You might also like
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- Heat Treatment of MetalsDocument8 pagesHeat Treatment of MetalsDr. L. Bhanuprakash ReddyNo ratings yet
- Parkerizing 200: Technical BulletinDocument6 pagesParkerizing 200: Technical BulletinJony RahmanNo ratings yet
- Stress relieving steel at 650°C for 1 hour removes 90% internal stressesDocument4 pagesStress relieving steel at 650°C for 1 hour removes 90% internal stressesAshish BoraNo ratings yet
- Report Gundriling AAMAstakhovDocument27 pagesReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- How To Formulate Parkerizing SolutionDocument3 pagesHow To Formulate Parkerizing SolutionOtter1zNo ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- Reverse Electroplating of SilverDocument2 pagesReverse Electroplating of SilverMohammad Umer AsgherNo ratings yet
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- Metal Cutting Processes and MechanismsDocument86 pagesMetal Cutting Processes and MechanismsscorpionarnoldNo ratings yet
- Recent Advances in Sand CastingDocument25 pagesRecent Advances in Sand Casting9591007896No ratings yet
- MGV 176 Sub Machine Gun From GorenjeDocument3 pagesMGV 176 Sub Machine Gun From Gorenjekforaaf100% (2)
- Technical Manual For Plasma NitridingDocument4 pagesTechnical Manual For Plasma NitridingStojanova NikolinaNo ratings yet
- Machining FundamentalsDocument32 pagesMachining FundamentalsCh TalhaNo ratings yet
- Design and Modelling of ECM Rifling ToolDocument5 pagesDesign and Modelling of ECM Rifling Tooldavid2404100% (2)
- Heat Treatment Definition and ObjectivesDocument56 pagesHeat Treatment Definition and ObjectivesAakarsh RastogiNo ratings yet
- Orbital ForgingDocument4 pagesOrbital ForgingMrLanternNo ratings yet
- Lecture 5 Lathe Speed and FeedDocument14 pagesLecture 5 Lathe Speed and FeedYAWARNo ratings yet
- American 180 Rifle PDFDocument25 pagesAmerican 180 Rifle PDFValeriy ZadorozhnyiNo ratings yet
- UTP Mould & Die Mould Base Catalogue 2011/12Document21 pagesUTP Mould & Die Mould Base Catalogue 2011/12Amitava DattaNo ratings yet
- Catalogo Componentes 2007Document39 pagesCatalogo Componentes 2007DANIZACHNo ratings yet
- Upset Forging of ValvesDocument10 pagesUpset Forging of ValvesSankar KumarNo ratings yet
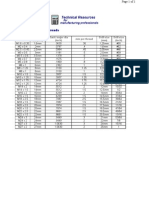
- Metric Tap Chart with Thread Sizes and Drill SizesDocument1 pageMetric Tap Chart with Thread Sizes and Drill SizessonytechoNo ratings yet
- Electrolysis Process Removes Formate Salts from Pentaerythritol SolutionDocument6 pagesElectrolysis Process Removes Formate Salts from Pentaerythritol SolutionRuchita Poilkar100% (1)
- Ch-21 Sand CastingDocument156 pagesCh-21 Sand CastingDivya SoniNo ratings yet
- Dormer Reamer Tolerances PDFDocument12 pagesDormer Reamer Tolerances PDFHenrique MarquesNo ratings yet
- Hot Wire Manchine - User Manual-ENDocument41 pagesHot Wire Manchine - User Manual-ENZoliNo ratings yet
- Gears Cutting and GrindingDocument8 pagesGears Cutting and GrindingАлександар ВујаковићNo ratings yet
- Sintered Metal Bush ProductionDocument5 pagesSintered Metal Bush Production124swadeshiNo ratings yet
- Handbook of Ballistic and Engineering Data For Ammunition, Vol 1Document261 pagesHandbook of Ballistic and Engineering Data For Ammunition, Vol 1Vlad VladNo ratings yet
- Experiment p1 Metal Cutting ProcessDocument13 pagesExperiment p1 Metal Cutting Processvipin_shrivastava25No ratings yet
- 2013 The American Mold Builder - SummerDocument48 pages2013 The American Mold Builder - SummerAMBANo ratings yet
- 192 Office/Tech:: Shotgun IndexDocument16 pages192 Office/Tech:: Shotgun IndexStan BrittsanNo ratings yet
- Chapter 4 - Casting ProcessesDocument40 pagesChapter 4 - Casting ProcessesErnawati ZailiNo ratings yet
- Making and Using Reamers: Part 1Document50 pagesMaking and Using Reamers: Part 1angelines123No ratings yet
- Toth Tool & Engineering LLC Short Rivet Tool InstructionsDocument12 pagesToth Tool & Engineering LLC Short Rivet Tool InstructionsDale WadeNo ratings yet
- Rebuild ManualDocument55 pagesRebuild Manualaccujack0% (1)
- Special Electric Motors: High-Speed Machining MotorsDocument68 pagesSpecial Electric Motors: High-Speed Machining MotorsAbed samadsureyft7vewyrNo ratings yet
- Metal Cutting (F) SDocument62 pagesMetal Cutting (F) SBrijesh VermaNo ratings yet
- Designing Aluminium-Bronze Castings for Strength & Corrosion ResistanceDocument17 pagesDesigning Aluminium-Bronze Castings for Strength & Corrosion Resistancepoom2007100% (1)
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- Analog Parts Kit - DigilentDocument6 pagesAnalog Parts Kit - DigilentMario AcostaNo ratings yet
- UZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Document60 pagesUZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Ricardo C TorresNo ratings yet
- Homemade CNCDocument1 pageHomemade CNCfrankieb99No ratings yet
- Mould HPDC Alloys PDFDocument4 pagesMould HPDC Alloys PDFMohd Nazri SalimNo ratings yet
- Tap Nomenclature Guide: Dimensions, Tolerances, Materials & Tapping TechniquesDocument15 pagesTap Nomenclature Guide: Dimensions, Tolerances, Materials & Tapping Techniqueshsrao77No ratings yet
- Page 18Document1 pagePage 18frank1615100% (2)
- Negrini Hard Gun Cases CatalogDocument10 pagesNegrini Hard Gun Cases CatalognegrinicasesNo ratings yet
- Center Drills - Broca de CentroDocument4 pagesCenter Drills - Broca de CentrobiluzinNo ratings yet
- Orca Docs V5.3Document25 pagesOrca Docs V5.3camlasutriNo ratings yet
- Power Hammer Mechanism Project ReportDocument29 pagesPower Hammer Mechanism Project Reportvinay muleyNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- Churchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneFrom EverandChurchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneNo ratings yet
- Easygen-3000 Series (Package P1) Genset Control: InterfaceDocument102 pagesEasygen-3000 Series (Package P1) Genset Control: InterfacejinameNo ratings yet
- Generation of Electrical Energy - B. R. GuptaDocument171 pagesGeneration of Electrical Energy - B. R. GuptaIbrahim Ahmed43% (23)
- Network What To ReadDocument2 pagesNetwork What To ReadTauseef AhmadNo ratings yet
- TMC 421 PDFDocument82 pagesTMC 421 PDFJamie MooreNo ratings yet
- Module 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite SealDocument18 pagesModule 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite Sealbansalmohit01No ratings yet
- Ashrae - 2009 I-P - F09 - AddDocument2 pagesAshrae - 2009 I-P - F09 - AddSergio SemmNo ratings yet
- Loading Equipment For Amsco Evolution™ Steam Sterilizers: ApplicationDocument4 pagesLoading Equipment For Amsco Evolution™ Steam Sterilizers: ApplicationniNo ratings yet
- DEA R ScriptsDocument3 pagesDEA R ScriptsFrancisco SilvaNo ratings yet
- Permeability: The Key to ProductionDocument30 pagesPermeability: The Key to ProductionDarshak Sakhreliya100% (1)
- AS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsDocument1 pageAS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsAlex Zambrana RodríguezNo ratings yet
- Design of A Fluidized Drum GranulatorDocument6 pagesDesign of A Fluidized Drum GranulatorditchcheNo ratings yet
- Ps 1 SolDocument3 pagesPs 1 SolPang XsNo ratings yet
- Bilge Alarm Monitor OMD 11Document22 pagesBilge Alarm Monitor OMD 11Lucian Iftemie100% (3)
- Quotation 615-4078 BabulalDocument14 pagesQuotation 615-4078 Babulaldevrajan631No ratings yet
- Sample Purchase Specification For ClariflocculatorDocument1 pageSample Purchase Specification For Clariflocculatorcontactdevansh1174No ratings yet
- LDX2101 Spec SheetDocument2 pagesLDX2101 Spec SheetGaurav NarulaNo ratings yet
- Specification for biodiesel (B100) - ASTM D6751-08Document1 pageSpecification for biodiesel (B100) - ASTM D6751-08Alejandra RojasNo ratings yet
- Stationary Concrete Pumps en G 16345-0 PDFDocument20 pagesStationary Concrete Pumps en G 16345-0 PDFLUIS ISAAC LEON PARONo ratings yet
- GRI 20RS-12-B Data SheetDocument6 pagesGRI 20RS-12-B Data SheetJMAC SupplyNo ratings yet
- P1 Conservation and Dissipation of Energy Student Book AnswersDocument11 pagesP1 Conservation and Dissipation of Energy Student Book AnswersjoeNo ratings yet
- Cotta Transfer Case Lube PlanDocument3 pagesCotta Transfer Case Lube PlanMatias Alfredo Contreras KöbrichNo ratings yet
- Central GeothermalDocument48 pagesCentral GeothermalНиколай ШипочкиNo ratings yet
- Batch Profile - 2017Document57 pagesBatch Profile - 2017Praneet TNo ratings yet
- Biogas Calculator TemplateDocument27 pagesBiogas Calculator TemplateAlex Julian-CooperNo ratings yet
- BPCL Kochi Refinery MS BLOCK PROJECT Piping Material SpecificationDocument1 pageBPCL Kochi Refinery MS BLOCK PROJECT Piping Material SpecificationDeepak DayalNo ratings yet
- Hydraulic Mining Shovel 6040AC: 08. Attachment Functions - FSDocument20 pagesHydraulic Mining Shovel 6040AC: 08. Attachment Functions - FShector50% (2)
- Parts List 8198417 RevCDocument12 pagesParts List 8198417 RevCSonaina KhanNo ratings yet
- Physics Lab ReportDocument2 pagesPhysics Lab ReportFelix SonsunNo ratings yet
- LMDQDocument601 pagesLMDQMohd Azamuddin Mohd SaifullizanNo ratings yet
- Demographically Similar EntriesDocument1 pageDemographically Similar EntriesTahsildar MydukurNo ratings yet