% (1)
- Electrical Safety ManualDocument63 pagesElectrical Safety Manualsuryavenkat_79No ratings yet
- Control Hazardous Machinery EnergyDocument13 pagesControl Hazardous Machinery EnergyVictor Hugo Gutierrez B100% (1)
- Dewalt Table Saw PDFDocument52 pagesDewalt Table Saw PDFstummel6636100% (1)
- Eicr 52954 5295400001018Document11 pagesEicr 52954 5295400001018api-248931992No ratings yet
- Electricity at Work HSG85Document24 pagesElectricity at Work HSG85Pradeep NairNo ratings yet
- 4 Electrical Safety Participant GuideDocument26 pages4 Electrical Safety Participant GuideLUISPECORRALESNo ratings yet
- Working at Height Rescue Training Standard PDFDocument28 pagesWorking at Height Rescue Training Standard PDFAamir AliNo ratings yet
- How To Prepare Safety HSE Plan Sample 1696763113Document30 pagesHow To Prepare Safety HSE Plan Sample 1696763113fayaz5233No ratings yet
- Everything You Need to Know About PLCsDocument19 pagesEverything You Need to Know About PLCshemantkumarsheteNo ratings yet
- Commander General Purpose AC Variable Speed Drives BrochureDocument28 pagesCommander General Purpose AC Variable Speed Drives BrochureTraian SerbanNo ratings yet
- Fall Protection Quiz AnswersDocument4 pagesFall Protection Quiz AnswersIrfanNo ratings yet
- Battery Safety: Back To TopDocument6 pagesBattery Safety: Back To TopFarhan AnwarNo ratings yet
- Safety During ConstructionDocument38 pagesSafety During Constructiongaurang1111No ratings yet
- OSHA 10 Hour Construction Course Fact SheetDocument1 pageOSHA 10 Hour Construction Course Fact SheetMaurice Anthony0% (1)
- 2.218-Permit To Work On Electrical Distribution SystemDocument6 pages2.218-Permit To Work On Electrical Distribution SystemKailash PandeyNo ratings yet
- LifeLine SDKDocument60 pagesLifeLine SDKSaurabh AhujaNo ratings yet
- Guide To Hot Work Loss PreventionDocument8 pagesGuide To Hot Work Loss PreventionyatheendravarmaNo ratings yet
- Battery Management SystemDocument4 pagesBattery Management Systemkoushik94No ratings yet
- #12 Forklift Operation GuideDocument43 pages#12 Forklift Operation Guideeterna92No ratings yet
- Electric Vehicle Charging Equipment IC-CPD: User ManualDocument21 pagesElectric Vehicle Charging Equipment IC-CPD: User ManualVoinea GabrielNo ratings yet
- PLC PDFDocument483 pagesPLC PDFDev dasNo ratings yet
- Tool Box Talk 8-05 Job Electrical SafetyDocument2 pagesTool Box Talk 8-05 Job Electrical Safetyloveanbu240% (1)
- NFPA 70E Boundaries Poster For 2019Document2 pagesNFPA 70E Boundaries Poster For 2019Med HdijiNo ratings yet
- P44T en TMDocument728 pagesP44T en TMCjdavies49No ratings yet
- Electrical Shock Hazards: Causes, Prevention & TrainingDocument3 pagesElectrical Shock Hazards: Causes, Prevention & TrainingShirishNo ratings yet
- Tesla Power WallDocument4 pagesTesla Power Wallrock juwonqNo ratings yet
- Crane Safety Program at University of NevadaDocument31 pagesCrane Safety Program at University of NevadaSs SelvanNo ratings yet
- Is 3521.1999 PDFDocument17 pagesIs 3521.1999 PDFDipankar ChakrabortyNo ratings yet
- (英文)红相 MK6表计规约EDMI MK6电表详细规约Document100 pages(英文)红相 MK6表计规约EDMI MK6电表详细规约Krisada ThongkamsaiNo ratings yet
- 335.23 Win8 Win7 Winvista Desktop Release Notes PDFDocument69 pages335.23 Win8 Win7 Winvista Desktop Release Notes PDFVictor ToledanoNo ratings yet
- Ti 51050Document4 pagesTi 51050Victor ToledanoNo ratings yet
- IESNA Illuminance GuideDocument41 pagesIESNA Illuminance Guide이지언100% (3)
- HL 2356Document28 pagesHL 2356Victor ToledanoNo ratings yet
- MV Trafo SB - SMC - STP TI US - en 10 PDFDocument6 pagesMV Trafo SB - SMC - STP TI US - en 10 PDFVictor ToledanoNo ratings yet
- Eritech Handbook LP Iec 62305 Lt30373Document92 pagesEritech Handbook LP Iec 62305 Lt30373ranjithkpvcNo ratings yet
- 4 - Lighting and Energy Standards and CodesDocument34 pages4 - Lighting and Energy Standards and CodesMark Jeffrey PigaNo ratings yet
- Movies 2012Document63 pagesMovies 2012Victor ToledanoNo ratings yet
- 420 HSB Recommended Practice For Electrical Preventive MaintenanceDocument13 pages420 HSB Recommended Practice For Electrical Preventive MaintenanceAris CahyonoNo ratings yet
- Fuji MCCB BW SeriesDocument44 pagesFuji MCCB BW SeriesVictor Toledano100% (2)
- CAS GI Power Facility Perimeter FenceDocument2 pagesCAS GI Power Facility Perimeter FenceVictor ToledanoNo ratings yet
- Contact orDocument13 pagesContact orVictor ToledanoNo ratings yet
- Industrial LR 16-12-10Document28 pagesIndustrial LR 16-12-10Victor ToledanoNo ratings yet
- SIZE REDUCTION TECHNIQUES EXPLAINEDDocument28 pagesSIZE REDUCTION TECHNIQUES EXPLAINEDveenaNo ratings yet
- Investment Casting Process and ApplicationsDocument28 pagesInvestment Casting Process and ApplicationsKristin Louise Agbulos100% (1)
- OPGWDocument74 pagesOPGWAnonymous 3y4Z5cUNo ratings yet
- CDM With Ansys UserMATDocument24 pagesCDM With Ansys UserMATJuan S. León BecerraNo ratings yet
- API STD 2000 Tank Venting Rate Calculation Using Latest MethodDocument15 pagesAPI STD 2000 Tank Venting Rate Calculation Using Latest MethodHyungTae JangNo ratings yet
- List of Welding ProcessesDocument5 pagesList of Welding ProcessesFilipe CordeiroNo ratings yet
- Reactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFDocument32 pagesReactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFeid elsayedNo ratings yet
- Elastomeric Sealing Compound Specification for BuildingsDocument33 pagesElastomeric Sealing Compound Specification for BuildingsSivaram KottaliNo ratings yet
- 2017 Review Silane Mechanism AdhesionDocument16 pages2017 Review Silane Mechanism AdhesionDarell Josue Valdez AquinoNo ratings yet
- Urban Engineering Course Outline - Final Year (First Semester)Document6 pagesUrban Engineering Course Outline - Final Year (First Semester)Arif SamoonNo ratings yet
- Thermon Sa - Heat Trace Technologies - Energy SavingsDocument9 pagesThermon Sa - Heat Trace Technologies - Energy Savingsjose manuel alvarez rodriguezNo ratings yet
- Belt Road Capital Management: Method Statement For Installation Pipe Sleeve BRCM-CFU-ET&S-GENERAL-MS-1003Document8 pagesBelt Road Capital Management: Method Statement For Installation Pipe Sleeve BRCM-CFU-ET&S-GENERAL-MS-1003Dong Vanra100% (1)
- ASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFDocument12 pagesASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFndt_inspectorNo ratings yet
- Municipal Solid Waste Management in India With Special Reference To Tirupati Town in Andhra PradeshDocument4 pagesMunicipal Solid Waste Management in India With Special Reference To Tirupati Town in Andhra PradeshInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- FinancialBid2 9487080392Document86 pagesFinancialBid2 9487080392renjith p sNo ratings yet
- Paint Remover MSDSDocument3 pagesPaint Remover MSDSTan Chen KiongNo ratings yet
- Avogadro's Law ExplainedDocument18 pagesAvogadro's Law ExplainedNico Van De CasteeleNo ratings yet
- Prof. Dr. Zainul Huda: Resume ofDocument31 pagesProf. Dr. Zainul Huda: Resume ofMuhammed ThanzeelNo ratings yet
- 11.initial and Final Setting TimeDocument2 pages11.initial and Final Setting TimeMr Gk meenaNo ratings yet
- Mortar Mixes and Earthwork ItemsDocument841 pagesMortar Mixes and Earthwork ItemsShashank SNo ratings yet
- Carbon Compounds: Covalent Bonding & Versatile NatureDocument39 pagesCarbon Compounds: Covalent Bonding & Versatile Naturerabi1973No ratings yet
- 1586 - CDH - 4e - Errata No. 1 - 3 July 2018Document4 pages1586 - CDH - 4e - Errata No. 1 - 3 July 2018Hamid Reza GholamianNo ratings yet
- Module 6 (Chemistry)Document152 pagesModule 6 (Chemistry)Adabala Durgarao NaiduNo ratings yet
- Vane Pump Article WearDocument7 pagesVane Pump Article WearDirk DreesNo ratings yet
- Practice Exam 1Document5 pagesPractice Exam 1ManuelPauloAcogidoNo ratings yet
- AWS Weld Detail LegendDocument2 pagesAWS Weld Detail LegendGerardo CastilloNo ratings yet
- Coolant Texaco 7997Document4 pagesCoolant Texaco 7997m_najmanNo ratings yet
- Flexible Pavement Design SK RaoDocument62 pagesFlexible Pavement Design SK Raokrishnarao krishnarao329100% (3)
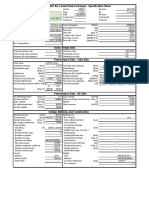
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDocument12 pagesBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryNo ratings yet
- B LineDocument29 pagesB Linehesham3bbasNo ratings yet