You might also like
- Ficha de AplicaciónDocument2 pagesFicha de Aplicaciónanabelguadalupe25% (4)
- Sesión Ix-X CMCM 2018Document30 pagesSesión Ix-X CMCM 2018alexNo ratings yet
- Simbologia Instalaciones Electricas - TablaDocument5 pagesSimbologia Instalaciones Electricas - TablaPOyGUI BarbosaNo ratings yet
- Memoria Descriptiva y de Cálculo EstructuralDocument20 pagesMemoria Descriptiva y de Cálculo EstructuralAlexander CANo ratings yet
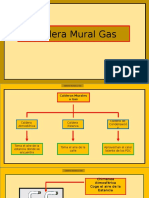
- Calderas MuralesDocument37 pagesCalderas MuralesorlandoNo ratings yet
- Nutricion AnimalesDocument54 pagesNutricion AnimalesJohn Forero100% (2)
- Triptico Galletas de AvenaDocument2 pagesTriptico Galletas de Avenaanabelguadalupe100% (4)
- Prueba 5 Basico Circioto y EnergiaDocument3 pagesPrueba 5 Basico Circioto y EnergiaMaria DanielaNo ratings yet
- Kami Export - Escribe El Nombre de Las Siguientes ImágenesDocument2 pagesKami Export - Escribe El Nombre de Las Siguientes ImágenesanabelguadalupeNo ratings yet
- Institución EducativaDocument11 pagesInstitución EducativaEloy Condori CondoriNo ratings yet
- Etapas Del Desarrollo Cognitivo Según PiagetDocument25 pagesEtapas Del Desarrollo Cognitivo Según PiagetanabelguadalupeNo ratings yet
- Competencias y Estándares de AprendizajeDocument3 pagesCompetencias y Estándares de AprendizajeanabelguadalupeNo ratings yet
- Vistámonos de NetiquetaDocument2 pagesVistámonos de NetiquetaanabelguadalupeNo ratings yet
- Institución EducativaDocument11 pagesInstitución EducativaEloy Condori CondoriNo ratings yet
- Mapeo de IiDocument2 pagesMapeo de IianabelguadalupeNo ratings yet
- REPOSITORIOSDocument6 pagesREPOSITORIOSanabelguadalupeNo ratings yet
- Carnaval Santiago de Chocorvos LetraDocument2 pagesCarnaval Santiago de Chocorvos LetraanabelguadalupeNo ratings yet
- Autorización Marcelo BielsaDocument1 pageAutorización Marcelo BielsaanabelguadalupeNo ratings yet
- Matriz competencias EFDocument7 pagesMatriz competencias EFanabelguadalupeNo ratings yet
- Sesion CtaDocument3 pagesSesion CtaanabelguadalupeNo ratings yet
- Células Procariota y EucariotaDocument2 pagesCélulas Procariota y EucariotaanabelguadalupeNo ratings yet
- Comunicado Del Área de Cta de SecundariaDocument1 pageComunicado Del Área de Cta de SecundariaanabelguadalupeNo ratings yet
- La Tabla PeriódicaDocument2 pagesLa Tabla Periódicaanabelguadalupe0% (3)
- Plano de Distribución de Áreas VerdesDocument2 pagesPlano de Distribución de Áreas VerdesanabelguadalupeNo ratings yet
- Buen Inicio Del Año AcadémicoDocument7 pagesBuen Inicio Del Año AcadémicoanabelguadalupeNo ratings yet
- Plan de Trabajo Familia FuertesDocument5 pagesPlan de Trabajo Familia FuertesanabelguadalupeNo ratings yet
- FORODocument2 pagesFOROanabelguadalupeNo ratings yet
- Dimensión SocialDocument3 pagesDimensión SocialdaydaNo ratings yet
- Comunicado Del Área de Cta de SecundariaDocument1 pageComunicado Del Área de Cta de SecundariaanabelguadalupeNo ratings yet
- Reforzando Lo Aprendido. DigestionDocument7 pagesReforzando Lo Aprendido. DigestionanabelguadalupeNo ratings yet
- Caratula DiegoDocument2 pagesCaratula DiegoanabelguadalupeNo ratings yet
- Reforzando Lo Aprendido. DigestionDocument7 pagesReforzando Lo Aprendido. DigestionanabelguadalupeNo ratings yet
- Unidad Tutoria ModeloDocument2 pagesUnidad Tutoria ModeloanabelguadalupeNo ratings yet
- Sesiond e Clase 8 Las BiomoleculasDocument6 pagesSesiond e Clase 8 Las BiomoleculasanabelguadalupeNo ratings yet
- Experiencia Lideres San JoseDocument59 pagesExperiencia Lideres San JoseanabelguadalupeNo ratings yet
- Adoquines de concreto como alternativa al pavimentoDocument10 pagesAdoquines de concreto como alternativa al pavimentoAILTON FRANCISCO ALBORNOZNo ratings yet
- Ensayo Produccion de ArrabioDocument6 pagesEnsayo Produccion de ArrabioAlejandro CastroNo ratings yet
- Cap 1 IntroduccionDocument21 pagesCap 1 IntroduccionFabrizioDelgadoSandovalNo ratings yet
- Presupuesto CvuDocument1 pagePresupuesto CvuFranchesca cordova payanoNo ratings yet
- Diagrama TensionesDocument3 pagesDiagrama TensionesTriple PunkNo ratings yet
- Curacreto incoloro y aditivos para concretoDocument4 pagesCuracreto incoloro y aditivos para concretoMax HinostrozaNo ratings yet
- Soldadura FuerteDocument26 pagesSoldadura FuertefernandopascualNo ratings yet
- Relacion de Insumos GeneralDocument8 pagesRelacion de Insumos GeneralJimmy MendozaNo ratings yet
- Definición de Esfuerzo de Trabajo - Diccionario de Arquitectura y ConstrucciónDocument2 pagesDefinición de Esfuerzo de Trabajo - Diccionario de Arquitectura y ConstrucciónCarlos MarinNo ratings yet
- Presupuesto para mejora y ampliación de losa deportiva en Anexo ColcaDocument9 pagesPresupuesto para mejora y ampliación de losa deportiva en Anexo ColcaMichel Rosales RodriguezNo ratings yet
- Estructuracion y MetradosDocument10 pagesEstructuracion y MetradosJherry Rivera BarbozaNo ratings yet
- FormularioDocument20 pagesFormulariorenatoNo ratings yet
- Agua, rocas y agregados: características y usos en construcciónDocument79 pagesAgua, rocas y agregados: características y usos en construcciónMaria AlejandraNo ratings yet
- CabreraLD Tarea2 Modulo2Document21 pagesCabreraLD Tarea2 Modulo2julian martinezNo ratings yet
- For Ja Dos de PlacasDocument34 pagesFor Ja Dos de PlacassnowsNo ratings yet
- Valve Product Solutions Catalog SpanishDocument158 pagesValve Product Solutions Catalog SpanishQ Llanos HenryNo ratings yet
- Andamios, Encofrado y DesencofradoDocument4 pagesAndamios, Encofrado y DesencofradoEvert AntoniazziNo ratings yet
- Videos Aph # 16Document21 pagesVideos Aph # 16Alex HerreraNo ratings yet
- ANSI AISC 360-10 para Construcciones de Acero - Parte25 PDFDocument1 pageANSI AISC 360-10 para Construcciones de Acero - Parte25 PDFcristianp55No ratings yet
- Actividad 3. Clasificación de Los MaterialesDocument2 pagesActividad 3. Clasificación de Los MaterialesFatima GarfiasNo ratings yet
- Objetos Que Hay en El Laboratorio de ComputaciónDocument2 pagesObjetos Que Hay en El Laboratorio de ComputaciónkevinredieldNo ratings yet
- Reciclaje de CementoDocument3 pagesReciclaje de CementoShaggy Victor TorresNo ratings yet
- Cat 01Document5 pagesCat 01Jose Yañez PorcayoNo ratings yet
- Presupuesto de Saldo ArquitecturaDocument7 pagesPresupuesto de Saldo ArquitecturaNICOLE ASHLY NINAMANGO ORIHUELANo ratings yet
- El Padre de La Ing Mecánica Moderna Borrador AyerDocument6 pagesEl Padre de La Ing Mecánica Moderna Borrador AyerJose Luis Turpo ChipanaNo ratings yet