You might also like
- Session 8Document3 pagesSession 8Debaprasanna PuhanNo ratings yet
- The Customers Has Escaped - NewDocument22 pagesThe Customers Has Escaped - NewDebaprasanna PuhanNo ratings yet
- Corporate Bondage: Are Employees EnslavedDocument13 pagesCorporate Bondage: Are Employees EnslavedDebaprasanna Puhan100% (1)
- MM Science 20090305Document5 pagesMM Science 20090305Debaprasanna PuhanNo ratings yet
- IDT2011073038 eDocument5 pagesIDT2011073038 eDebaprasanna PuhanNo ratings yet
- AnsysDocument12 pagesAnsysDebaprasanna PuhanNo ratings yet
- PunchDocument4 pagesPunchDebaprasanna PuhanNo ratings yet
- MAPAL Brosch Energieeffizienz eDocument8 pagesMAPAL Brosch Energieeffizienz eDebaprasanna PuhanNo ratings yet
- New Sinumerik Control Energy FinalDocument4 pagesNew Sinumerik Control Energy FinalDebaprasanna PuhanNo ratings yet
- Grand Challenges PortfolioDocument16 pagesGrand Challenges PortfolioDebaprasanna PuhanNo ratings yet
- Energieeffizienz WZM enDocument12 pagesEnergieeffizienz WZM enDebaprasanna PuhanNo ratings yet
- Cirp 2006Document5 pagesCirp 2006Debaprasanna PuhanNo ratings yet
- GutowskiDocument13 pagesGutowskiTara CollierNo ratings yet
- D 29036110 FFFF 8363 FFFFD 523Document4 pagesD 29036110 FFFF 8363 FFFFD 523Debaprasanna PuhanNo ratings yet
- 9543103a2878dfb8ffff83b7ffffd524Document6 pages9543103a2878dfb8ffff83b7ffffd524Debaprasanna PuhanNo ratings yet
- White PapersDocument32 pagesWhite PapersDebaprasanna PuhanNo ratings yet
- Unconventional Manufacturing ProcessesDocument8 pagesUnconventional Manufacturing ProcessestfortazNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Report CEM Hospital Bahiyah 10 Oct 18 HSB (v1)Document48 pagesReport CEM Hospital Bahiyah 10 Oct 18 HSB (v1)Siti Nor Fazilahwati0% (1)
- General Science CapsuleDocument23 pagesGeneral Science Capsulesudhanshumishra.iasNo ratings yet
- Senr5359 11 00 AllDocument76 pagesSenr5359 11 00 AllAgustín TouriñoNo ratings yet
- Small Biogas Engine Conversion Kit Rural ApplicationDocument43 pagesSmall Biogas Engine Conversion Kit Rural Applicationgkarthikeyan100% (1)
- Data Sheet: Genset Controller, GC-1FDocument20 pagesData Sheet: Genset Controller, GC-1FoscarafonsoNo ratings yet
- Lec 03Document26 pagesLec 03arwinNo ratings yet
- BP Energy Outlook 2022Document57 pagesBP Energy Outlook 2022Feldy RizaNo ratings yet
- 3.SI CombustionDocument94 pages3.SI CombustionMOHAMMED RAHEELNo ratings yet
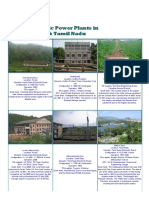
- Hydroelectric power plants in Kerala & Tamil NaduDocument2 pagesHydroelectric power plants in Kerala & Tamil NaduRabi Kumar PatraNo ratings yet
- Primer On Work - EnergyDocument8 pagesPrimer On Work - EnergySami BeyNo ratings yet
- Bio StoveDocument5 pagesBio StoveMohanraj ShanmugamNo ratings yet
- QUAD BLACK FRAME - N Type - 420-440 - 2304 - ENDocument2 pagesQUAD BLACK FRAME - N Type - 420-440 - 2304 - ENTorrealba GerardoNo ratings yet
- 513203001... E-FFU160HAX (L - MBP) - DatasheetDocument5 pages513203001... E-FFU160HAX (L - MBP) - Datasheetdesenvolvimento appNo ratings yet
- Electric Universe - Electromagnetic GravityDocument9 pagesElectric Universe - Electromagnetic GravityJohnAspin100% (1)
- Cubigel Compressors & Condensing Units General Catalogue PDFDocument84 pagesCubigel Compressors & Condensing Units General Catalogue PDFSilvaNo ratings yet
- Byd Energy Storage Products - Battery Box (B-Box)Document2 pagesByd Energy Storage Products - Battery Box (B-Box)Evl UesixNo ratings yet
- Production Report - April, 19Document20 pagesProduction Report - April, 19sazzadNo ratings yet
- EES SystemDocument15 pagesEES SystemJean AvalosNo ratings yet
- Electric Vehicles2016 THAL16019ENNDocument39 pagesElectric Vehicles2016 THAL16019ENNAntonio Castillo IceageNo ratings yet
- Thermo KingsDocument24 pagesThermo Kingshjhjkj100% (2)
- Myanmar Cement-1Document14 pagesMyanmar Cement-1Mohammed AbdoNo ratings yet
- Motor Control Strategies for Energy EfficiencyDocument18 pagesMotor Control Strategies for Energy EfficiencyVadim KazakbaevNo ratings yet
- TP U3Document14 pagesTP U3Vignesh KNo ratings yet
- Leadsolar Energy Microinverter Ls600 Installation & Operation GuideDocument23 pagesLeadsolar Energy Microinverter Ls600 Installation & Operation GuidePepe LeivaNo ratings yet
- Implementation of A High-Efficiency, High-Lifetime, and Low-Cost Converter For An Autonomous Photovoltaic Water Pumping SystemDocument11 pagesImplementation of A High-Efficiency, High-Lifetime, and Low-Cost Converter For An Autonomous Photovoltaic Water Pumping SystemHashim KhanNo ratings yet
- 7 - Step Potential and Touch Potential - Must Read - Electrical ConceptsDocument8 pages7 - Step Potential and Touch Potential - Must Read - Electrical Conceptsabu sayedNo ratings yet
- Electrical Design AnalysisDocument2 pagesElectrical Design AnalysisMaritel SumatraNo ratings yet
- Week 3 Ipe Review Topics and Solved ProblemsDocument23 pagesWeek 3 Ipe Review Topics and Solved ProblemsDarren Ian MaalihanNo ratings yet
- Pump Selection Table Diesel Driven 3Document15 pagesPump Selection Table Diesel Driven 3Neomax BuildersNo ratings yet
- Anadarko Marco Polo GC 518 562 608Document2 pagesAnadarko Marco Polo GC 518 562 608Myoung ChoiNo ratings yet