You might also like
- Tolleranze PCIDocument20 pagesTolleranze PCIkurtainNo ratings yet
- 2011 03 Mccowan Kivela PDFDocument11 pages2011 03 Mccowan Kivela PDFFranklyn GenoveNo ratings yet
- Typar Commercial BrochureDocument8 pagesTypar Commercial BrochurededspiderfishNo ratings yet
- Cladding OptionsDocument77 pagesCladding OptionsShajit KumarNo ratings yet
- The Importance of Proper Roof Slope: Tech TodayDocument1 pageThe Importance of Proper Roof Slope: Tech TodayGiri DharanNo ratings yet
- Repair Manual 06-09-10Document30 pagesRepair Manual 06-09-10MaruskLuluNo ratings yet
- Parex USA ApplicationDocument28 pagesParex USA ApplicationjbonvierNo ratings yet
- Tapered Insulation For Roof Slope DrainageDocument34 pagesTapered Insulation For Roof Slope DrainagebatteekhNo ratings yet
- Seismic Technical Guide Seismic Expansion Joints en SC2496Document15 pagesSeismic Technical Guide Seismic Expansion Joints en SC2496carrimonn11No ratings yet
- General Building Defects: Causes, Symptoms and Remedial WorkDocument14 pagesGeneral Building Defects: Causes, Symptoms and Remedial Workoink pihNo ratings yet
- Roofing Waterproofing Details & Architect's Standard of CareDocument3 pagesRoofing Waterproofing Details & Architect's Standard of Carecm2consuNo ratings yet
- Thin Brick Veneer: Technical Notes 28CDocument12 pagesThin Brick Veneer: Technical Notes 28CmtNo ratings yet
- Styrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsDocument3 pagesStyrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsLuigi HernándezNo ratings yet
- EPDM Sheet Used in Single-Ply Roof Membrane: Standard Specification ForDocument4 pagesEPDM Sheet Used in Single-Ply Roof Membrane: Standard Specification ForHatem MomaniNo ratings yet
- Standard Test Method For Measuring Length of Concrete Cores (C 1542.c1542m)Document2 pagesStandard Test Method For Measuring Length of Concrete Cores (C 1542.c1542m)jjaavenidoNo ratings yet
- Building Science Digest 146: EIFS - Problems and SolutionsDocument14 pagesBuilding Science Digest 146: EIFS - Problems and SolutionsFakouri YaNo ratings yet
- SECTION 09 65 16.33 SECTION TITLE: Rubber Sheet Flooring: 1.1 Related DocumentsDocument3 pagesSECTION 09 65 16.33 SECTION TITLE: Rubber Sheet Flooring: 1.1 Related DocumentsTheJohnnyBravoooNo ratings yet
- Astm C11Document8 pagesAstm C11Fitria RindangNo ratings yet
- Stair SafetyDocument96 pagesStair Safetybektiwidi1060No ratings yet
- D 5147 02 Test Method For Sampling Amp Testing Bituminous SheetDocument5 pagesD 5147 02 Test Method For Sampling Amp Testing Bituminous SheetAnshu TechNo ratings yet
- WeatherBarriers PDFDocument15 pagesWeatherBarriers PDFcolawariNo ratings yet
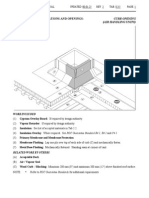
- RCABC Roof Curb Pentrations and OpeningsDocument13 pagesRCABC Roof Curb Pentrations and OpeningsdomcristiniNo ratings yet
- CIB 271 - Towards Sustainable RoofingDocument33 pagesCIB 271 - Towards Sustainable RoofingAndon Setyo WibowoNo ratings yet
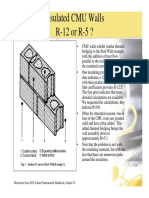
- Tek 16-04aDocument4 pagesTek 16-04akip2001No ratings yet
- SPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsDocument8 pagesSPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsSujanto WidjajaNo ratings yet
- TRC Engineers, Inc.-Structural Engineering - RedactedDocument21 pagesTRC Engineers, Inc.-Structural Engineering - RedactedL. A. PatersonNo ratings yet
- Ncma Tek: Glossary of Concrete Masonry Terms TEK 1-4Document6 pagesNcma Tek: Glossary of Concrete Masonry Terms TEK 1-4Heriberto Yau BNo ratings yet
- Curtain Wall Manual - Section 8 InstallationDocument32 pagesCurtain Wall Manual - Section 8 InstallationphilipNo ratings yet
- Admix Catalog 2015 16 Web LinksDocument248 pagesAdmix Catalog 2015 16 Web Linksdan0427No ratings yet
- Evaluating Water-Resistive Barrier (WRB) Coatings Used Under Exterior Insulation and Finish Systems (EIFS) or EIFS With DrainageDocument5 pagesEvaluating Water-Resistive Barrier (WRB) Coatings Used Under Exterior Insulation and Finish Systems (EIFS) or EIFS With DrainageAhmad Zubair RasulyNo ratings yet
- Ac308 - 15 - Concrete Anchor Manufacturers AssociationDocument127 pagesAc308 - 15 - Concrete Anchor Manufacturers AssociationPaulo HenriqueNo ratings yet
- Monolithic Membrane 6125: PremiumDocument8 pagesMonolithic Membrane 6125: PremiumSam YoonNo ratings yet
- Roof Damage Bibliography (T0121941)Document3 pagesRoof Damage Bibliography (T0121941)HCStepNo ratings yet
- USACE Design Manual 07 PDFDocument520 pagesUSACE Design Manual 07 PDFDannyd68No ratings yet
- 085200fl PellaDocument21 pages085200fl PellaabobeedoNo ratings yet
- Built in Gutter Design and Detailing: Levine & Company, Inc Ardmore, PennsylvaniaDocument17 pagesBuilt in Gutter Design and Detailing: Levine & Company, Inc Ardmore, Pennsylvaniathe conquerorNo ratings yet
- Principles and Practices of Stud Welding: State-Of-The-Art PaperDocument13 pagesPrinciples and Practices of Stud Welding: State-Of-The-Art Paperalbert limantonoNo ratings yet
- Condensation and Indoor Air Quality ProblemsDocument12 pagesCondensation and Indoor Air Quality Problemsadrian77777No ratings yet
- Downpipe Determination - AZ StanrdardDocument6 pagesDownpipe Determination - AZ StanrdardKokKeiNo ratings yet
- 2011-Bes-Peevey Common Installation Problems Foraluminum Framed Curtain Wall SystemsDocument12 pages2011-Bes-Peevey Common Installation Problems Foraluminum Framed Curtain Wall SystemsMurat PizanNo ratings yet
- ConcretePipeJoints Epipe07 124Document6 pagesConcretePipeJoints Epipe07 124tulasirao.nammiNo ratings yet
- C780Document16 pagesC780Karlita Cisneros100% (2)
- Shoring and Reshore PDFDocument6 pagesShoring and Reshore PDFᜇᜒᜌᜓᜈᜎ᜔ᜇ᜔ ᜊᜒᜇᜓᜌ᜔No ratings yet
- Astm E331-00Document4 pagesAstm E331-00ELENA NAVASNo ratings yet
- Why To Provide Control Joints in Cement PlasterDocument2 pagesWhy To Provide Control Joints in Cement Plastermp_babu_2No ratings yet
- D7897 15 Standard Practice For Laboratory Soiling and Weathering of Roofing Materials To Simulate Effects of Natural Exposure On Solar Reflectance and PDFDocument10 pagesD7897 15 Standard Practice For Laboratory Soiling and Weathering of Roofing Materials To Simulate Effects of Natural Exposure On Solar Reflectance and PDFpractice rosNo ratings yet
- Rain Screen Detailing Article, by Gary Katz and Bill RobinsonDocument6 pagesRain Screen Detailing Article, by Gary Katz and Bill RobinsonDesignerLibrary100% (1)
- Plateing Options in MiTekDocument10 pagesPlateing Options in MiTekduga11100% (1)
- Acceptance Criteria For Nails and SpikesDocument9 pagesAcceptance Criteria For Nails and SpikesSathiaram RamNo ratings yet
- Technical Manual Whole 09 - BRICKDocument150 pagesTechnical Manual Whole 09 - BRICKMuhamad Zaid Md ZinNo ratings yet
- 30-Astm C1021-08Document3 pages30-Astm C1021-08Rolando de Guzman100% (1)
- Building Science Makes A Case For Two LayersDocument6 pagesBuilding Science Makes A Case For Two LayersPalanisamy RajaNo ratings yet
- Rolled Zinc: Standard Specification ForDocument4 pagesRolled Zinc: Standard Specification ForCarlos HerreraNo ratings yet
- 4471Document17 pages4471Tiago DalanNo ratings yet
- C11Document6 pagesC11Fredy SierraNo ratings yet
- Portland Cement Plaster Over Foam: NWCB Technical DocumentDocument1 pagePortland Cement Plaster Over Foam: NWCB Technical Documentmy dlNo ratings yet
- Wall and CeilingDocument16 pagesWall and CeilingAbhishek JaniNo ratings yet
- Structural Elements for Architects and Builders: Design of Columns, Beams, and Tension Elements in Wood, Steel, and Reinforced ConcreteFrom EverandStructural Elements for Architects and Builders: Design of Columns, Beams, and Tension Elements in Wood, Steel, and Reinforced ConcreteNo ratings yet
- Construction Supervisor II: Passbooks Study GuideFrom EverandConstruction Supervisor II: Passbooks Study GuideNo ratings yet
- 1172Document18 pages1172Ameya SohoniNo ratings yet
- 1172Document18 pages1172Ameya SohoniNo ratings yet
- Next7 2015Document12 pagesNext7 2015Falgun HindochaNo ratings yet
- Editable Urbanism ReportDocument9 pagesEditable Urbanism ReportFalgun HindochaNo ratings yet
- Thresholds 171998 MassDocument84 pagesThresholds 171998 MassFalgun HindochaNo ratings yet
- School As SpaceDocument16 pagesSchool As SpaceFalgun HindochaNo ratings yet
- Perspective Architecture of EnterpriseDocument7 pagesPerspective Architecture of EnterpriseFalgun HindochaNo ratings yet
- Sample Pages From Elements of SpacemakingDocument3 pagesSample Pages From Elements of SpacemakingFalgun HindochaNo ratings yet
- Sample Pages From Concepts of SpaceDocument3 pagesSample Pages From Concepts of SpaceFalgun HindochaNo ratings yet
- Inside Outside TextDocument11 pagesInside Outside TextFalgun HindochaNo ratings yet
- Rye's Maze Explores Architecture's ImpactDocument4 pagesRye's Maze Explores Architecture's ImpactFalgun HindochaNo ratings yet
- 7533Document8 pages7533Falgun HindochaNo ratings yet
- Architecture: Case StudiesDocument33 pagesArchitecture: Case StudiesFalgun HindochaNo ratings yet
- Cement PDFDocument44 pagesCement PDFEutimos ParamatatyaNo ratings yet
- Complete AutoCAD CommandsDocument39 pagesComplete AutoCAD Commandskxalxo7637No ratings yet
- HHHHHHHHHHHHHHHHHHHHHHHHHHHDDDDDDDDDDDDDocument18 pagesHHHHHHHHHHHHHHHHHHHHHHHHHHHDDDDDDDDDDDDFalgun HindochaNo ratings yet
- Is 102 Types of Portland CementDocument3 pagesIs 102 Types of Portland CementmoyferrerNo ratings yet
- HVAC Calculations GuideDocument36 pagesHVAC Calculations GuideAS HASNo ratings yet
- Oman Tel ContainerDocument28 pagesOman Tel ContainerkrishnakumarsistNo ratings yet
- Steel Structures Lecture Load CombinationsDocument92 pagesSteel Structures Lecture Load CombinationsMrSamspartNo ratings yet
- NHBC Standards 2018 PDFDocument392 pagesNHBC Standards 2018 PDFnpNo ratings yet
- Primavera P6 Exercise WorksheetDocument35 pagesPrimavera P6 Exercise WorksheetAvdhesh Chandra71% (7)
- What Is Lightweight Concrete - Types, Uses and AdvantagesDocument6 pagesWhat Is Lightweight Concrete - Types, Uses and AdvantagesAnish PandeyNo ratings yet
- SCR Construction Organization tender for track doubling Guntur-Guntakal stationsDocument15 pagesSCR Construction Organization tender for track doubling Guntur-Guntakal stationsharikrishna007No ratings yet
- Dolls House 1Document13 pagesDolls House 1ZRomulus73No ratings yet
- Civil Engineering Project TopicsDocument3 pagesCivil Engineering Project TopicsAlisa Jane TuboroNo ratings yet
- Arain SpecificationsDocument27 pagesArain Specificationsluismgnzls14No ratings yet
- Structural Analysis Report of Residential BuildingDocument40 pagesStructural Analysis Report of Residential BuildingPrakash Singh RawalNo ratings yet
- CAJ1066 Multiples MTDocument1 pageCAJ1066 Multiples MTEdwin G Garcia ChNo ratings yet
- Aeb 202: Structures and Materials - Notes Cattle HousingDocument16 pagesAeb 202: Structures and Materials - Notes Cattle HousingMutuajm100% (1)
- ASR Bomb Fallout Shelter KitDocument67 pagesASR Bomb Fallout Shelter Kitskalarok3771100% (1)
- Adobe TutorialDocument37 pagesAdobe Tutorialv69silva100% (1)
- Business Matching Service For WORLDBEX 2022 (Responses)Document52 pagesBusiness Matching Service For WORLDBEX 2022 (Responses)Rico Delgado of WorldbexNo ratings yet
- White Book C05 S03 Specialist Partitions FireWallDocument11 pagesWhite Book C05 S03 Specialist Partitions FireWallpictura sticlaNo ratings yet
- Introduction Mini ProjectDocument2 pagesIntroduction Mini ProjectYohan LimNo ratings yet
- GC Cram Trade - Complete SetDocument143 pagesGC Cram Trade - Complete SetJose TorresNo ratings yet
- Pertinent Information Piermont Grand 1673570252Document4 pagesPertinent Information Piermont Grand 1673570252holly.havenNo ratings yet
- Mostostalex - Sprinkler TanksDocument8 pagesMostostalex - Sprinkler TanksVanja IvkovicNo ratings yet
- School Building Structural ReportDocument51 pagesSchool Building Structural ReportNabin Acharya100% (1)
- Guide Procedure of PipingDocument157 pagesGuide Procedure of PipingThai Woo ReNo ratings yet
- Astm E2099 - 1 (En) PDFDocument4 pagesAstm E2099 - 1 (En) PDFRahul SamalaNo ratings yet
- Lumicor Point Support GuideDocument7 pagesLumicor Point Support GuideCITLALLI MACIAS (TALLER CMARQ)No ratings yet
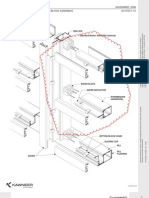
- Kawneer Storefront DetailsDocument29 pagesKawneer Storefront Detailsjudaspriest210% (2)
- PfsDocument19 pagesPfskirubaNo ratings yet
- BAL ChartDocument1 pageBAL ChartFilozófus ÖnjelöltNo ratings yet
- Voltex DS CIP TechDataDocument4 pagesVoltex DS CIP TechDataerkanozyNo ratings yet
- Racecourse Manual 2014 UPDATEDocument80 pagesRacecourse Manual 2014 UPDATEYazeed Lawan abubakarNo ratings yet