You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Baby Shark Color by Number Printables!Document2 pagesBaby Shark Color by Number Printables!siscaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 8D Problem Solving MethodDocument8 pages8D Problem Solving MethodspahicdaniloNo ratings yet
- Maintenance Manual: MANUAL NUMBER 006-15545-0002 REVISION 2, December, 1999Document181 pagesMaintenance Manual: MANUAL NUMBER 006-15545-0002 REVISION 2, December, 1999AndrewNo ratings yet
- Short Circuit Analysis For A Given Network Using ETAPDocument4 pagesShort Circuit Analysis For A Given Network Using ETAPAkhter Iqbal100% (1)
- The Apache OFBiz ProjectDocument2 pagesThe Apache OFBiz ProjecthtdvulNo ratings yet
- Top Metrics For HRDocument9 pagesTop Metrics For HRprakash_20305No ratings yet
- Table of Common Distributions: Discrete DistrbutionsDocument2 pagesTable of Common Distributions: Discrete DistrbutionshigorcNo ratings yet
- FAST Method for Product Function AnalysisDocument39 pagesFAST Method for Product Function Analysisprakash_20305No ratings yet
- Finned TubeDocument4 pagesFinned Tubeknife2008No ratings yet
- Pressure Loss CalculationDocument5 pagesPressure Loss Calculationsunil_v5No ratings yet
- Pressure Loss CalculationDocument5 pagesPressure Loss Calculationsunil_v5No ratings yet
- Challenges and Solutions in Machining Aerospace MaterialsDocument1 pageChallenges and Solutions in Machining Aerospace Materialsprakash_20305No ratings yet
- Finned Tube 3D CFD ModelingDocument17 pagesFinned Tube 3D CFD Modelingprakash_20305No ratings yet
- Washing Machines Case StudyDocument3 pagesWashing Machines Case Studynikhild77No ratings yet
- FASTDocument7 pagesFASTprakash_20305No ratings yet
- Washing Machines Case StudyDocument3 pagesWashing Machines Case Studynikhild77No ratings yet
- Function Priority Matrix v2Document11 pagesFunction Priority Matrix v2prakash_20305No ratings yet
- D3 WEEK6 Value EngineeringDocument18 pagesD3 WEEK6 Value EngineeringMohammed BarajaNo ratings yet
- Solar Guide P1Document12 pagesSolar Guide P1prakash_20305No ratings yet
- ABB Bearing Currents Abb Technical Guide 5Document24 pagesABB Bearing Currents Abb Technical Guide 5Fernando MuneraNo ratings yet
- Computers & Geosciences Volume 37 Issue 2 2011 [Doi 10.1016%2Fj.cageo.2010.06.008] Faisal Shahzad; Richard Gloaguen -- TecDEM- A MATLAB Based Toolbox for Tectonic Geomorphology, Part 1- Drainage Network Preprocessing AnDocument11 pagesComputers & Geosciences Volume 37 Issue 2 2011 [Doi 10.1016%2Fj.cageo.2010.06.008] Faisal Shahzad; Richard Gloaguen -- TecDEM- A MATLAB Based Toolbox for Tectonic Geomorphology, Part 1- Drainage Network Preprocessing AnCristina CristeaNo ratings yet
- Android Voting System Synopsis Under 40 CharactersDocument3 pagesAndroid Voting System Synopsis Under 40 CharactersShivshankar GuptaNo ratings yet
- Marantz SR 4000 User GuideDocument30 pagesMarantz SR 4000 User Guidekeerthipinnawala6498100% (1)
- Curve Weighting: Effects of High - End Non - LinearityDocument3 pagesCurve Weighting: Effects of High - End Non - LinearityhF2hFhiddenFaceNo ratings yet
- Brochure en Knick PDFDocument8 pagesBrochure en Knick PDFbango7886No ratings yet
- Hec RasDocument453 pagesHec RasED Ricra CapchaNo ratings yet
- FDDI Computer Network Standard for 100Mbps Dual Ring TopologyDocument16 pagesFDDI Computer Network Standard for 100Mbps Dual Ring TopologyRam ChandruNo ratings yet
- CIS Microsoft Exchange Server 2016 Benchmark v1.0.0Document66 pagesCIS Microsoft Exchange Server 2016 Benchmark v1.0.0Elisha MushaijaNo ratings yet
- Easychair Preprint: Adnene Noughreche, Sabri Boulouma and Mohammed BenbaghdadDocument8 pagesEasychair Preprint: Adnene Noughreche, Sabri Boulouma and Mohammed BenbaghdadTran Quang Thai B1708908No ratings yet
- UntitledDocument1,903 pagesUntitledTu Vieja A casa peteNo ratings yet
- Powerrouter Application Guideline: Technical Information About A Self-Use InstallationDocument31 pagesPowerrouter Application Guideline: Technical Information About A Self-Use InstallationluigigerulaNo ratings yet
- MCQ - Unit 6 AutomationDocument3 pagesMCQ - Unit 6 AutomationDipak naikNo ratings yet
- Chapter 2 - Operational AmplifierDocument31 pagesChapter 2 - Operational AmplifierElie AyoubNo ratings yet
- City of Sedona - Wireless Master PlanDocument136 pagesCity of Sedona - Wireless Master Plana hNo ratings yet
- RF Basics - Part 1: Demystifying The DBDocument6 pagesRF Basics - Part 1: Demystifying The DBRaúl InfanteNo ratings yet
- LearnTube Project ReportDocument14 pagesLearnTube Project ReportManogya Pratap SinghNo ratings yet
- HR Practices and Organizational Strategies in Select: IT Companies in India "Document59 pagesHR Practices and Organizational Strategies in Select: IT Companies in India "Sneha MehtaNo ratings yet
- Dell Latitude 5400: Setup and Specifications GuideDocument37 pagesDell Latitude 5400: Setup and Specifications Guideanil73No ratings yet
- Development of A Buffer Monitoring DashboardDocument47 pagesDevelopment of A Buffer Monitoring DashboardtelegenicsNo ratings yet
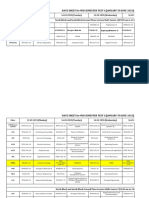
- Date Sheet (MST-I)Document12 pagesDate Sheet (MST-I)Tauqeer AhmadNo ratings yet
- Modelling Photovoltaic Systems Using Pspice@: Luis Castafier Santiago SilvestreDocument2 pagesModelling Photovoltaic Systems Using Pspice@: Luis Castafier Santiago SilvestreLuiz Fernando F. De AndradeNo ratings yet
- ABB Price Book 714Document1 pageABB Price Book 714EliasNo ratings yet
- Ibm Websphere Application Server Advanced Edition, v3.5 - Websphere Jms - Jta Support For Mqseries (370K) WasDocument49 pagesIbm Websphere Application Server Advanced Edition, v3.5 - Websphere Jms - Jta Support For Mqseries (370K) Wasimene IBNo ratings yet
- BGP 080uDocument394 pagesBGP 080uSameer PatelNo ratings yet
- KC130GT 1Document2 pagesKC130GT 1aleenizzyNo ratings yet
- Ih 03Document138 pagesIh 03Rocio MardonesNo ratings yet



























































![Computers & Geosciences Volume 37 Issue 2 2011 [Doi 10.1016%2Fj.cageo.2010.06.008] Faisal Shahzad; Richard Gloaguen -- TecDEM- A MATLAB Based Toolbox for Tectonic Geomorphology, Part 1- Drainage Network Preprocessing An](https://imgv2-1-f.scribdassets.com/img/document/283133569/149x198/8e251c988e/1443552163?v=1)