You might also like
- Workhorses of Industry: Industrial Transformers in A DC EnvironmentDocument7 pagesWorkhorses of Industry: Industrial Transformers in A DC Environmentreza515heiNo ratings yet
- Dynamic Braking ResistorsDocument2 pagesDynamic Braking Resistorsjsrplc7952No ratings yet
- VD4 11ka Manual PDFDocument42 pagesVD4 11ka Manual PDFhonghoaso1100% (1)
- VRLA Technical ManualDocument22 pagesVRLA Technical Manualp41005679No ratings yet
- Power Transformer Explained PracticallyDocument4 pagesPower Transformer Explained PracticallyIJARTETNo ratings yet
- Insulation Resistance IR Values PDFDocument14 pagesInsulation Resistance IR Values PDFRodel D DosanoNo ratings yet
- Overcurrent Protection in Arc FurnacesDocument8 pagesOvercurrent Protection in Arc FurnacesWilver SánchezNo ratings yet
- Cast Resin Dry Type Transformers: Up To 4 MvaDocument28 pagesCast Resin Dry Type Transformers: Up To 4 Mvaalexns84No ratings yet
- Kirloskar Transformers Product GuideDocument8 pagesKirloskar Transformers Product Guidewords4devNo ratings yet
- QoneDocument3 pagesQoneHv TopNo ratings yet
- Sinamics gl150Document148 pagesSinamics gl150Santhosh Reddy BNo ratings yet
- PFC Price List 15 Sept 2013 EpcosDocument24 pagesPFC Price List 15 Sept 2013 EpcosAnonymous SDeSP1100% (1)
- 500kVA Dyn5Document1 page500kVA Dyn5edwardNo ratings yet
- DCRM Software and Full GuideDocument104 pagesDCRM Software and Full Guidebhuban mohanNo ratings yet
- LbsDocument44 pagesLbsFarhan Shah100% (1)
- Heavy Duty Distribution Class Surge Arresters VARISIL HE.31242613Document2 pagesHeavy Duty Distribution Class Surge Arresters VARISIL HE.31242613Hung VuNo ratings yet
- 10 Tool Suite PDFDocument16 pages10 Tool Suite PDFRaul quispe quispeNo ratings yet
- Ref542plus Om Rel2 V1 2 OldDocument77 pagesRef542plus Om Rel2 V1 2 Oldronald_chan_2No ratings yet
- Summation CTDocument13 pagesSummation CTjakes87No ratings yet
- Distribution Transformer TestingDocument2 pagesDistribution Transformer TestingjamilsoriaNo ratings yet
- Slip Ring PresentationDocument12 pagesSlip Ring PresentationMynampati Sai SrinivasNo ratings yet
- Air Circuit Breakers - AH TypeDocument6 pagesAir Circuit Breakers - AH TypeAchmad Furqon Syaifullah100% (1)
- 132 Testing - CTDocument1 page132 Testing - CTSantosh GairheNo ratings yet
- Auto Transformer DesignDocument5 pagesAuto Transformer DesignJay SriNo ratings yet
- 24kV (20 22kV) Cable Termination, Outdoor, Polymeric CWS, 50 95sqmm 3M Cold Shrink 93EP621 2 PDFDocument8 pages24kV (20 22kV) Cable Termination, Outdoor, Polymeric CWS, 50 95sqmm 3M Cold Shrink 93EP621 2 PDFAnonymous IvZSKJCNo ratings yet
- ABB - Induction MotorDocument12 pagesABB - Induction Motorikuzma_1No ratings yet
- 1or 2 Pole Breaker For TractionDocument8 pages1or 2 Pole Breaker For Tractiongyanendra_vatsa4380No ratings yet
- Switchgear PremsetDocument97 pagesSwitchgear PremsetJesus Ignacio Calle PerezNo ratings yet
- Distance Protection 7SA6xx (Manual) PDFDocument804 pagesDistance Protection 7SA6xx (Manual) PDFJefferson Huerta OlivaresNo ratings yet
- PTM User ManualDocument86 pagesPTM User ManualAndrey PsNo ratings yet
- Relay Test Set: Sverker 650Document4 pagesRelay Test Set: Sverker 650Ziad BadrNo ratings yet
- TCVT245 Datasheet For ReferenceDocument2 pagesTCVT245 Datasheet For ReferencetuyencntnNo ratings yet
- Transformers ScopeDocument60 pagesTransformers ScopeSathiya KumarNo ratings yet
- TP SeriesDocument3 pagesTP SeriesPrasad KadamNo ratings yet
- Relay Setting Principles for Transmission Line ProtectionDocument32 pagesRelay Setting Principles for Transmission Line ProtectionSe SamnangNo ratings yet
- Technical guide for Nova Ex explosion-proof rope hoistsDocument59 pagesTechnical guide for Nova Ex explosion-proof rope hoistsGogyNo ratings yet
- Alstom Technical FlyerDocument2 pagesAlstom Technical Flyerram_kisna007No ratings yet
- Drying Time For Transformer Core and Winding AssemblyDocument4 pagesDrying Time For Transformer Core and Winding AssemblyPasan Heshara LiyanageNo ratings yet
- Catalogo Contactores en Vacio MitsubichiDocument16 pagesCatalogo Contactores en Vacio MitsubichiWalter CataldoNo ratings yet
- Part 4 RTCC ReviseDocument9 pagesPart 4 RTCC ReviseqianghoNo ratings yet
- Huaming Introduction: Tap Changer Manufacturer OverviewDocument64 pagesHuaming Introduction: Tap Changer Manufacturer OverviewmuzaffererNo ratings yet
- (Susol MCCB) Catalog en 202107Document376 pages(Susol MCCB) Catalog en 202107paryonoNo ratings yet
- Phase Shifting TransformersDocument6 pagesPhase Shifting TransformersWaldemar ZiomekNo ratings yet
- Transformer Repairing Auto Saved)Document11 pagesTransformer Repairing Auto Saved)c0rr0deNo ratings yet
- Xr-Ee-Eme 2010 08Document80 pagesXr-Ee-Eme 2010 08jkdarsiNo ratings yet
- Harmonics Training May 2012 WebinarDocument35 pagesHarmonics Training May 2012 WebinarMarvin TejerinaNo ratings yet
- ABB Relay REPAIRSDocument11 pagesABB Relay REPAIRSdarsu NaikNo ratings yet
- External CT Usage-EOCRDocument3 pagesExternal CT Usage-EOCRNaveen GuptaNo ratings yet
- Spectra Engineering Brochure - TransformerDocument4 pagesSpectra Engineering Brochure - TransformerAkash VermaNo ratings yet
- Distance 7saDocument40 pagesDistance 7sam khNo ratings yet
- Power Modules For VFD: Variable Frequency Drives (VFD)Document56 pagesPower Modules For VFD: Variable Frequency Drives (VFD)rajanarsu12No ratings yet
- Digital and Smart Grid Solutions ProviderDocument14 pagesDigital and Smart Grid Solutions ProviderDrashti PatelNo ratings yet
- Aditya Design of Transformers CD PDFDocument84 pagesAditya Design of Transformers CD PDFAkshay Kumar DadhichNo ratings yet
- FINDER Catalogue 2014-15Document564 pagesFINDER Catalogue 2014-15Yiannis MinoglouNo ratings yet
- MEPCO Report (Transformers and Testing)Document11 pagesMEPCO Report (Transformers and Testing)Syed Muhammad Munavvar HussainNo ratings yet
- Electrical Engineering Auto TransformersDocument9 pagesElectrical Engineering Auto TransformersBadir YassidNo ratings yet
- Trainning Report of VoltapmDocument21 pagesTrainning Report of VoltapmRavi PatelNo ratings yet
- TR Looses (A0Ak0 PDFDocument44 pagesTR Looses (A0Ak0 PDFMuhammed Talha QureshiNo ratings yet
- Bhel Herp Project ReportDocument28 pagesBhel Herp Project ReportSaurabh Mishra100% (1)
- Training Report Indian RailwayDocument44 pagesTraining Report Indian RailwayHimanand Raj BharatNo ratings yet
- Finland UniversityDocument1 pageFinland UniversityaliarababadiNo ratings yet
- Exergy AnalysisDocument2 pagesExergy AnalysisaliarababadiNo ratings yet
- Object XMLDocumentDocument1 pageObject XMLDocumentaliarababadiNo ratings yet
- Acid SulphuricDocument1 pageAcid SulphuricaliarababadiNo ratings yet
- Control Valve SizingDocument8 pagesControl Valve SizingaliarababadiNo ratings yet
- American UsDocument2 pagesAmerican UsaliarababadiNo ratings yet
- Reverse OsmosisDocument2 pagesReverse OsmosisaliarababadiNo ratings yet
- Take UpDocument1 pageTake UpaliarababadiNo ratings yet
- Energy Modeling in BuildingDocument4 pagesEnergy Modeling in BuildingaliarababadiNo ratings yet
- Master Thesis AbstractDocument5 pagesMaster Thesis AbstractaliarababadiNo ratings yet
- Risk ManagementDocument9 pagesRisk ManagementaliarababadiNo ratings yet
- Exempted From Visa Application FeeDocument2 pagesExempted From Visa Application FeealiarababadiNo ratings yet
- استانداردهاDocument7 pagesاستانداردهاaliarababadiNo ratings yet
- Human ResourceDocument7 pagesHuman ResourcealiarababadiNo ratings yet
- Format of ThesisDocument7 pagesFormat of ThesisaliarababadiNo ratings yet
- PERED Presentation Turkey 04032010Document70 pagesPERED Presentation Turkey 04032010aliarababadiNo ratings yet
- TimberDocument6 pagesTimberDissasekaraNo ratings yet
- The Carriage of DRI August 2010Document16 pagesThe Carriage of DRI August 2010spyrosschneider4283No ratings yet
- Siemens Power Engineering Guide 7E 92Document1 pageSiemens Power Engineering Guide 7E 92mydearteacherNo ratings yet
- Short Circuit CalculationDocument6 pagesShort Circuit CalculationMike AdvinculaNo ratings yet
- Smart-Electronics 37161 AfacroDocument1 pageSmart-Electronics 37161 AfacroKamal AltawilNo ratings yet
- Specification: Specification Guide Horizontal TITAN Frame Motors Totally Enclosed Fan Cooled - TEFCDocument9 pagesSpecification: Specification Guide Horizontal TITAN Frame Motors Totally Enclosed Fan Cooled - TEFCManuel Simonds VegaNo ratings yet
- Datasheet PDFDocument2 pagesDatasheet PDFIbrain MoranNo ratings yet
- U.S. Pat. 4,809,336, Semiconductor Amplifier With Tube Amplifier Characteristics, Pritchard, 1989.Document10 pagesU.S. Pat. 4,809,336, Semiconductor Amplifier With Tube Amplifier Characteristics, Pritchard, 1989.Duane BlakeNo ratings yet
- A Brief Intro. To Diode - Michael - Learning Goal Series1Document21 pagesA Brief Intro. To Diode - Michael - Learning Goal Series1Yule FanNo ratings yet
- TDS-11SA 直连编码器sch86fex-specifications-23Document5 pagesTDS-11SA 直连编码器sch86fex-specifications-23هايتاو ليNo ratings yet
- SMP5 - Power Supply-ChargerDocument2 pagesSMP5 - Power Supply-ChargerAKZTRANo ratings yet
- Sliver3000 Panel SpecificationsDocument5 pagesSliver3000 Panel SpecificationsembokoNo ratings yet
- Electronic Devices and CircuitsDocument3 pagesElectronic Devices and Circuitsallovid0% (1)
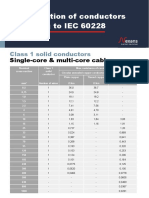
- Classification of Conductors According To IEC 60228Document3 pagesClassification of Conductors According To IEC 60228Jacob de Wilde100% (1)
- Beginners Guide To Making Electronic Gadgets WarringDocument140 pagesBeginners Guide To Making Electronic Gadgets WarringAnízio Luiz Freitas de MesquitaNo ratings yet
- Current Transformers: Support TypeDocument5 pagesCurrent Transformers: Support Type『ɠl』 ༒հedocᛝNo ratings yet
- TOEPC71061774Document4 pagesTOEPC71061774bejaouiNo ratings yet
- L&T Type 2 Co-Ordination Selection ChartsDocument48 pagesL&T Type 2 Co-Ordination Selection Chartsrdeepak99100% (7)
- World's Smallest: Up To 48 ZonesDocument16 pagesWorld's Smallest: Up To 48 ZonesPedroGomes2No ratings yet
- Final Exam SEE3433 2011 MeiDocument9 pagesFinal Exam SEE3433 2011 MeiFizah Abdul RahmanNo ratings yet
- Manual Curtis 1232E-34E-36E-38E ACe Os24 15jan2014Document140 pagesManual Curtis 1232E-34E-36E-38E ACe Os24 15jan2014Iker BasqueAdventureNo ratings yet
- WWW - Iscsemi.cn: Isc 2SC3835GDocument3 pagesWWW - Iscsemi.cn: Isc 2SC3835GNikita KaplenkoNo ratings yet
- Cece 1101 FinalDocument61 pagesCece 1101 Finalsaketh.s.tandigeNo ratings yet
- TT2190LS: Color TV Horizontal Deflection Output ApplicationsDocument4 pagesTT2190LS: Color TV Horizontal Deflection Output ApplicationsFreddyNo ratings yet
- Fr500a SeriesDocument171 pagesFr500a SeriesLaith SharrrabNo ratings yet
- Sony Active Subwoofer Service ManualDocument14 pagesSony Active Subwoofer Service ManualStefanøs GeForceNo ratings yet
- Frequency Response TesterDocument7 pagesFrequency Response TesterVasileSpireaNo ratings yet
- Question Paper Winter 2022Document4 pagesQuestion Paper Winter 2022Gajanan JagtapNo ratings yet
- Capability Statement 16Document1 pageCapability Statement 16Ulek BuluNo ratings yet
- FAULT CODE 254 - Engine Fuel Shutoff Valve Driver Circuit - Voltage Below Normal or Shorted To Low SourceDocument7 pagesFAULT CODE 254 - Engine Fuel Shutoff Valve Driver Circuit - Voltage Below Normal or Shorted To Low Sourcemohammed abbasNo ratings yet
- Optimize the CX335 compressor-limiter titleDocument16 pagesOptimize the CX335 compressor-limiter titleDrixNo ratings yet
- E 91/32 Fuse Switch Disconnector: General InformationDocument2 pagesE 91/32 Fuse Switch Disconnector: General Informationlin2m3No ratings yet