You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Differential Pressure Recorder Data SheetDocument8 pagesDifferential Pressure Recorder Data SheetEdmund LimNo ratings yet
- Stored Program Concept HOMEWORK FOR Y10-03-P13: Person DescriptionDocument3 pagesStored Program Concept HOMEWORK FOR Y10-03-P13: Person DescriptionHasaan AhmedNo ratings yet
- Bicycle History and TypesDocument22 pagesBicycle History and TypesnilreoowNo ratings yet
- 2 11 PDFDocument19 pages2 11 PDFBOLFRANo ratings yet
- CAR 66 Module 5.6 Basic Computer StructureDocument34 pagesCAR 66 Module 5.6 Basic Computer StructurepontooNo ratings yet
- Lubrication Pump EZ002 - GB0601Document13 pagesLubrication Pump EZ002 - GB0601Alberto GalindoNo ratings yet
- VRV A Didva1808bDocument14 pagesVRV A Didva1808bOkta AdityaNo ratings yet
- Engine Mechanical - 3.6L (Off Vehicule)Document395 pagesEngine Mechanical - 3.6L (Off Vehicule)maxrojanNo ratings yet
- Field Failure Out of StepDocument5 pagesField Failure Out of StepHéctor IbáñezNo ratings yet
- Cabin Stores: (Bathroom Equipment - Bathroom Accessories)Document2 pagesCabin Stores: (Bathroom Equipment - Bathroom Accessories)AlexanderNo ratings yet
- 53D - Abvolt - Digital Micro-Ohm MeterDocument6 pages53D - Abvolt - Digital Micro-Ohm Meterilesh shahNo ratings yet
- Ac Machines Lab ManualDocument102 pagesAc Machines Lab ManualAshwin Gopinath100% (3)
- Progressl 200 KVADocument6 pagesProgressl 200 KVAProven PowerNo ratings yet
- Catalogo XMDocument42 pagesCatalogo XMAlejandro Saco HerreraNo ratings yet
- High Frequency Off Grid Solar InverterDocument1 pageHigh Frequency Off Grid Solar InverterHanibal АтанасовNo ratings yet
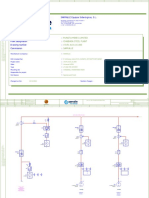
- 19191.6101.01.000 LF MCC Single Line DiagramDocument5 pages19191.6101.01.000 LF MCC Single Line DiagramSOUMENNo ratings yet
- ENGINEERING TRAINING FOR A380 ABBREVIATIONSDocument44 pagesENGINEERING TRAINING FOR A380 ABBREVIATIONSE DinNo ratings yet
- CKMS-0702 TDL Motor 2018-08Document9 pagesCKMS-0702 TDL Motor 2018-08damas cs0% (1)
- Panasonic Blueray DMP BDT100Document48 pagesPanasonic Blueray DMP BDT100gepetordi2No ratings yet
- Self-Aligning Bearing Units NTN-SNRDocument125 pagesSelf-Aligning Bearing Units NTN-SNRDenis DavydovNo ratings yet
- 52 5320 Diagr A019854Document164 pages52 5320 Diagr A019854RasmusKoefoedNo ratings yet
- Oi Series Diagnostics For All AlarmsDocument2 pagesOi Series Diagnostics For All Alarmsrattan singhNo ratings yet
- Drivers Daily Check Sheet Log Sheet Mileage SheetDocument2 pagesDrivers Daily Check Sheet Log Sheet Mileage Sheetronscofield94% (18)
- Proav1 Direct Box Users GuideDocument2 pagesProav1 Direct Box Users GuideNolan RobertsonNo ratings yet
- Lan 5200 WR 1Document54 pagesLan 5200 WR 1Adam PegielNo ratings yet
- PM5X4Document2 pagesPM5X4Sergio Sosa NavaNo ratings yet
- Chapter 5-Part1-EEE301Document42 pagesChapter 5-Part1-EEE301DilekNo ratings yet
- Tarea 2 de MantenimientoDocument52 pagesTarea 2 de Mantenimientocristian pantojaNo ratings yet
- Users Manual KD21C KDSDocument25 pagesUsers Manual KD21C KDSSora GamerNo ratings yet
- Minolta XD-11 repair guide breakdownDocument56 pagesMinolta XD-11 repair guide breakdownMala100% (1)