You might also like
- Chapter 5 Lithography: 1. Introduction and ApplicationDocument85 pagesChapter 5 Lithography: 1. Introduction and ApplicationTan Phuoc DuongNo ratings yet
- Optical and Microwave Technologies for Telecommunication NetworksFrom EverandOptical and Microwave Technologies for Telecommunication NetworksNo ratings yet
- Calibre Perc Ds PDFDocument2 pagesCalibre Perc Ds PDFashwini32No ratings yet
- MOSFET Scaling: Dr. Rajan Pandey Associate Professor, SENSEDocument6 pagesMOSFET Scaling: Dr. Rajan Pandey Associate Professor, SENSEVibha M VNo ratings yet
- Design Practices and Strategies For Efficient Signal Integrity ClosureDocument13 pagesDesign Practices and Strategies For Efficient Signal Integrity ClosureSuresh GnanasambanthamNo ratings yet
- BEOL IntegrationDocument39 pagesBEOL IntegrationGabriel DonovanNo ratings yet
- DDR SdramDocument36 pagesDDR Sdramajmalpm333No ratings yet
- Ion Implantation in Finfet Technology Using Tsuprem-4Document61 pagesIon Implantation in Finfet Technology Using Tsuprem-4Sahil YadavNo ratings yet
- Chapter A 1Document3 pagesChapter A 1Kiran ShettyNo ratings yet
- Thesis ChandraDocument60 pagesThesis Chandraprabhu kiranNo ratings yet
- λ-Based Design Rules for Fabrication Process and LayoutDocument3 pagesλ-Based Design Rules for Fabrication Process and LayoutvinosujaNo ratings yet
- Great DLL ArticleDocument13 pagesGreat DLL ArticleRashidHamdaniNo ratings yet
- Understanding About CMOS Fabrication TechnologyDocument4 pagesUnderstanding About CMOS Fabrication TechnologyJayesh RaghuwanshiNo ratings yet
- Phase Shifter Thesis-THESISDocument112 pagesPhase Shifter Thesis-THESISMohamad SalehNo ratings yet
- Preventing Latch Up - NationalDocument2 pagesPreventing Latch Up - Nationalkvpk_vlsiNo ratings yet
- EEE 357 Lecture 10 Mux, DemuxDocument15 pagesEEE 357 Lecture 10 Mux, DemuxShuvodip DasNo ratings yet
- All Digital Phase Locked Loop Design and ImplementationDocument4 pagesAll Digital Phase Locked Loop Design and ImplementationAnton SaitovNo ratings yet
- Cmos ReportDocument25 pagesCmos ReportNaveen KumarNo ratings yet
- Principles of VLSI TestsDocument27 pagesPrinciples of VLSI TestsRaghavan NagarajanNo ratings yet
- MESFET SilvacoDocument7 pagesMESFET SilvacoKritiChhabraNo ratings yet
- 4G WirelessDocument4 pages4G Wirelessaminkhan83No ratings yet
- Equalizer부분 rev2Document36 pagesEqualizer부분 rev2Taeho James KimNo ratings yet
- Mod1VLSI TECHNOLOGY1Document65 pagesMod1VLSI TECHNOLOGY1Jomon VargheseNo ratings yet
- CMOS Technology OverviewDocument50 pagesCMOS Technology OverviewAdrián JL100% (1)
- Cmos Electronic PDFDocument356 pagesCmos Electronic PDFJustin WilliamsNo ratings yet
- Development of TSMC 0.25 M Standard Cell LibraryDocument3 pagesDevelopment of TSMC 0.25 M Standard Cell Libraryhex0x1No ratings yet
- Electromigration Design Rule Aware Global and Detailed Routing AlgorithmDocument6 pagesElectromigration Design Rule Aware Global and Detailed Routing AlgorithmChenni LupercioNo ratings yet
- Low Power Design: Prof. A. K. SwainDocument28 pagesLow Power Design: Prof. A. K. SwainSrikanth PasumarthyNo ratings yet
- SOIDocument25 pagesSOIDavis AbrahamNo ratings yet
- Eric Thesis SlidesDocument43 pagesEric Thesis SlidesHumberto JuniorNo ratings yet
- Ee503 - Ic Fabrication and Packaging TechnologyDocument34 pagesEe503 - Ic Fabrication and Packaging TechnologyPrevenaManiamNo ratings yet
- Presentation: Thin Film TransistorDocument9 pagesPresentation: Thin Film TransistorMayankSharma100% (1)
- Chit SheetDocument16 pagesChit SheetJoydeep SahaNo ratings yet
- BiCMOS Circuit DesignDocument15 pagesBiCMOS Circuit Designjeevan43250% (2)
- CMOS Layout and Design RulesDocument28 pagesCMOS Layout and Design RulesMohamed Mohamed67% (3)
- LC Ladder Matching NetworksDocument33 pagesLC Ladder Matching NetworksCarriceiros TourNo ratings yet
- Silvaco TCAD Part I - OverviewDocument19 pagesSilvaco TCAD Part I - OverviewTuấn HoàngNo ratings yet
- Chapter 4Document100 pagesChapter 4khgvouy hvogyflNo ratings yet
- 14 NM Process Technology PDFDocument53 pages14 NM Process Technology PDFGabriel DonovanNo ratings yet
- Flow DWDocument200 pagesFlow DWPino Watson PisoloNo ratings yet
- Silicon On Insulator TechnologyDocument32 pagesSilicon On Insulator TechnologyJayanth bemesettyNo ratings yet
- CMOS Process FlowDocument35 pagesCMOS Process Flowag21937570No ratings yet
- WrouteDocument231 pagesWrouteMahmood Vdn100% (1)
- ECE 410: VLSI Design Course Lecture Notes: (Uyemura Textbook)Document54 pagesECE 410: VLSI Design Course Lecture Notes: (Uyemura Textbook)BHANU PRAKASH0% (1)
- Willson MirrorDocument7 pagesWillson Mirrorsandeep_mastiNo ratings yet
- Latch UpDocument3 pagesLatch UpKishore CkNo ratings yet
- Basic IC Fabrication 1Document36 pagesBasic IC Fabrication 1Shuvra Saha100% (1)
- Modeling of Passive Elements With ASITICDocument20 pagesModeling of Passive Elements With ASITICKyusang ParkNo ratings yet
- Tutorial On Layout of Mixed-Signal CircuitsDocument29 pagesTutorial On Layout of Mixed-Signal CircuitsPetru NistorNo ratings yet
- System-Level ESD-EMI Protection GuideDocument41 pagesSystem-Level ESD-EMI Protection GuideRodolfo Salazar GuerreroNo ratings yet
- Vlsi FabDocument8 pagesVlsi FabhaheNo ratings yet
- SCR-Based ESD Protection Designs For RF ICsDocument3 pagesSCR-Based ESD Protection Designs For RF ICsjournalNo ratings yet
- Futureof Logic Nano CMOS TechnologyDocument230 pagesFutureof Logic Nano CMOS TechnologyGabriel Donovan100% (1)
- Basics of Inductor Design and Simulation in ADSDocument35 pagesBasics of Inductor Design and Simulation in ADSpatarinwNo ratings yet
- Designing With Low Dropout Voltage Regulator PDFDocument109 pagesDesigning With Low Dropout Voltage Regulator PDFPieroGolisano0% (1)
- Cmos Vlsi Basic Circuit Design Concepts Unit 4 (5th Sem)Document82 pagesCmos Vlsi Basic Circuit Design Concepts Unit 4 (5th Sem)Sameer Panchal100% (2)
- Cold Soak Testing & Filter Blocking TendencyDocument2 pagesCold Soak Testing & Filter Blocking TendencyGISELLENo ratings yet
- Automotive Cooling SystemDocument58 pagesAutomotive Cooling SystemMoniruzzaman ShuvoNo ratings yet
- All Furniture DetailDocument4 pagesAll Furniture DetailsampathNo ratings yet
- Valenzuela CFEI Layout2Document1 pageValenzuela CFEI Layout2Lester MuscaNo ratings yet
- Chapter 1 Oil Seal IntroductionDocument6 pagesChapter 1 Oil Seal IntroductionNCvetarskyNo ratings yet
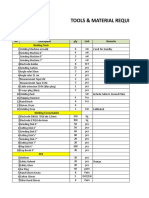
- Material & Consumables RequirementsDocument6 pagesMaterial & Consumables RequirementsDoc TorNo ratings yet
- Fuel From Plastic WasteDocument13 pagesFuel From Plastic Waste18Pa1A0325 Duba Ajay BabuNo ratings yet
- Åîáñôþìáôá AccessoriesDocument10 pagesÅîáñôþìáôá Accessoriesbrane12No ratings yet
- Pages From Asme Sec Ix 2017-4Document1 pagePages From Asme Sec Ix 2017-4Akhtar AnsariNo ratings yet
- High Friction Surfacing: About Ennis-FlintDocument2 pagesHigh Friction Surfacing: About Ennis-FlintZaheer DoomahNo ratings yet
- SSP Nfra BDT1 Jind MST 00032Document42 pagesSSP Nfra BDT1 Jind MST 00032Zulhazmi ZulkafliNo ratings yet
- Multistage CentrifugalDocument8 pagesMultistage CentrifugalsaniNo ratings yet
- Composite Floor Decks: Steel Floor Decking SystemsDocument60 pagesComposite Floor Decks: Steel Floor Decking SystemsRubabath BavaNo ratings yet
- YKK Plastic Notions CatalogDocument6 pagesYKK Plastic Notions CatalogTom SNo ratings yet
- TB1-019 Off-Line Boiler Protection OptionsDocument1 pageTB1-019 Off-Line Boiler Protection Optionsjesus_manrique2753No ratings yet
- How to test your lime in 40 charactersDocument2 pagesHow to test your lime in 40 characterscassindromeNo ratings yet
- T6865 Thermostat FunctionsDocument6 pagesT6865 Thermostat FunctionsmquaiottiNo ratings yet
- DS2 ManualDocument98 pagesDS2 ManualLuis CuasqueNo ratings yet
- 17-06 McClelland Neil Screen Not Just Glass FinsDocument5 pages17-06 McClelland Neil Screen Not Just Glass FinsPaulNo ratings yet
- Residential Building ReportDocument25 pagesResidential Building ReportKhaleel skmNo ratings yet
- Lab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDocument6 pagesLab Test: Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaHairul Effendy Ab MaulodNo ratings yet
- Ground Fault Protection GuideDocument56 pagesGround Fault Protection Guidewilliamb285No ratings yet
- ISO 9573 Part 1Document9 pagesISO 9573 Part 1KSSNo ratings yet
- VTT10000 Manual PDFDocument6 pagesVTT10000 Manual PDFalekyaNo ratings yet
- Fabriano Art Papir Katalog 2018Document37 pagesFabriano Art Papir Katalog 2018Milan Stojanović100% (1)
- Design of ReboilersDocument24 pagesDesign of ReboilersKrishanu SahaNo ratings yet
- Apollo Experience Report The Cryogenic Storage SystemDocument18 pagesApollo Experience Report The Cryogenic Storage SystemBob AndrepontNo ratings yet
- Sample Cost EstimationDocument2,408 pagesSample Cost Estimationarif khanNo ratings yet
- CCPS PS Beacon - Vaccum Is A Powerful Force OKDocument1 pageCCPS PS Beacon - Vaccum Is A Powerful Force OKDhanny MiharjaNo ratings yet
- Mechanical One Line NotesDocument35 pagesMechanical One Line NotesVikky DhapodkarNo ratings yet