You might also like
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- Operational Experience With Biofuels & Analysis of NOx, SOx Emissions (2023 by Delft)Document40 pagesOperational Experience With Biofuels & Analysis of NOx, SOx Emissions (2023 by Delft)LelosPinelos123No ratings yet
- Life Cycle Assessment (LCA) in Pulp & Paper Mills: Comparison Between MFO With Biomass in Lime KilnDocument5 pagesLife Cycle Assessment (LCA) in Pulp & Paper Mills: Comparison Between MFO With Biomass in Lime KilnRafael FerolaNo ratings yet
- Activity 3 - Eco-Design (Chapter 5) - Sustainability Assessment With GRANTA Xavier Gasulla NavarroDocument6 pagesActivity 3 - Eco-Design (Chapter 5) - Sustainability Assessment With GRANTA Xavier Gasulla NavarroXavier GasullaNo ratings yet
- ECOLOGICAL DESIGN OF POLYMER-HOUSED SURGE ARRESTERSDocument6 pagesECOLOGICAL DESIGN OF POLYMER-HOUSED SURGE ARRESTERSneomindxNo ratings yet
- What Is Green Concrete PDFDocument3 pagesWhat Is Green Concrete PDFVelchuri SairamNo ratings yet
- Co2 Membrane SeperationDocument13 pagesCo2 Membrane SeperationSaqib NazirNo ratings yet
- Enen 619-03 Final Research ProjectDocument26 pagesEnen 619-03 Final Research ProjectSalman NoorNo ratings yet
- Life Cycle Analysis of A Solar Module Recycling ProcessDocument3 pagesLife Cycle Analysis of A Solar Module Recycling ProcessEva VictoriaNo ratings yet
- Strategies for Resource Conservation and Recovery LCADocument13 pagesStrategies for Resource Conservation and Recovery LCApulasthikNo ratings yet
- LCA Tire Course Project - Labib&BenaazouzDocument16 pagesLCA Tire Course Project - Labib&BenaazouzMohammed Yassine Labib0% (1)
- Lightweight Carbon-Fiber Reinforced Polymer For Environmentally Greener Commercial AviationDocument21 pagesLightweight Carbon-Fiber Reinforced Polymer For Environmentally Greener Commercial AviationChrist PanjaitanNo ratings yet
- CompositeDocument8 pagesCompositeTegar Unggul PratamaNo ratings yet
- Mek From N Butene PDFDocument111 pagesMek From N Butene PDFAlexis PulhinNo ratings yet
- Life Cycle Assessment of Aluminium Recycling Process - Case of Shredder CablesDocument7 pagesLife Cycle Assessment of Aluminium Recycling Process - Case of Shredder CablesPaula BrazueloNo ratings yet
- CO2 Capture ProjectDocument8 pagesCO2 Capture Projecthoang.le842002No ratings yet
- (Company Logo Here) : Model NameDocument10 pages(Company Logo Here) : Model NameMilos IlicNo ratings yet
- Treatment of Waste CoolantDocument11 pagesTreatment of Waste CoolantEdward Jones S mm15d024No ratings yet
- Carbon Aerogel From Winter Melon For Highly Efficient and Recyclable Oils and Organic Solvents AbsorptionDocument6 pagesCarbon Aerogel From Winter Melon For Highly Efficient and Recyclable Oils and Organic Solvents AbsorptionAnh DuyNo ratings yet
- Comparison of Soxhlet Extraction, Microwave-Assisted Extraction and Ultrasonic Extraction For The Determination of PCBS Congeners in Spiked Soils by Transformer Oil (Askarel)Document13 pagesComparison of Soxhlet Extraction, Microwave-Assisted Extraction and Ultrasonic Extraction For The Determination of PCBS Congeners in Spiked Soils by Transformer Oil (Askarel)IJAET JournalNo ratings yet
- 6 - Recycling and Sustainability - 2021 - Carbon FibersDocument34 pages6 - Recycling and Sustainability - 2021 - Carbon FibersLycanroc 02No ratings yet
- Industrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFDocument7 pagesIndustrial Waste As Alternative Fuel in Cement Industry Its Impact On Environment PDFAnonymous NxpnI6jCNo ratings yet
- (Company Logo Here) : Model NameDocument10 pages(Company Logo Here) : Model NameMilos IlicNo ratings yet
- Recyclability and Reutilization of Carbon Fiber Fabric/epoxy CompositesDocument15 pagesRecyclability and Reutilization of Carbon Fiber Fabric/epoxy CompositesAkash RsNo ratings yet
- New Approach to Obtain Aerogels for Gas Safety ApplicationsDocument6 pagesNew Approach to Obtain Aerogels for Gas Safety ApplicationsYochanan meisandroNo ratings yet
- Separation and Purification Technology 118 (2013) 179-187Document9 pagesSeparation and Purification Technology 118 (2013) 179-187Ilyes JedidiNo ratings yet
- Bioresource Technology 100 (2009) 2569-2574Document6 pagesBioresource Technology 100 (2009) 2569-2574Pothana GandhiNo ratings yet
- S Melendi-Espinaetal 2016Document9 pagesS Melendi-Espinaetal 2016Zahid FarooqNo ratings yet
- Life Cycle Assessment of Biofibres Replacingglass Fibres As Reinforcement in PlasticsDocument21 pagesLife Cycle Assessment of Biofibres Replacingglass Fibres As Reinforcement in PlasticsNgũ Viên Gia CácNo ratings yet
- Technology of RDF Manufacturing Facilities at Sudokwon LandfillDocument7 pagesTechnology of RDF Manufacturing Facilities at Sudokwon LandfillNghi VoNo ratings yet
- Composites: Part B: H.P.S. Abdul Khalil, H.M. Fizree, A.H. Bhat, M. Jawaid, C.K. AbdullahDocument10 pagesComposites: Part B: H.P.S. Abdul Khalil, H.M. Fizree, A.H. Bhat, M. Jawaid, C.K. Abdullaheid elsayedNo ratings yet
- Carbon Footprint Reduction in The Textile Process ChainDocument6 pagesCarbon Footprint Reduction in The Textile Process ChainAnonymous Zsi5ODm2PYNo ratings yet
- Satwinder Singh Danewalia Gaurav Sharma Samita Thakur K. SinghDocument10 pagesSatwinder Singh Danewalia Gaurav Sharma Samita Thakur K. SinghHarish P PatilNo ratings yet
- Characterization of green composites from biobased epoxy matrices and bio-fillers derived from seashell wastesDocument7 pagesCharacterization of green composites from biobased epoxy matrices and bio-fillers derived from seashell wasteseid elsayedNo ratings yet
- Airtable 1 2014Document26 pagesAirtable 1 2014Darek TymoszukNo ratings yet
- Eco-Sheet 1.6 MVA Industrial Transformer Designs With Increasing EfficiencyDocument5 pagesEco-Sheet 1.6 MVA Industrial Transformer Designs With Increasing EfficiencySeyed IbrahimNo ratings yet
- Life Cycle Assessment of Geopolymer Concrete: A Malaysian ContextDocument9 pagesLife Cycle Assessment of Geopolymer Concrete: A Malaysian Contexttaramalik07No ratings yet
- Ping 2021Document15 pagesPing 2021Salman HassanNo ratings yet
- كتاب تحسين خواص الاسفلت بالبوليمر (لغة انجليزية)Document11 pagesكتاب تحسين خواص الاسفلت بالبوليمر (لغة انجليزية)Ayoub EzubeikNo ratings yet
- T1PULP - Almira Jasmin - 03031381924095 - A - PLGDocument19 pagesT1PULP - Almira Jasmin - 03031381924095 - A - PLGAlmira JasminNo ratings yet
- Final ReportDocument13 pagesFinal ReportTejas ShindeNo ratings yet
- CO2 CaptureDocument15 pagesCO2 CapturetapasdoraNo ratings yet
- Biomass-Derived Oxymethylene Ethers As Diesel Additives A Thermodynamic AnalysisDocument4 pagesBiomass-Derived Oxymethylene Ethers As Diesel Additives A Thermodynamic AnalysisMarcelo TavaresNo ratings yet
- Bioplastic Wastes: The Best Final Disposition For Energy SavingDocument8 pagesBioplastic Wastes: The Best Final Disposition For Energy SavingShanaiah Charice GanasNo ratings yet
- Cleantechnology Thermochemical Recy TiresDocument16 pagesCleantechnology Thermochemical Recy TiresmmmeuropeNo ratings yet
- Art - 253A10.1186 - 252F2251 6832 4 19Document13 pagesArt - 253A10.1186 - 252F2251 6832 4 19kumarNo ratings yet
- Cellulose-Based Aerogels From Sugarcane Bagasse For Oil Spill-Cleaning and Heat Insulation ApplicationsDocument7 pagesCellulose-Based Aerogels From Sugarcane Bagasse For Oil Spill-Cleaning and Heat Insulation ApplicationsPhạm Ngân100% (1)
- Choi 2013Document11 pagesChoi 2013김용범No ratings yet
- Optimizing Caprolactam Recovery Using Green DesignDocument10 pagesOptimizing Caprolactam Recovery Using Green DesignThitikorn WassanarpheernphongNo ratings yet
- EE Double GlazingDocument14 pagesEE Double GlazingLenin DenderNo ratings yet
- Achievement success in the role of Researcher in Transforming Foundation Industries (DematerialisationDocument9 pagesAchievement success in the role of Researcher in Transforming Foundation Industries (DematerialisationDr. Mohamed AliNo ratings yet
- Production of Active Carbons From Waste Tyres - A Review: Edward L.K. Mui, Danny C.K. Ko, Gordon MckayDocument17 pagesProduction of Active Carbons From Waste Tyres - A Review: Edward L.K. Mui, Danny C.K. Ko, Gordon MckayJeas Grejoy AndrewsNo ratings yet
- 1 s2.0 S0360319923012326 MainDocument30 pages1 s2.0 S0360319923012326 Maingg oggNo ratings yet
- Journal Bitumen RoofDocument7 pagesJournal Bitumen RoofFai's AlDahlanNo ratings yet
- Environmental Impact of Bioethanol Production: Wpływ Produkcji Bioetanolu Na ŚrodowiskoDocument6 pagesEnvironmental Impact of Bioethanol Production: Wpływ Produkcji Bioetanolu Na ŚrodowiskoHoo Alfando Johan HandokoNo ratings yet
- Yan 2018Document7 pagesYan 2018Febri Daris Faidatur RohmahNo ratings yet
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Nueva Vizcaya State University: Epublic of The Philippines Bambang Campus Bambang, Nueva VizcayaDocument31 pagesNueva Vizcaya State University: Epublic of The Philippines Bambang Campus Bambang, Nueva VizcayaIvy Joy UbinaNo ratings yet
- Sustainability Environmental Disclosure and Financial Performance of Oil and Gas Companies in NigeriaDocument21 pagesSustainability Environmental Disclosure and Financial Performance of Oil and Gas Companies in NigeriaEditor IJTSRD100% (1)
- Waste Management Problem in Raghumanda Village: Department of Civil EngineeringDocument14 pagesWaste Management Problem in Raghumanda Village: Department of Civil EngineeringHémáñth RájNo ratings yet
- Battle of NahawandDocument68 pagesBattle of NahawandkhadijabugtiNo ratings yet
- DDDDDDDDDDDDDocument20 pagesDDDDDDDDDDDDHassanal Cosain Encabo ManabilangNo ratings yet
- SanitationDocument40 pagesSanitationJaynes Ann BoaconNo ratings yet
- Letter Seeking Consent for Waste Management ProjectDocument3 pagesLetter Seeking Consent for Waste Management ProjectAkansha GuptaNo ratings yet
- Inca Product BrochuresDocument72 pagesInca Product BrochuresangkatekagNo ratings yet
- MSGP Permit Section1Document19 pagesMSGP Permit Section1api-3733731No ratings yet
- Automotive Plastics ChainDocument47 pagesAutomotive Plastics ChainshrikantbagalNo ratings yet
- Iowa DNR Issues Emergency Order To C6-ZeroDocument12 pagesIowa DNR Issues Emergency Order To C6-ZeroA.W. CarrosNo ratings yet
- Automatic Plastic Shredder Machine Integrated With Plastic Extruder For Plastic Waste RecyclingDocument7 pagesAutomatic Plastic Shredder Machine Integrated With Plastic Extruder For Plastic Waste RecyclingArufuredo GurenNo ratings yet
- Safety ProgramDocument25 pagesSafety ProgramJosephNo ratings yet
- Hayleys - Singer Srilanka Sustainability Practices - No. 10601527Document24 pagesHayleys - Singer Srilanka Sustainability Practices - No. 10601527Dharani De SilvaNo ratings yet
- Philippine Clean Water ACT OF 2004Document36 pagesPhilippine Clean Water ACT OF 2004Stephanie CanibanNo ratings yet
- Aircraft Cabin Waste Recycling Guide Page 1Document10 pagesAircraft Cabin Waste Recycling Guide Page 1Vimbikayi Magnes KusemaNo ratings yet
- Finger Marker Retrieval ToT SlidesDocument17 pagesFinger Marker Retrieval ToT SlidesHabib Ur Rehman BazmiNo ratings yet
- 4 Technicalfeasibility 130524023724 Phpapp01Document53 pages4 Technicalfeasibility 130524023724 Phpapp01Marcus GreyNo ratings yet
- Work InstructionsDocument21 pagesWork InstructionsSaad Eddine IboudghacemNo ratings yet
- Kx-tg7321fx User GuideDocument60 pagesKx-tg7321fx User GuideHoria GiurgiuNo ratings yet
- Waste Management ProcedureDocument4 pagesWaste Management Proceduresyamimi balkhisNo ratings yet
- Corporate Social Responsibility Analysis of Ayala GroupDocument18 pagesCorporate Social Responsibility Analysis of Ayala Groupalmond rayNo ratings yet
- Final FinalDocument5 pagesFinal FinalAnjinesh ShuklaNo ratings yet
- Paducah Gaseous Diffusion Plant CleanupDocument1 pagePaducah Gaseous Diffusion Plant CleanupJames BruggersNo ratings yet
- 2023 WASH Cluster Drought Product JuneDocument2 pages2023 WASH Cluster Drought Product JuneResilient GemeNo ratings yet
- Grove Cottages EIA Report SectionsDocument7 pagesGrove Cottages EIA Report SectionsCirilo Jr. LagnasonNo ratings yet
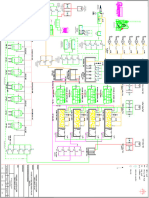
- P&ID-500 CMR-R1 (Original)Document1 pageP&ID-500 CMR-R1 (Original)Ahmed WagihNo ratings yet
- The Benefits of Household WasteDocument2 pagesThe Benefits of Household Wastefrank japosNo ratings yet
- 95 459 01 Xiameter PMX 561 Transformer LiquidDocument4 pages95 459 01 Xiameter PMX 561 Transformer LiquidRadyan PradiptaNo ratings yet
- Draft Bugallon EIS 020923 (D) 4EMBDocument237 pagesDraft Bugallon EIS 020923 (D) 4EMBrheaNo ratings yet