You might also like
- TUBE BENDING DESIGN GUIDEDocument24 pagesTUBE BENDING DESIGN GUIDEYasmin 2021No ratings yet
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Pipe and Tube Bending PrinciplesDocument5 pagesPipe and Tube Bending PrinciplesPravin SatheNo ratings yet
- Tube BendingDocument2 pagesTube BendingMetin GüvenNo ratings yet
- Roll Forging.Document36 pagesRoll Forging.jaydee420No ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- Tube Bending CalculationsDocument2 pagesTube Bending CalculationsEWheelerFKNo ratings yet
- Unit-III - Theory On The Metal Cutting OperationDocument217 pagesUnit-III - Theory On The Metal Cutting OperationKansath KamalNo ratings yet
- Forgings PDFDocument23 pagesForgings PDFrrameshsmitNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Tube Bending Formulas GuideDocument3 pagesTube Bending Formulas GuideJordan MosesNo ratings yet
- Example For Milling CalculationDocument3 pagesExample For Milling CalculationAbd Muhaimin AmmsNo ratings yet
- Thesis ReportDocument35 pagesThesis ReportKashif MuhammadNo ratings yet
- UTP Mould & Die Mould Base Catalogue 2011/12Document21 pagesUTP Mould & Die Mould Base Catalogue 2011/12Amitava DattaNo ratings yet
- Guhring Seminar-PcdDocument74 pagesGuhring Seminar-Pcdsiva kumarNo ratings yet
- Design of Components With Casting ConsiderationsDocument49 pagesDesign of Components With Casting ConsiderationsOrville SutariNo ratings yet
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- Hydro Forming FinalDocument32 pagesHydro Forming FinalGaurav KatruwarNo ratings yet
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 pagesSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNo ratings yet
- Press Tool Components Die MakingDocument29 pagesPress Tool Components Die Makingmayank123100% (1)
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- Rapid Sheet Metal Design GuideDocument17 pagesRapid Sheet Metal Design GuideNageswar ReddyNo ratings yet
- Metal Forming Processes ExplainedDocument114 pagesMetal Forming Processes ExplainedManoj Kumar SNo ratings yet
- Casting Project 1Document18 pagesCasting Project 1tamertunali100% (1)
- Cold Working MethodsDocument34 pagesCold Working MethodsSarojKumarSinghNo ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- A PPT On NBC TrainingDocument17 pagesA PPT On NBC Traininggourav_nama_2150% (2)
- Notes On Ball Bearings: Bearing NomenclatureDocument4 pagesNotes On Ball Bearings: Bearing NomenclaturePallavi SharmaNo ratings yet
- Steel-Purchasing 23.06.2004 PDFDocument25 pagesSteel-Purchasing 23.06.2004 PDFCan ERTAN100% (1)
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous XClYkdKyNo ratings yet
- Sheet Metal Processes BendingDocument11 pagesSheet Metal Processes BendingYashvir SinghNo ratings yet
- Claw Pole Forging ProcessDocument8 pagesClaw Pole Forging ProcessBhagat SinghNo ratings yet
- Sheet Metal MaterialDocument54 pagesSheet Metal MaterialRoyalmech100% (1)
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Document6 pagesKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNo ratings yet
- Engine Block Manufacturing ProcessDocument5 pagesEngine Block Manufacturing ProcessDavid U. AnyegwuNo ratings yet
- About En19Document1 pageAbout En19ramanamurtytv7176No ratings yet
- CSI Bulletin CTCH -1: The CSI Bolt-On Heating SystemDocument12 pagesCSI Bulletin CTCH -1: The CSI Bolt-On Heating Systempeubrandao100% (1)
- Casting Design RulesDocument44 pagesCasting Design RulesZeel PatelNo ratings yet
- ForgingDocument19 pagesForgingSarthakNo ratings yet
- Closed Die Forging Reading MaterialDocument27 pagesClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- DESIGN CALCULATION & ANALYSISDocument13 pagesDESIGN CALCULATION & ANALYSISSunil KumarNo ratings yet
- GB T 699 1988 Quality Carbon Structural SteelsDocument17 pagesGB T 699 1988 Quality Carbon Structural SteelsPHUONGNo ratings yet
- JIS G 3141 Commercial Cold Rolled SPCC SteelsDocument6 pagesJIS G 3141 Commercial Cold Rolled SPCC SteelsAnonymous 8lxxbNcA0sNo ratings yet
- Uni 663 Grade Fe55 1 Tubes PDFDocument1 pageUni 663 Grade Fe55 1 Tubes PDFMitul MehtaNo ratings yet
- En 10088-3Document2 pagesEn 10088-3H_DEBIANENo ratings yet
- Comparison Table of Cast Aluminum Alloy GradesDocument2 pagesComparison Table of Cast Aluminum Alloy GradesdeanwinshesterNo ratings yet
- Sheet Metal Design Services ConsiderationsDocument3 pagesSheet Metal Design Services ConsiderationsVino KumarNo ratings yet
- Report On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Document21 pagesReport On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Maroof Alam100% (2)
- Basic GD&T - DatumsDocument32 pagesBasic GD&T - DatumspdmnbraoNo ratings yet
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Indian Standard Designation of SteelsDocument1 pageIndian Standard Designation of Steelssushil.vgi75% (4)
- Core CastingDocument27 pagesCore Castingchetan100% (1)
- Forging Lecture PDFDocument58 pagesForging Lecture PDFJoselo HR100% (1)
- Introduction To CastingDocument16 pagesIntroduction To CastingOkari100% (1)
- Forging: Shaping Metal Through CompressionDocument81 pagesForging: Shaping Metal Through CompressionsuneethaNo ratings yet
- Tube Bending WikiDocument7 pagesTube Bending WikiShawn SimNo ratings yet
- Tube BendingDocument6 pagesTube BendingsiswoutNo ratings yet
- Manual Pipe Bender ProjectDocument36 pagesManual Pipe Bender ProjectSahilye Geha100% (1)
- Meca ProjectDocument29 pagesMeca ProjectSahilye Geha100% (1)
- Fig. 2.1: Bending TerminologyDocument6 pagesFig. 2.1: Bending TerminologyeshwariNo ratings yet
- Packaged Fruit Juices: Purchase Factors for Two RespondentsDocument2 pagesPackaged Fruit Juices: Purchase Factors for Two RespondentsRohan PaunikarNo ratings yet
- NoteDocument1 pageNoteRohan PaunikarNo ratings yet
- Queing Sol TaylorDocument11 pagesQueing Sol TaylorRohan PaunikarNo ratings yet
- Assessment of how governments, pharmaceutical companies, and other parties are handling the global AIDS crisisDocument2 pagesAssessment of how governments, pharmaceutical companies, and other parties are handling the global AIDS crisisRohan Paunikar67% (3)
- Cipla Cash Flow Analysis For Three Projects in Anti-Microbial /allergy FieldDocument2 pagesCipla Cash Flow Analysis For Three Projects in Anti-Microbial /allergy FieldRohan PaunikarNo ratings yet
- Cellular Manufacturing Applications in MRO OperationsDocument2 pagesCellular Manufacturing Applications in MRO OperationsRohan PaunikarNo ratings yet
- Understanding ConvenienceDocument3 pagesUnderstanding ConvenienceRohan PaunikarNo ratings yet
- Starbucks Analysis SM PGP29212 Sec DDocument1 pageStarbucks Analysis SM PGP29212 Sec DRohan PaunikarNo ratings yet
- Contex DigsDocument20 pagesContex DigsRohan PaunikarNo ratings yet
- Understanding The Role of Convenience in Consumer Food ChoicesDocument10 pagesUnderstanding The Role of Convenience in Consumer Food ChoicesRohan PaunikarNo ratings yet
- Product Units (Demand) Selling Price Raw Material Cost Contribution Per Unit Units Produced Total Contribution A D F 16450Document2 pagesProduct Units (Demand) Selling Price Raw Material Cost Contribution Per Unit Units Produced Total Contribution A D F 16450Rohan PaunikarNo ratings yet
- Product Units Increased Unit Unit Price Sales of Extra Units Sales of Extra UnitsDocument2 pagesProduct Units Increased Unit Unit Price Sales of Extra Units Sales of Extra UnitsRohan PaunikarNo ratings yet
- Indian Auto Market Slides 15.7% in July 2011 on Higher Fuel Prices and Interest RatesDocument1 pageIndian Auto Market Slides 15.7% in July 2011 on Higher Fuel Prices and Interest RatesRohan PaunikarNo ratings yet
- Need For Dual CEODocument2 pagesNeed For Dual CEORohan PaunikarNo ratings yet
- Contex DigsDocument20 pagesContex DigsRohan PaunikarNo ratings yet
- Group 2 DiversificationDocument15 pagesGroup 2 DiversificationRohan PaunikarNo ratings yet
- Starbucks AnalysisDocument1 pageStarbucks AnalysisRohan PaunikarNo ratings yet
- Virtual CellsDocument1 pageVirtual CellsRohan PaunikarNo ratings yet
- Value Chain AnalysisDocument2 pagesValue Chain AnalysisRohan PaunikarNo ratings yet
- Value Chain AnalysisDocument2 pagesValue Chain AnalysisRohan PaunikarNo ratings yet
- Strategy Decision Sheet Apple 2Document3 pagesStrategy Decision Sheet Apple 2Rohan PaunikarNo ratings yet
- Global WarmingDocument10 pagesGlobal WarmingRohan PaunikarNo ratings yet
- RegressionResultsDocument15 pagesRegressionResultsJenni AHNo ratings yet
- Organizati On Name Industry Market ShareDocument11 pagesOrganizati On Name Industry Market ShareRohan PaunikarNo ratings yet
- Group-6 - HRM Project Proposal Project - 2Document1 pageGroup-6 - HRM Project Proposal Project - 2Rohan PaunikarNo ratings yet
- TBR Wipro Org RedesignDocument21 pagesTBR Wipro Org RedesignRohan PaunikarNo ratings yet
- Motor Problem: Rohan Paunikar PGP29212 Section-DDocument2 pagesMotor Problem: Rohan Paunikar PGP29212 Section-DRohan PaunikarNo ratings yet
- Jones Chapter1Document18 pagesJones Chapter1beobungbuNo ratings yet
- RegressionResultsDocument15 pagesRegressionResultsJenni AHNo ratings yet
- Burns05 PPT 01Document29 pagesBurns05 PPT 01hershey_santos_1No ratings yet
- Sheet Metal OperationsDocument63 pagesSheet Metal OperationsDilip ShenoyNo ratings yet
- Transit Oriented Development (TOD) NAYA RAIPUR NEW DELHI CASE STUDYDocument45 pagesTransit Oriented Development (TOD) NAYA RAIPUR NEW DELHI CASE STUDYkiri100% (5)
- CBTC For Indian Metro RailwaysDocument9 pagesCBTC For Indian Metro Railwayser.ras.maNo ratings yet
- Case Study - Coastal Shipping As A Viable Means of TransportationDocument2 pagesCase Study - Coastal Shipping As A Viable Means of TransportationTransport, CRISIL Infrastructure AdvisoryNo ratings yet
- Clay BricksDocument21 pagesClay BricksKhalid Réda100% (3)
- A Study On Developmental of Local Public Transport Policy-The Case of Tricycles and HabalHabalDocument94 pagesA Study On Developmental of Local Public Transport Policy-The Case of Tricycles and HabalHabalnorze75% (8)
- Welding Heat TreatmentDocument33 pagesWelding Heat TreatmentWan HafiyNo ratings yet
- AIA Contract Documents-Availability by Series (2017)Document5 pagesAIA Contract Documents-Availability by Series (2017)ed bookerNo ratings yet
- Plumbing-Max FajardoDocument175 pagesPlumbing-Max Fajardoaj80% (5)
- S.O.P.E.P. + S.M.P.E.P. emergency plansDocument10 pagesS.O.P.E.P. + S.M.P.E.P. emergency plansmavericksailor100% (1)
- Format For Physical and Financial Progress ReportDocument1 pageFormat For Physical and Financial Progress ReportCUNo ratings yet
- Highways July 2015Document60 pagesHighways July 2015spc268No ratings yet
- Aircraft Safety Assessment ANO GuideDocument10 pagesAircraft Safety Assessment ANO GuideMuneeb AlamNo ratings yet
- Srujan Solution Management Consultancy ProfileDocument10 pagesSrujan Solution Management Consultancy ProfileRajesh JujareNo ratings yet
- Black BoxDocument8 pagesBlack BoxAjita Mishra100% (1)
- 30 Rules For Good Connections.5Document4 pages30 Rules For Good Connections.5chipchipperson100% (1)
- LNG - 2007 Carrier FleetDocument3 pagesLNG - 2007 Carrier FleetmartctjNo ratings yet
- CASR Part 135 Amdt. 11 - 135.329 Flight RecorderDocument3 pagesCASR Part 135 Amdt. 11 - 135.329 Flight RecorderHarry Nuryanto100% (1)
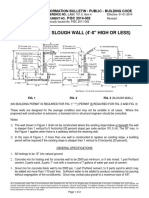
- Retaining or Slough Wall (4 Foot High or Less) Ib P Bc2014 002Document2 pagesRetaining or Slough Wall (4 Foot High or Less) Ib P Bc2014 002tiger_lxfNo ratings yet
- Outline Specification 7,500 m3 LNG CarrierDocument10 pagesOutline Specification 7,500 m3 LNG CarrierKelvin Xu100% (1)
- Passenger Glossary of TermsDocument106 pagesPassenger Glossary of TermsRashed Rasheed0% (1)
- Accessibility, Evacuation & Safety on Spirit of BC FerriesDocument6 pagesAccessibility, Evacuation & Safety on Spirit of BC FerriesAlyssa FordNo ratings yet
- AIRBUS Cabin Crew OPSDocument16 pagesAIRBUS Cabin Crew OPSSHERIEFNo ratings yet
- LIST OF INDUSTRIES IN DISTRICT MALIRDocument28 pagesLIST OF INDUSTRIES IN DISTRICT MALIRSaad Iqbal100% (2)
- Standard Inspection & Test Plan (ITP) FOR Tank PadDocument5 pagesStandard Inspection & Test Plan (ITP) FOR Tank PaddendyNo ratings yet
- Closure Data PEDocument2 pagesClosure Data PEjowarNo ratings yet
- Américas 1500Document53 pagesAméricas 1500Ghina Revita SakinahNo ratings yet
- Tank ErectionDocument13 pagesTank Erectionsajay2010No ratings yet
- Traffic Engineering FundamentalsDocument24 pagesTraffic Engineering FundamentalsUmar Khan100% (1)
- Highway Engineering - Paul H.wrightDocument84 pagesHighway Engineering - Paul H.wrightElena Otilia Cimpeanu33% (3)