You might also like
- 10 - 14 - 2022 - SEC Form 17-C - Quarterly Report On The Use of Proceeds From Preferred Shares Offering (3rd Quarter 2022)Document7 pages10 - 14 - 2022 - SEC Form 17-C - Quarterly Report On The Use of Proceeds From Preferred Shares Offering (3rd Quarter 2022)Mik SerranoNo ratings yet
- Course Credit BS Real Estate ManagementDocument1 pageCourse Credit BS Real Estate ManagementMik SerranoNo ratings yet
- 11 - 14 - 2022 - A Brown Company, Inc. - 2022 3rd Quarter SEC Form 17-Q (Quarter Report) - 14november2022Document129 pages11 - 14 - 2022 - A Brown Company, Inc. - 2022 3rd Quarter SEC Form 17-Q (Quarter Report) - 14november2022Mik SerranoNo ratings yet
- SKITDocument1 pageSKITMik SerranoNo ratings yet
- Apl Sec 17-C - AsmDocument8 pagesApl Sec 17-C - AsmMik SerranoNo ratings yet
- Annotation of LandDocument1 pageAnnotation of LandMik SerranoNo ratings yet
- China and The SDR-JRFM-Final-ProofDocument15 pagesChina and The SDR-JRFM-Final-ProofMik SerranoNo ratings yet
- Phil Metallic Mineral Production H1 2021 VS H1 2020Document4 pagesPhil Metallic Mineral Production H1 2021 VS H1 2020Mik SerranoNo ratings yet
- Fumio Kishida To Become Japan's PM Following Close LDP Leadership Race - The Japan TimesDocument8 pagesFumio Kishida To Become Japan's PM Following Close LDP Leadership Race - The Japan TimesMik SerranoNo ratings yet
- Bicol 12Document1 pageBicol 12Mik SerranoNo ratings yet
- Rem Faq Sy20Document7 pagesRem Faq Sy20Mik SerranoNo ratings yet
- Pcieerd DD Announcement of VacancyDocument2 pagesPcieerd DD Announcement of VacancyMik SerranoNo ratings yet
- Sell Me This PenDocument5 pagesSell Me This PenMik Serrano100% (3)
- Sungha Jung - Yuki No HanaDocument5 pagesSungha Jung - Yuki No HanaMik Serrano100% (1)
- HFC Zoom ScreenshotsDocument2 pagesHFC Zoom ScreenshotsMik SerranoNo ratings yet
- ASorianoCorporation SEC17-A December312016 - Final - Compressed PDFDocument767 pagesASorianoCorporation SEC17-A December312016 - Final - Compressed PDFMik Serrano100% (1)
- ASorianoCorp - SEC 17Q 06302018 PDFDocument69 pagesASorianoCorp - SEC 17Q 06302018 PDFMik SerranoNo ratings yet
- Sword Art Online ED - Yume Sekai Guitar Cover (Solo)Document1 pageSword Art Online ED - Yume Sekai Guitar Cover (Solo)Mik SerranoNo ratings yet
- Japanese Fiscal Year 2018 ScholarshipDocument1 pageJapanese Fiscal Year 2018 ScholarshipMik SerranoNo ratings yet
- Places To Visit in Cebu p1Document7 pagesPlaces To Visit in Cebu p1Mik SerranoNo ratings yet
- 22 Quotes About True WisdomDocument32 pages22 Quotes About True WisdomMik SerranoNo ratings yet
- Equipment PDFDocument1 pageEquipment PDFMik SerranoNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CraneDocument71 pagesCranesunder_kumar280% (1)
- Failure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingDocument5 pagesFailure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingSRIDHAREEE61No ratings yet
- Triosonate in F (TWV 42-F7)Document17 pagesTriosonate in F (TWV 42-F7)EDMILSON BRUNO DO NASCIMENTONo ratings yet
- InfoDocument18 pagesInfoKaran Verm'aNo ratings yet
- Plate - 3 (FLOT)Document2 pagesPlate - 3 (FLOT)patrick dgNo ratings yet
- Hot and Cold ApplicDocument33 pagesHot and Cold Appliccamille_12_15100% (1)
- 30 - MACRS DepreciationDocument4 pages30 - MACRS Depreciationidriwal mayusdaNo ratings yet
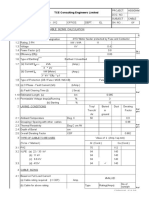
- Cable Sizing CalculationDocument72 pagesCable Sizing CalculationHARI my songs100% (1)
- Psychometric Development and Validation of GaslightingDocument15 pagesPsychometric Development and Validation of GaslightingYang ZhangNo ratings yet
- Test Bank For Chemistry An Atoms Focused Approach 3rd Edition Thomas R Gilbert Rein V Kirss Stacey Lowery Bretz Natalie FosterDocument38 pagesTest Bank For Chemistry An Atoms Focused Approach 3rd Edition Thomas R Gilbert Rein V Kirss Stacey Lowery Bretz Natalie Fosterauntyprosperim1ru100% (10)
- Lec 4 Second Order Linear Differential EquationsDocument51 pagesLec 4 Second Order Linear Differential EquationsTarun KatariaNo ratings yet
- MA201 Mechanical Vertical Machining Center 133-134Document2 pagesMA201 Mechanical Vertical Machining Center 133-134Ali HashmiNo ratings yet
- Quantities Survey MethodsDocument73 pagesQuantities Survey MethodsparvezNo ratings yet
- Permability & Seepage-Dr Siddharth G Shah PDFDocument8 pagesPermability & Seepage-Dr Siddharth G Shah PDFSG ShahNo ratings yet
- Sti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesDocument14 pagesSti260N6F6 Stp260N6F6: N-Channel 60 V, 0.0024 Ω, 120 A Stripfet™ Vi Deepgate™ Power Mosfet In To-220 And I²Pak PackagesRyn YahuFNo ratings yet
- Arithmetic Unit: Dr. Sowmya BJDocument146 pagesArithmetic Unit: Dr. Sowmya BJtinni09112003No ratings yet
- Mathematical TricksDocument4 pagesMathematical Tricksapi-440622270No ratings yet
- 1 - Introduction - Derivatives GreeksDocument50 pages1 - Introduction - Derivatives GreeksThomas GallantNo ratings yet
- Demag KBK Alu Enclosed Track SystemDocument2 pagesDemag KBK Alu Enclosed Track SystemMAGSTNo ratings yet
- Assigment Comouter Science BSCDocument3 pagesAssigment Comouter Science BSCutkarsh9978100% (1)
- Module 1 Engineering ScienceDocument38 pagesModule 1 Engineering ScienceLogan JesseNo ratings yet
- Product Bulletin N 6: Bearing Assemblies - Shaft VariationsDocument1 pageProduct Bulletin N 6: Bearing Assemblies - Shaft VariationsRANAIVOARIMANANANo ratings yet
- AWK - WikipediaDocument1 pageAWK - WikipediachassisdNo ratings yet
- Asme Ix Test 1Document8 pagesAsme Ix Test 1RedzuanNo ratings yet
- Mackie USB Driver InstructionsDocument4 pagesMackie USB Driver InstructionsSamuel CotoNo ratings yet
- UNIT 14 - On-Screen DigitizingDocument6 pagesUNIT 14 - On-Screen DigitizingResti KharismaNo ratings yet
- 5.3.2 To Sketch Graphs of Trigonometric Functions (Part 2) - SPM Additional MathematicsDocument3 pages5.3.2 To Sketch Graphs of Trigonometric Functions (Part 2) - SPM Additional MathematicsLuke SuouNo ratings yet
- Nolte KitchenDocument44 pagesNolte KitchenGanesh SNo ratings yet
- BS en 00405-2001 + A1-2009 PDFDocument48 pagesBS en 00405-2001 + A1-2009 PDFShan Sandaruwan AbeywardeneNo ratings yet
- Rr410209 High Voltage EngineeringDocument7 pagesRr410209 High Voltage EngineeringSrinivasa Rao GNo ratings yet