You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Fans Reference GuideDocument160 pagesFans Reference Guidekarthikraja21100% (13)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Silo Cement CalculationDocument11 pagesSilo Cement CalculationFikriaraz AfifNo ratings yet
- Data Structures and AlgorithmsDocument45 pagesData Structures and AlgorithmsKeith Tanaka MagakaNo ratings yet
- PDS OperatorStationDocument7 pagesPDS OperatorStationMisael Castillo CamachoNo ratings yet
- Mitsubishi diesel forklifts 1.5-3.5 tonnesDocument2 pagesMitsubishi diesel forklifts 1.5-3.5 tonnesJoniNo ratings yet
- PVC PLasticisersDocument2 pagesPVC PLasticisersKrishna PrasadNo ratings yet
- Drager Fabius Gs Technical Service ManualDocument350 pagesDrager Fabius Gs Technical Service ManualLeonardo Chirinos100% (3)
- SDH TechnologyDocument26 pagesSDH TechnologyJayesh SinghalNo ratings yet
- New File ListDocument2 pagesNew File ListDIPAK VINAYAK SHIRBHATENo ratings yet
- Aahan's BirthdayDocument22 pagesAahan's BirthdayDIPAK VINAYAK SHIRBHATENo ratings yet
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Document8 pages2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATENo ratings yet
- Educational Multimedia On Hydraulics and PneumaticsDocument89 pagesEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATENo ratings yet
- Quality Circles For Vikramshila StudentsDocument22 pagesQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATENo ratings yet
- Girls Hostel FormDocument1 pageGirls Hostel FormDIPAK VINAYAK SHIRBHATENo ratings yet
- Kaizan Presentation 11092012Document12 pagesKaizan Presentation 11092012DIPAK VINAYAK SHIRBHATENo ratings yet
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDocument34 pagesQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATENo ratings yet
- Boys Hostel FormDocument1 pageBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDocument6 pagesDipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDIPAK VINAYAK SHIRBHATENo ratings yet
- Kirti Polytechnic Prospectus Part ADocument5 pagesKirti Polytechnic Prospectus Part ADIPAK VINAYAK SHIRBHATENo ratings yet
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Document4 pagesDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATENo ratings yet
- Salary Slip - May 2014Document5 pagesSalary Slip - May 2014DIPAK VINAYAK SHIRBHATENo ratings yet
- Equivalence of Discipline Praposed Draft For Tech InstitutesDocument14 pagesEquivalence of Discipline Praposed Draft For Tech InstitutesDIPAK VINAYAK SHIRBHATENo ratings yet
- Domestic Water Heater PDFDocument39 pagesDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATENo ratings yet
- Prospectus For 14-15Document44 pagesProspectus For 14-15DIPAK VINAYAK SHIRBHATENo ratings yet
- Classification of EnterprenuersDocument12 pagesClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Domestic Water Heater PDFDocument39 pagesDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATENo ratings yet
- Prospectus Data 2013-14Document12 pagesProspectus Data 2013-14DIPAK VINAYAK SHIRBHATENo ratings yet
- Ad Draft Approved by MsbteDocument1 pageAd Draft Approved by MsbteDIPAK VINAYAK SHIRBHATENo ratings yet
- Pramod Naik's Letter Director MsbteDocument1 pagePramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATENo ratings yet
- Creativity & The Business IdeaDocument12 pagesCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATENo ratings yet
- Importance of Diploma Education For Rural StudentsnnDocument55 pagesImportance of Diploma Education For Rural Studentsnnvspd2010No ratings yet
- Prospectus For 13-14Document42 pagesProspectus For 13-14DIPAK VINAYAK SHIRBHATENo ratings yet
- Vikramshila Polytechnic DarapurDocument1 pageVikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATENo ratings yet
- Inplant TrainingDocument1 pageInplant TrainingDIPAK VINAYAK SHIRBHATENo ratings yet
- Performance ApprisalDocument12 pagesPerformance ApprisalDIPAK VINAYAK SHIRBHATENo ratings yet
- Vikramshila Poly Prospectus MarathiDocument29 pagesVikramshila Poly Prospectus MarathiDIPAK VINAYAK SHIRBHATENo ratings yet
- Mobile Number of StudentsDocument4 pagesMobile Number of Studentsvspd2010No ratings yet
- Pragati Ahawal, 2010 11Document9 pagesPragati Ahawal, 2010 11DIPAK VINAYAK SHIRBHATENo ratings yet
- Enzyme Inhibition and ToxicityDocument12 pagesEnzyme Inhibition and ToxicityDaniel OmolewaNo ratings yet
- Geophysical Report Megnatic SurveyDocument29 pagesGeophysical Report Megnatic SurveyShahzad KhanNo ratings yet
- Metacentric Height: From Wikipedia, The Free EncyclopediaDocument6 pagesMetacentric Height: From Wikipedia, The Free EncyclopediaВладимир ШевченкоNo ratings yet
- Geotehnical Engg. - AEE - CRPQsDocument48 pagesGeotehnical Engg. - AEE - CRPQsSureshKonamNo ratings yet
- Handout 06 - Geothermometry PDFDocument7 pagesHandout 06 - Geothermometry PDFOg LocabaNo ratings yet
- Logic CHPT71Document27 pagesLogic CHPT71Eronjosh FontanozaNo ratings yet
- Velocity profiles and incompressible flow field equationsDocument2 pagesVelocity profiles and incompressible flow field equationsAbdul ArifNo ratings yet
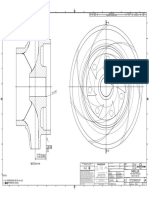
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- Ain 2016 Pilot Report m600Document4 pagesAin 2016 Pilot Report m600Antonio Cesar de Sa LeitaoNo ratings yet
- h6541 Drive Sparing Symmetrix Vmax WPDocument19 pagesh6541 Drive Sparing Symmetrix Vmax WPsantoshNo ratings yet
- 3BSE079234 - en 800xa 6.0 ReleasedDocument7 pages3BSE079234 - en 800xa 6.0 ReleasedFormat_CNo ratings yet
- Control Lights with SOU-1 Twilight SwitchDocument1 pageControl Lights with SOU-1 Twilight SwitchjsblNo ratings yet
- Practical-10: AIM: Installing Active Directory and Creating AD ObjectsDocument4 pagesPractical-10: AIM: Installing Active Directory and Creating AD ObjectsnisuNo ratings yet
- View DsilDocument16 pagesView DsilneepolionNo ratings yet
- Service Manual: S&T Motors Co., LTDDocument94 pagesService Manual: S&T Motors Co., LTDJuliano PedrosoNo ratings yet
- Regeln Map 2Document2 pagesRegeln Map 2bruno.wetzelNo ratings yet
- Syllabi M.Tech. WRDMDocument114 pagesSyllabi M.Tech. WRDMMadhab KoiralaNo ratings yet
- Turbine Buyers Guide - Mick Sagrillo & Ian WoofendenDocument7 pagesTurbine Buyers Guide - Mick Sagrillo & Ian WoofendenAnonymous xYhjeilnZNo ratings yet
- Ey-H3l Yh1576Document44 pagesEy-H3l Yh1576jorgeNo ratings yet
- Sensors 22 09378 v2Document13 pagesSensors 22 09378 v2FahdNo ratings yet
- RMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Document8 pagesRMA 3000 Remote Meter Assemblies Specifications: 34-ST-03-81, July 2017Amir LopezNo ratings yet
- Bash 101 Hacks PDFDocument5 pagesBash 101 Hacks PDFAmira A MarreiNo ratings yet