You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Design and Fabrication of High-Resistance Grounding Systems (1000 Volts or Below)Document14 pagesDesign and Fabrication of High-Resistance Grounding Systems (1000 Volts or Below)vladimir rosas ayalaNo ratings yet
- Openscape Cordless Ip v2Document98 pagesOpenscape Cordless Ip v2babydongdong22No ratings yet
- Adcmxl1021-1 - Sensor Analogic 1 Eixos FFT - Ideia de Fazer Do Acell Analog Um Digital Usando Adxl1002Document42 pagesAdcmxl1021-1 - Sensor Analogic 1 Eixos FFT - Ideia de Fazer Do Acell Analog Um Digital Usando Adxl1002FabioDangerNo ratings yet
- E CommerceDocument16 pagesE CommercesyazwaniNo ratings yet
- GP PowerBank M520 DataDocument2 pagesGP PowerBank M520 DataElectronNo ratings yet
- Cloud Integration - How To Setup Secure Connection To SFTP ServerDocument7 pagesCloud Integration - How To Setup Secure Connection To SFTP ServerArun Varshney (MULAYAM)No ratings yet
- Project SpecificationDocument8 pagesProject SpecificationYong ChengNo ratings yet
- Smart Watch ManualDocument9 pagesSmart Watch ManualMURALEE VEERAMALAINo ratings yet
- 193 Um015 - en P PDFDocument736 pages193 Um015 - en P PDFAdelson PimentelNo ratings yet
- Curriculum PDFDocument5 pagesCurriculum PDFstephen villaruzNo ratings yet
- iVIZION Quick Reference PDFDocument16 pagesiVIZION Quick Reference PDFjoseNo ratings yet
- DP-1820 - 1520 Service ManualDocument494 pagesDP-1820 - 1520 Service Manualperch999No ratings yet
- BG1 2006Document76 pagesBG1 2006Abraham JyothimonNo ratings yet
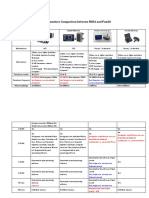
- Main Parameters Comparison Between MIRA and Pundit: A1040 MIRA A1020 MIRA Lite Pundit Live Array Pro Pundit 250 ArrayDocument3 pagesMain Parameters Comparison Between MIRA and Pundit: A1040 MIRA A1020 MIRA Lite Pundit Live Array Pro Pundit 250 ArrayAsep RifkyNo ratings yet
- Project Quality Plan TemplateDocument15 pagesProject Quality Plan TemplateRavi ValiyaNo ratings yet
- Getting Started Guide - WORLDDocument7 pagesGetting Started Guide - WORLDburrubNo ratings yet
- Teleprotection For Distance Protection: To AchieveDocument5 pagesTeleprotection For Distance Protection: To AchievebijoyNo ratings yet
- THERM - QuickStart (Software Calcul Punti Termice)Document16 pagesTHERM - QuickStart (Software Calcul Punti Termice)Ciprian AndreiNo ratings yet
- Electrical Sys - FGPSDocument52 pagesElectrical Sys - FGPSsatender_kumar86100% (1)
- Game LogDocument29 pagesGame LogMaja DenderaNo ratings yet
- Chapter Notes - Why Do We Fall Ill - Class 9 Science Book - DronStudyDocument24 pagesChapter Notes - Why Do We Fall Ill - Class 9 Science Book - DronStudyNishant Singh100% (2)
- Impact of Partial Shading On The Output Power of PV Systems Under Partial Shading ConditionsDocument10 pagesImpact of Partial Shading On The Output Power of PV Systems Under Partial Shading Conditionsshihab4806No ratings yet
- 2021 & Beyond: Prevention Through DesignDocument9 pages2021 & Beyond: Prevention Through DesignAgung Ariefat LubisNo ratings yet
- Wistron AG1 - SA - Acer Duo Core Power On SequenceDocument10 pagesWistron AG1 - SA - Acer Duo Core Power On SequenceougeyfNo ratings yet
- Automotive RelaysDocument195 pagesAutomotive RelaysKhuyen NguyenNo ratings yet
- ConvergeDocument22 pagesConvergekharynconvergeboholNo ratings yet
- Problem Set 1Document4 pagesProblem Set 1Rushabh Mehta100% (1)
- InTech-Omnidirectional Mobile Robot Design and ImplementationDocument18 pagesInTech-Omnidirectional Mobile Robot Design and ImplementationSenthil KumarNo ratings yet