You might also like
- Rev. B ENGLISH 12/ 2017: Technical Requirement: A Provision Established As The Most Adequate andDocument9 pagesRev. B ENGLISH 12/ 2017: Technical Requirement: A Provision Established As The Most Adequate andNuno ciprianoNo ratings yet
- Specification: Technical Requirement: A Provision Established As The Most Adequate andDocument10 pagesSpecification: Technical Requirement: A Provision Established As The Most Adequate andNuno ciprianoNo ratings yet
- Ni 2543Document11 pagesNi 2543marguepaNo ratings yet
- API RP 651 - Section 1-ScopeDocument2 pagesAPI RP 651 - Section 1-ScopeAnonymous B7pghhNo ratings yet
- Phenoline 1205 PDS 9-06 PDFDocument2 pagesPhenoline 1205 PDS 9-06 PDFttr_1947No ratings yet
- BS 1595 PDFDocument9 pagesBS 1595 PDFAdesina AlabiNo ratings yet
- GOMO Complete Document December 2022Document309 pagesGOMO Complete Document December 2022Luana Marchiori100% (1)
- Sa 480Document25 pagesSa 480gasolineandoilNo ratings yet
- Sa 263Document8 pagesSa 263Wagner Renato AraújoNo ratings yet
- Corrosion Prediction ModellingDocument102 pagesCorrosion Prediction ModellingSlim.B100% (2)
- Pipeline Corrosion Management CapabilityDocument2 pagesPipeline Corrosion Management CapabilityMajdi Abdulrahman Mohamed RahamaNo ratings yet
- 516 Vs 515Document2 pages516 Vs 515Madan YadavNo ratings yet
- Surface Preparation & Painting ProcedureDocument18 pagesSurface Preparation & Painting ProcedureAAISAT100% (1)
- Molykote® P-37 Datasheet Eng PDFDocument2 pagesMolykote® P-37 Datasheet Eng PDFBib GmzNo ratings yet
- Visual Inspection Standards for Glass-Reinforced LaminatesDocument18 pagesVisual Inspection Standards for Glass-Reinforced LaminatesMohd Idris MohiuddinNo ratings yet
- D4940 15 (Reapproved 2020) REDDocument3 pagesD4940 15 (Reapproved 2020) REDcarlos_k1555alejo100% (1)
- API 651 Reading ChecklistDocument1 pageAPI 651 Reading ChecklistbacabacabacaNo ratings yet
- A 269 - 04 Qti2oqDocument6 pagesA 269 - 04 Qti2oqfekihassan100% (1)
- Technology Guide 15: SSPC: The Society For Protective CoatingsDocument16 pagesTechnology Guide 15: SSPC: The Society For Protective CoatingsIris Carmen100% (1)
- Norsok Systems No 7Document2 pagesNorsok Systems No 7ahmerkhateebNo ratings yet
- Sa 435 (Ed 2013)Document4 pagesSa 435 (Ed 2013)Mohd Idris MohiuddinNo ratings yet
- ASTM D 16-03 Standard Terminology For Paint, Related Coatings, Materials, and Applications1Document8 pagesASTM D 16-03 Standard Terminology For Paint, Related Coatings, Materials, and Applications1Jorge ToribioNo ratings yet
- GIS 18-012 Procurement, Storage, and Control of Welding ConsumablesDocument12 pagesGIS 18-012 Procurement, Storage, and Control of Welding ConsumablesDinesh NadarNo ratings yet
- Astm D4228 05R17Document3 pagesAstm D4228 05R17Johana Rivadeneira100% (1)
- 10 003591 01EN FlexoFORM User PDFDocument86 pages10 003591 01EN FlexoFORM User PDFSabino LaraNo ratings yet
- Protective Coating and Lining Work For Power Generation FacilitiesDocument2 pagesProtective Coating and Lining Work For Power Generation FacilitiesLuizao CabeloNo ratings yet
- Positive Material Identification ProcedureDocument6 pagesPositive Material Identification Procedureomar100% (1)
- Norma Astm e 165Document20 pagesNorma Astm e 165joseNo ratings yet
- Three-Phase Motors Procedure for Electrical and Thermal CharacteristicsDocument85 pagesThree-Phase Motors Procedure for Electrical and Thermal CharacteristicsAlfredo Perazzo MorilloNo ratings yet
- Subsea Materials Specification for Low Alloy Steel ForgingsDocument14 pagesSubsea Materials Specification for Low Alloy Steel ForgingsJones Pereira Neto100% (1)
- Ref SA 515Document5 pagesRef SA 515nachoircNo ratings yet
- Seamless Copper-Nickel Pipe and Tube: Standard Specification ForDocument6 pagesSeamless Copper-Nickel Pipe and Tube: Standard Specification ForGreg YeeNo ratings yet
- Sa 961 PDFDocument10 pagesSa 961 PDFaruntpeNo ratings yet
- Cathodic Disbonding TesterDocument1 pageCathodic Disbonding TesterfelavinNo ratings yet
- Open Book Testing - API 653Document9 pagesOpen Book Testing - API 653EdisonCorderoNo ratings yet
- JW Inmarco Flexible Pure Graphite Gasket SheetDocument2 pagesJW Inmarco Flexible Pure Graphite Gasket SheetNilesh NarkhedeNo ratings yet
- Bubble Cap Tray Design and ManufacturingDocument4 pagesBubble Cap Tray Design and ManufacturingPujo PurwantoNo ratings yet
- ASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsDocument31 pagesASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsSamsudin AhmadNo ratings yet
- Astm D4541 - 09Document16 pagesAstm D4541 - 09Rodrigo100% (2)
- D 5476Document5 pagesD 5476DEVENDRA KUMARNo ratings yet
- AB31GDocument9 pagesAB31GDiego Alexander BNo ratings yet
- Iso CatalogosDocument9 pagesIso Catalogosenilson19670% (1)
- D1414-22 9.02 Standard Test Methods For Rubber O-RingsDocument24 pagesD1414-22 9.02 Standard Test Methods For Rubber O-RingsHamidreza AraghianNo ratings yet
- ASTM D 4417-14 Medicion de Rugosidad PDFDocument4 pagesASTM D 4417-14 Medicion de Rugosidad PDF1zorro1No ratings yet
- Iso 18797 1 2016 en PDFDocument11 pagesIso 18797 1 2016 en PDFgede adhyatmikaNo ratings yet
- APIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackDocument48 pagesAPIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackUsman NaseemNo ratings yet
- Standard Colour List PDFDocument1 pageStandard Colour List PDFKumarNo ratings yet
- Tappi Tip 0402-28Document16 pagesTappi Tip 0402-28Haries Bugarin Garcia100% (1)
- Astm D2621 2005Document26 pagesAstm D2621 2005Marc PaduNo ratings yet
- ASTM D2583-13aDocument4 pagesASTM D2583-13aParewa ScorpNo ratings yet
- Chemical Resistance GuideDocument11 pagesChemical Resistance GuideMohamed NouzerNo ratings yet
- Panametrics MG2DLDocument137 pagesPanametrics MG2DLpjhollowNo ratings yet
- ASTM Compasse E208 Standart Method Dor Conducting Drop Weight Test To Determinate Nil Ductilly TransitionDocument13 pagesASTM Compasse E208 Standart Method Dor Conducting Drop Weight Test To Determinate Nil Ductilly TransitionAlexandre LaraNo ratings yet
- ASTM G42 Cathodic Disbonment TestDocument8 pagesASTM G42 Cathodic Disbonment TestDuy Linh NguyenNo ratings yet
- Bleed & Flushing Ring GuideDocument1 pageBleed & Flushing Ring GuideRatna Giridhar KavaliNo ratings yet
- Astm E415 2008 PDFDocument9 pagesAstm E415 2008 PDFInês FerrazNo ratings yet
- Novolac Epoxy Paint SpecificationDocument12 pagesNovolac Epoxy Paint SpecificationNuno ciprianoNo ratings yet
- Rev. A English 09 / 2020: SpecificationDocument11 pagesRev. A English 09 / 2020: SpecificationNuno ciprianoNo ratings yet
- Shep Poxy Hi Mod Gel DATADocument2 pagesShep Poxy Hi Mod Gel DATAlarryleiNo ratings yet
- Chartek 7Document4 pagesChartek 7shalinimanjunath2020No ratings yet
- Acrylic Artificial Marble-1 Penelusuran LiteraturDocument21 pagesAcrylic Artificial Marble-1 Penelusuran LiteraturYusuf Kulmardani100% (1)
- HexForce FabricsHandbookDocument99 pagesHexForce FabricsHandbookMcFlyNo ratings yet
- 11KV VCB Indoor Panel / Current Transformer / Potential Transformer / SMC LT Distribution BoxDocument3 pages11KV VCB Indoor Panel / Current Transformer / Potential Transformer / SMC LT Distribution BoxSharafat0% (1)
- List of Coatings Standards For The Oil and Gas IndustryDocument13 pagesList of Coatings Standards For The Oil and Gas IndustryBernie Simcs100% (1)
- Manufacturing and Inspection Procedure For 3 Lpe Coating: PurposeDocument6 pagesManufacturing and Inspection Procedure For 3 Lpe Coating: PurposeNitin Nahar100% (1)
- Progress in Organic Coating-PaperDocument22 pagesProgress in Organic Coating-Paperjibin k p100% (1)
- Hysol Ea 956 PDFDocument4 pagesHysol Ea 956 PDFedgmtNo ratings yet
- Hardtop Ultra PDFDocument4 pagesHardtop Ultra PDFBiju_PottayilNo ratings yet
- Epoxysilane Oligomer For Protective CoatingsDocument10 pagesEpoxysilane Oligomer For Protective CoatingsAPEX SONNo ratings yet
- A Review of Resins Used in ConstructionDocument7 pagesA Review of Resins Used in ConstructionPatrícia LinharesNo ratings yet
- Paintin - TITAS-383-PI-PI-PRO-xxxxxxxx Rev. 00Document34 pagesPaintin - TITAS-383-PI-PI-PRO-xxxxxxxx Rev. 00ismail batinNo ratings yet
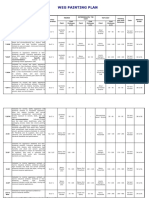
- Weg Painting Plans - 051107Document2 pagesWeg Painting Plans - 051107Craig RobinsonNo ratings yet
- Mechanical Behaviour of Natural Fibers Reinforced Composite MaterialDocument51 pagesMechanical Behaviour of Natural Fibers Reinforced Composite MaterialAbi KuttyNo ratings yet
- QP SPC L002 Rev 2 ReferenceDocument1 pageQP SPC L002 Rev 2 ReferencekannanNo ratings yet
- Polyken e CatalogDocument58 pagesPolyken e CatalogBoban StanojlovićNo ratings yet
- Corrosion GuideDocument32 pagesCorrosion Guidedarsh2001patelNo ratings yet
- Technical Data Sheet for Penguard Express Epoxy CoatingDocument5 pagesTechnical Data Sheet for Penguard Express Epoxy CoatingGurdeep Sungh AroraNo ratings yet
- Interzinc 52 Epoxy - Marine Coatings of AkzoNobel PDFDocument4 pagesInterzinc 52 Epoxy - Marine Coatings of AkzoNobel PDFaandueza_1No ratings yet
- Catalysis of Epoxy-Carboxyl ReactionDocument18 pagesCatalysis of Epoxy-Carboxyl ReactionSteven TsaiNo ratings yet
- Huntsman RenshapeToolingBoard MDSDocument4 pagesHuntsman RenshapeToolingBoard MDSIsczuNo ratings yet
- Infiltration Embedding SectioningDocument10 pagesInfiltration Embedding SectioningMark jay LlanoNo ratings yet
- CIP Session I Quiz-4Document5 pagesCIP Session I Quiz-4munna100% (6)
- DDSATDSDocument2 pagesDDSATDSHenrique OliveiraNo ratings yet
- TDS Ah-351Document2 pagesTDS Ah-351GautamNo ratings yet
- Masterbrace Adh 2200: Description AdvantagesDocument2 pagesMasterbrace Adh 2200: Description AdvantagesHaseeb AhmedNo ratings yet
- ITW Product Catalog33 PDFDocument1 pageITW Product Catalog33 PDFjohnNo ratings yet
- Radiation Curing Os CoatingsDocument9 pagesRadiation Curing Os CoatingsLangleyNo ratings yet
- Material Unit CostsDocument4 pagesMaterial Unit CostsBonnie BalaguerNo ratings yet