You might also like
- What You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItDocument3 pagesWhat You Need To Know About Drilling Bit Balling Up and How To Troubleshooting ItShoaib KhalilNo ratings yet
- Bit Balling DJENANE YOUCEFDocument13 pagesBit Balling DJENANE YOUCEFMohamed Kouchache100% (1)
- Drilling Bit SelectionDocument8 pagesDrilling Bit SelectionanateghpourNo ratings yet
- Drilling Bits: Islamic Azad University Science and Research Branch Drilling DepartmentDocument28 pagesDrilling Bits: Islamic Azad University Science and Research Branch Drilling Departmentali nahiNo ratings yet
- The Most Important Tool We’re Using Wrong: How Stabilizers Can Revolutionize DrillingDocument17 pagesThe Most Important Tool We’re Using Wrong: How Stabilizers Can Revolutionize DrillingHenry MataNo ratings yet
- Directional DrillingDocument32 pagesDirectional DrillingDante SchneiderNo ratings yet
- Blowouts: "Blowouts Continue To Occur at About A Constant Rate... "Document18 pagesBlowouts: "Blowouts Continue To Occur at About A Constant Rate... "Muhammad ShahrukhNo ratings yet
- WEPS PDC Reamer Presentation Final5!18!12 AK Time 0425p 2Document37 pagesWEPS PDC Reamer Presentation Final5!18!12 AK Time 0425p 2eleceron7919No ratings yet
- Bi Center BitDocument8 pagesBi Center BitAntonio Jose da CostaNo ratings yet
- AirComp Air Drilling ManualDocument36 pagesAirComp Air Drilling ManualWilliamNo ratings yet
- Formulas and Calculations For Drilling Operations by Robello Samuel - Discount FlyerDocument1 pageFormulas and Calculations For Drilling Operations by Robello Samuel - Discount Flyerarzafar0% (1)
- Bit Selection Guidelines PDFDocument225 pagesBit Selection Guidelines PDFSusan Li HB100% (2)
- Roller Reamer PresentationDocument18 pagesRoller Reamer Presentationmbhadel0% (1)
- Expandable Liner Hangers reduce pressure drop in Ecuador wellsDocument22 pagesExpandable Liner Hangers reduce pressure drop in Ecuador wellsHosam Ali100% (1)
- Prevent Stuck Pipe During DrillingDocument46 pagesPrevent Stuck Pipe During DrillingAlvaro Gutiérrez TrocheNo ratings yet
- Mechanical and Differential Pressure Pipe Sticking Causes and PreventionDocument21 pagesMechanical and Differential Pressure Pipe Sticking Causes and PreventionMarco100% (1)
- Directional Drilling MathDocument18 pagesDirectional Drilling MathSazzadul HossainNo ratings yet
- 03 Hole ProblemsDocument53 pages03 Hole ProblemsBrahim Letaief100% (1)
- Essential Tips For Well Control Success: Aberdeen Drilling SchoolsDocument4 pagesEssential Tips For Well Control Success: Aberdeen Drilling SchoolsCerón Niño SantiagoNo ratings yet
- 3 1BasicMathDocument43 pages3 1BasicMathAliNo ratings yet
- Technology Transfer Volumetric StrippingDocument28 pagesTechnology Transfer Volumetric StrippingHüseyin AyazlıNo ratings yet
- Well Engineering Level 1Document4 pagesWell Engineering Level 1SHOBHIT KUMARNo ratings yet
- Drilling Problems and SolutionsDocument16 pagesDrilling Problems and SolutionsMohammed MohammedNo ratings yet
- WELL CONTROL EQUATIONS CHARTS & TABLESDocument13 pagesWELL CONTROL EQUATIONS CHARTS & TABLESShaho Abdulqader Mohamedali100% (1)
- 2-4 IADC Bit Dull Grading System - 5689907 - 01Document35 pages2-4 IADC Bit Dull Grading System - 5689907 - 01Trang HoangNo ratings yet
- PB Chapter-3Document44 pagesPB Chapter-3SHOBHIT KUMARNo ratings yet
- Drilling Jar and Accelerator Positioning GuideDocument10 pagesDrilling Jar and Accelerator Positioning GuidegaddasalimNo ratings yet
- Drilling EngineeringDocument67 pagesDrilling Engineering5-Simon100% (3)
- 03 Shut-In ProcedureDocument15 pages03 Shut-In Proceduresitemaster60No ratings yet
- Well Drilling DesignDocument26 pagesWell Drilling DesignMajedur Rahman100% (1)
- Whip StockDocument4 pagesWhip StockSasan AbbasiNo ratings yet
- Cementing Presentation 1Document48 pagesCementing Presentation 1asrafosmanNo ratings yet
- PETSOC-2002-051-P Drilling Variables at Technical Limit of Drilling RateDocument14 pagesPETSOC-2002-051-P Drilling Variables at Technical Limit of Drilling Ratedrilling moneytreeNo ratings yet
- Squeeze Remedial CementingDocument4 pagesSqueeze Remedial CementingMahesh MahajanNo ratings yet
- Pathfinder Motor HandbookDocument83 pagesPathfinder Motor Handbookchristianyankel100% (3)
- Drilling Optimization Using Drilling Simulator Software PDFDocument89 pagesDrilling Optimization Using Drilling Simulator Software PDFJim Bode100% (1)
- Directional Drilling 2011 .Last VersionDocument56 pagesDirectional Drilling 2011 .Last Versionmahdi_esm0% (1)
- DAY 6 - Loss Circulation & Stuck Pipe Sharing SessionDocument27 pagesDAY 6 - Loss Circulation & Stuck Pipe Sharing SessionReza Syahputra MulyanaNo ratings yet
- 13-Tripping & Reaming GuidelinesDocument16 pages13-Tripping & Reaming GuidelinessrikantaLee0% (1)
- Eliminate Borehole Misbehaviors with Optimal Drilling PracticesDocument19 pagesEliminate Borehole Misbehaviors with Optimal Drilling PracticesJorgito AriasNo ratings yet
- Soft Versus Stiff StringDocument10 pagesSoft Versus Stiff StringRMolina65100% (1)
- Acceptance Check ListDocument2 pagesAcceptance Check ListMohamed HamdyNo ratings yet
- DST ConceptDocument17 pagesDST ConceptSiver AbdullahNo ratings yet
- Geothermal Drilling Problems and SolutionsDocument38 pagesGeothermal Drilling Problems and Solutionskrishnsgk100% (1)
- COMPREHENSIVE GUIDE TO STUCK PIPE PREVENTIONDocument83 pagesCOMPREHENSIVE GUIDE TO STUCK PIPE PREVENTIONمحمد سعيد100% (2)
- Round Trip Ton-Miles CalculationDocument2 pagesRound Trip Ton-Miles CalculationKenaouia BahaaNo ratings yet
- 10 Driller Module Admin ManualDocument80 pages10 Driller Module Admin Manualcpb dwo100% (2)
- Hole Opening PracticesDocument13 pagesHole Opening PracticesLuis HernándezNo ratings yet
- Special Problems During DrillingDocument60 pagesSpecial Problems During DrillingDanian PrimasatryaNo ratings yet
- Cementing ChecklistsDocument2 pagesCementing ChecklistsYougchu LuanNo ratings yet
- Well ControlDocument24 pagesWell ControlBrahim Letaief100% (1)
- Cementing Basics EssentialsDocument53 pagesCementing Basics EssentialsUgochukwu Fidelis100% (1)
- Drilling Optimization PDFDocument22 pagesDrilling Optimization PDFRoyNo ratings yet
- 06 - Liner CementingDocument18 pages06 - Liner CementingangelacanchonNo ratings yet
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Common Well Control Hazards: Identification and CountermeasuresFrom EverandCommon Well Control Hazards: Identification and CountermeasuresRating: 4.5 out of 5 stars4.5/5 (4)
- GAS REF - Purpose, Procedure, InstallDocument5 pagesGAS REF - Purpose, Procedure, Installnyanya2007No ratings yet
- Drilling OperationDocument25 pagesDrilling Operationnyanya2007100% (1)
- QA-RDS Syllabus, Drilling - Vs 5.0Document48 pagesQA-RDS Syllabus, Drilling - Vs 5.0rahul989No ratings yet
- Driller's Depth ErrorsDocument2 pagesDriller's Depth Errorsnyanya2007No ratings yet
- Geosynthetic Reinforced Pile Supported Embankments PlaxisDocument121 pagesGeosynthetic Reinforced Pile Supported Embankments PlaxisAnonymous 5exSerNo ratings yet
- Functional Range Synchronising Relay: UN1, FN2, SY1, SY/SPDocument12 pagesFunctional Range Synchronising Relay: UN1, FN2, SY1, SY/SPLeon WilliamsNo ratings yet
- Manual Fresadora JetDocument30 pagesManual Fresadora JetDavid Fernan NuñezNo ratings yet
- ZXSDR BS8900A Quick Installation Guide R2.0 - CH - ENDocument37 pagesZXSDR BS8900A Quick Installation Guide R2.0 - CH - ENMuhammad AliNo ratings yet
- Catalog CanDocument416 pagesCatalog CanOCangaceiroNo ratings yet
- Essppecificações Turbina AuroraDocument7 pagesEssppecificações Turbina AuroraLeonardo PachecoNo ratings yet
- One Off Fiberglass Foam Core BoatDocument15 pagesOne Off Fiberglass Foam Core Boatsjdarkman1930100% (2)
- Comparison Table For Pipes and Fittings PDFDocument1 pageComparison Table For Pipes and Fittings PDFrcpretoriusNo ratings yet
- Electronic Pressure Switch EDS 3400 W IO-Link InterfaceDocument2 pagesElectronic Pressure Switch EDS 3400 W IO-Link InterfacefreddyjoertyNo ratings yet
- Sur - Erection BOQ - Electr Equipm - RevADocument11 pagesSur - Erection BOQ - Electr Equipm - RevAshaikhsajid242100% (1)
- Bostik Seal N Flex FC Rev1 PDFDocument3 pagesBostik Seal N Flex FC Rev1 PDFpaolo maliksiNo ratings yet
- Science ProbeDocument258 pagesScience ProbeoakesmNo ratings yet
- Benefit of Axial Design Waterjet Propulsion - Wartsila PDFDocument20 pagesBenefit of Axial Design Waterjet Propulsion - Wartsila PDFPandega PutraNo ratings yet
- FLS ValveDocument2 pagesFLS Valvegamalyehia13100% (1)
- Nagpur Cetp - Butibori - Member - ListDocument7 pagesNagpur Cetp - Butibori - Member - ListKv SatishNo ratings yet
- Acoustic in Plumbing - CEU208Document19 pagesAcoustic in Plumbing - CEU208Harshal ShahNo ratings yet
- Multistage CentrifugalDocument8 pagesMultistage CentrifugalsaniNo ratings yet
- IKEA PG Godmorgon 2010 Great Britian - EnglishDocument5 pagesIKEA PG Godmorgon 2010 Great Britian - Englishkarisma_bsNo ratings yet
- Why Soft Starts Reduce Motor Stress and Improve ControlDocument5 pagesWhy Soft Starts Reduce Motor Stress and Improve ControlSohJiaJieNo ratings yet
- Experiment No. 04 (Chemical Kinetics and Chemical Equilibria)Document1 pageExperiment No. 04 (Chemical Kinetics and Chemical Equilibria)crrobinNo ratings yet
- CNC Training Program IntroductionDocument248 pagesCNC Training Program IntroductionJuan100% (1)
- Thermal Properties of Jute Fiber Reinforced Chemically Functionalized High Density Polyethylene (JF/CF-HDPE) Composites Developed by Palsule ProcessDocument12 pagesThermal Properties of Jute Fiber Reinforced Chemically Functionalized High Density Polyethylene (JF/CF-HDPE) Composites Developed by Palsule ProcessManju ANNo ratings yet
- Mathcad in Mechanical EngineeringDocument16 pagesMathcad in Mechanical Engineeringgato7777777100% (2)
- 10 Steps To A Better Rheological Measurement PDFDocument44 pages10 Steps To A Better Rheological Measurement PDFHílary VpbNo ratings yet
- Grounding and Ground Fault Protection of Multiple GeneratorsDocument26 pagesGrounding and Ground Fault Protection of Multiple Generatorssispot_engNo ratings yet
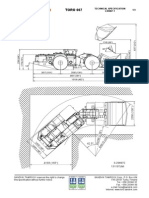
- TORO 007 Technical SpecificationDocument3 pagesTORO 007 Technical SpecificationArutnev EduardoNo ratings yet
- Rab Venturi Wet Scrubber 00Document2 pagesRab Venturi Wet Scrubber 00rudiawanNo ratings yet
- Bulk Installation Fitting List for Dayang ShipsDocument3 pagesBulk Installation Fitting List for Dayang ShipsZipronNo ratings yet
- Engine Oil VP 3840004 DatasheetDocument7 pagesEngine Oil VP 3840004 DatasheetAnees AhmedNo ratings yet
- INTSO - Worksheet - 2 - KEY & SOLUTIONSDocument2 pagesINTSO - Worksheet - 2 - KEY & SOLUTIONSVrindavanchandra Animation StudiosNo ratings yet