You might also like
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- A Century of Aluminium A Product of The FutureDocument3 pagesA Century of Aluminium A Product of The FutureEvo CasagrandeNo ratings yet
- Ship ConstructionDocument6 pagesShip ConstructionTahsinul Haque TasifNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Metals: Review of Aluminum-To-Steel Welding Technologies For Car-Body ApplicationsDocument28 pagesMetals: Review of Aluminum-To-Steel Welding Technologies For Car-Body ApplicationsAnimesh KumarNo ratings yet
- WM026001 PDFDocument6 pagesWM026001 PDFHad de BajsNo ratings yet
- Smirnov 2017 IOP Conf. Ser. Mater. Sci. Eng. 177 012130Document8 pagesSmirnov 2017 IOP Conf. Ser. Mater. Sci. Eng. 177 012130senthilNo ratings yet
- Car Water Pump Cost Reduction DesignDocument15 pagesCar Water Pump Cost Reduction DesignMohammed BashierNo ratings yet
- University of Technology, Sydney Faculty of Engineering: Manufacturing Report Hydraulic Garage JackDocument13 pagesUniversity of Technology, Sydney Faculty of Engineering: Manufacturing Report Hydraulic Garage JackJohnLa100% (1)
- Process Simulation of Aluminium Sheet Metal Deep Drawing at Elevated TemperaturesDocument8 pagesProcess Simulation of Aluminium Sheet Metal Deep Drawing at Elevated TemperaturesRashed alganmNo ratings yet
- Adhesion Promoter Makes Hybrid Components Even Lighter and More RigidDocument6 pagesAdhesion Promoter Makes Hybrid Components Even Lighter and More RigidSebastian AndreoliNo ratings yet
- High-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationDocument16 pagesHigh-Speed Machining of Aluminium Alloy Using Vegetable Oil Based Small Quantity LubricationAsha NegiNo ratings yet
- New Developments in Gear HobbingDocument8 pagesNew Developments in Gear HobbingpongerkeNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- MAILAM INDIA LIMITED PONDICHERRY FCAW –MODERN TOOL FOR COST CONTROLDocument13 pagesMAILAM INDIA LIMITED PONDICHERRY FCAW –MODERN TOOL FOR COST CONTROLAsad Bin Ala QatariNo ratings yet
- E Weldone Nov 2017Document7 pagesE Weldone Nov 2017chinmayNo ratings yet
- Forja Precision PDFDocument8 pagesForja Precision PDFJohan Velasco ArévaloNo ratings yet
- Hybrid Laser Welding Advantages for ShipbuildingDocument8 pagesHybrid Laser Welding Advantages for ShipbuildingmanasikarthikNo ratings yet
- Friction Stir Welding of Aluminum 7075 AlloysDocument28 pagesFriction Stir Welding of Aluminum 7075 AlloysIJRASETPublicationsNo ratings yet
- Industrial lasers in automotive welding and manufacturingDocument24 pagesIndustrial lasers in automotive welding and manufacturingABRAHAM SILVA HERNANDEZNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- FSW 1Document8 pagesFSW 1mariaantonyvargheesmichaeljoelNo ratings yet
- Chassis Design ExampleDocument9 pagesChassis Design ExampleWisdom Patrick EnangNo ratings yet
- A Novel Forming Technology For Tailor-Welded BlanksDocument9 pagesA Novel Forming Technology For Tailor-Welded BlanksGabipmNo ratings yet
- Aluminum ThesisDocument8 pagesAluminum Thesisalyssaschultecolumbia100% (2)
- The National Institute of EngineeringDocument22 pagesThe National Institute of EngineeringSanjay KmrNo ratings yet
- Optimization of Laser-Aided Directed Metal Deposition of 2024 Aluminum PowderDocument12 pagesOptimization of Laser-Aided Directed Metal Deposition of 2024 Aluminum Powderalich500No ratings yet
- 484 Welding Guidelines For Design EngineersDocument4 pages484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- Franziska Neubauer, Tobias Reil, Konstantin Hofmann and Marion MerkleinDocument1 pageFranziska Neubauer, Tobias Reil, Konstantin Hofmann and Marion MerkleinRoberto HernandezNo ratings yet
- Tailor Weld BlanksDocument6 pagesTailor Weld Blankssubha_aeroNo ratings yet
- Cymat AluminiumDocument10 pagesCymat AluminiumnguyenvannganpcNo ratings yet
- Suryanarayanan-Sridhar2020 Article EffectOfProcessParametersInPinDocument12 pagesSuryanarayanan-Sridhar2020 Article EffectOfProcessParametersInPinV.v. TaguisNo ratings yet
- Formation Characteristic, Microstructure, and Mechanical Performances of Aluminum-Based Components by Friction Stir Additive ManufacturingDocument11 pagesFormation Characteristic, Microstructure, and Mechanical Performances of Aluminum-Based Components by Friction Stir Additive ManufacturingV.v. TaguisNo ratings yet
- 2019 - Challenges Associated With The Wire Arc Additive Manufacturing (WAAM) of Aluminum AlloysDocument10 pages2019 - Challenges Associated With The Wire Arc Additive Manufacturing (WAAM) of Aluminum AlloysFernando WeisseNo ratings yet
- Latest Technology/Processes For Welded and Riveted Joints New Technology For Welding AluminumDocument3 pagesLatest Technology/Processes For Welded and Riveted Joints New Technology For Welding AluminumPandaNo ratings yet
- 2001 The Bending of An Aluminum Structural Frame With A Rubber PadDocument6 pages2001 The Bending of An Aluminum Structural Frame With A Rubber PadL ZhangNo ratings yet
- Introduction To The Design of Cold-Formed SectionsDocument17 pagesIntroduction To The Design of Cold-Formed SectionssridevikoonathNo ratings yet
- Case Study of Aircraft Wing Manufacture: How Aircraft Structures Are MadeDocument4 pagesCase Study of Aircraft Wing Manufacture: How Aircraft Structures Are MadeApurva KamalNo ratings yet
- Welding Cost Optimization with GMAWDocument6 pagesWelding Cost Optimization with GMAWratneshkumar2004No ratings yet
- Fabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsDocument31 pagesFabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsSaurabh VermaNo ratings yet
- Opportunities and Challenges of Profile Extrusion Dies Produced by Additive Manufacturing ProcessesDocument6 pagesOpportunities and Challenges of Profile Extrusion Dies Produced by Additive Manufacturing ProcessesNate MercerNo ratings yet
- Svetsaren Vol 54 Adding NO To The Argon or ArgonDocument8 pagesSvetsaren Vol 54 Adding NO To The Argon or ArgonlvcuichanghuaNo ratings yet
- Artigo Sigma Report 19Document4 pagesArtigo Sigma Report 19pedrotoresinNo ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Manufacturing 1000 Gearbox Covers with Squeeze and Vacuum CastingDocument16 pagesManufacturing 1000 Gearbox Covers with Squeeze and Vacuum CastingYuvraj TyagiNo ratings yet
- SMT Seminar ReportDocument26 pagesSMT Seminar ReportShruthi Uppar100% (1)
- By Sura Haider Laser Welding in Aircraft StructureDocument12 pagesBy Sura Haider Laser Welding in Aircraft Structureطه حسن شاكر محمودNo ratings yet
- Deep Drawing Simulations of Tailored Blanks and Experimental VerificationDocument12 pagesDeep Drawing Simulations of Tailored Blanks and Experimental VerificationKurniawanNo ratings yet
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFDocument7 pagesMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFSabry S. YoussefNo ratings yet
- GTAW Chapter 1Document4 pagesGTAW Chapter 1Renold ElsenNo ratings yet
- Recent Technology of Powder Metallurgy and ApplicationsDocument32 pagesRecent Technology of Powder Metallurgy and ApplicationsMuralli Jayaganesan100% (2)
- WAAMDocument6 pagesWAAMAníbal DI LUCHNo ratings yet
- Paper 5Document13 pagesPaper 5180320119134.me.rayush.hariNo ratings yet
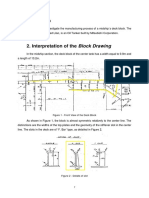
- Figure 1 - Front View of The Deck BlockDocument17 pagesFigure 1 - Front View of The Deck BlockAna Paula BittencourtNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- TE 1 Notes PDFDocument196 pagesTE 1 Notes PDFfatigue puttaNo ratings yet
- Adfreezing and Frost Heaving of FoundationsDocument9 pagesAdfreezing and Frost Heaving of FoundationsAhmed AbdelazizNo ratings yet
- REINFORCEMENT SCHEDULEDocument30 pagesREINFORCEMENT SCHEDULEMiko AbiNo ratings yet
- En 10088-5Document57 pagesEn 10088-5SergeyGalkin100% (1)
- External Static Pressure Calculation AHU-FF-01Document38 pagesExternal Static Pressure Calculation AHU-FF-01AslamNo ratings yet
- Climatology (Unit-7)Document12 pagesClimatology (Unit-7)SaakshiNo ratings yet
- Level Set Method Implementation in SNUFOAM (High Speed Planing Hull)Document19 pagesLevel Set Method Implementation in SNUFOAM (High Speed Planing Hull)Marcopolo Espinoza HaroNo ratings yet
- C-31 - Defence Colony - Terrace Garden ProposalDocument7 pagesC-31 - Defence Colony - Terrace Garden ProposalDevangie Shrivastava100% (1)
- Lecture 1Document24 pagesLecture 1SaurabhNo ratings yet
- Scrap Yard Mochia BOQDocument8 pagesScrap Yard Mochia BOQSAMEERNo ratings yet
- CEHYDRA Notes on Headloss Equations Using Friction FactorDocument12 pagesCEHYDRA Notes on Headloss Equations Using Friction FactorAngel Lisette LaoNo ratings yet
- TECHNOLOGICAL UNIVERSITY OF THE PHILIPPINES LAB REPORTDocument24 pagesTECHNOLOGICAL UNIVERSITY OF THE PHILIPPINES LAB REPORTJeshua LloreraNo ratings yet
- HVAC Systems Duct DesignDocument39 pagesHVAC Systems Duct Designsardarmkhan100% (2)
- Types of Concrete Blocks in Construction (14 Types)Document10 pagesTypes of Concrete Blocks in Construction (14 Types)hhNo ratings yet
- Matrial ListDocument1 pageMatrial ListRukksana SayyedNo ratings yet
- Bill 10 UG Water Tank and Pump RoomDocument92 pagesBill 10 UG Water Tank and Pump RoomLevy MalagambaNo ratings yet
- Assignment 3Document9 pagesAssignment 3api-335365905No ratings yet
- PR-3Document1 pagePR-3Fernanda QuelNo ratings yet
- Codeline Drawing 80S30 Non CodedDocument2 pagesCodeline Drawing 80S30 Non CodedDarren PonichaiNo ratings yet
- METROLOGY & MEASUREMENTSDocument12 pagesMETROLOGY & MEASUREMENTSmirztrNo ratings yet
- 4D PrintingDocument27 pages4D Printingmanoj manuNo ratings yet
- Installation Instructions BWC Waterline Shower ChannelDocument4 pagesInstallation Instructions BWC Waterline Shower ChannelBLUCHERNo ratings yet
- Rupture DiscDocument2 pagesRupture Discbigs1303No ratings yet
- Mechanical Supervisor ResumeDocument4 pagesMechanical Supervisor ResumeAnwar Rahman100% (4)
- Coding Facade Styles Penang BuildingsDocument3 pagesCoding Facade Styles Penang BuildingsEwan HarunNo ratings yet
- 2099 Robor Corrugated Liet PDFDocument2 pages2099 Robor Corrugated Liet PDFJosef StrydomNo ratings yet
- Reinforcing Detailing of RCCDocument40 pagesReinforcing Detailing of RCCThamaraiselvan Ramadoss100% (1)
- Offer Legrand SandwichBBT BMTC EV 02.04.2022Document1 pageOffer Legrand SandwichBBT BMTC EV 02.04.2022Darshit VyasNo ratings yet
- AE342 LectureNotes W1Document11 pagesAE342 LectureNotes W1Mert YılmazNo ratings yet
- VCCT For Abaqus PDFDocument14 pagesVCCT For Abaqus PDFFelipe Dornellas SilvaNo ratings yet