You might also like
- HIRA Fuel FiringDocument13 pagesHIRA Fuel FiringAbzad HussainNo ratings yet
- Template Seat Heat Peeland Stick Heater Control PlanpostedDocument6 pagesTemplate Seat Heat Peeland Stick Heater Control PlanpostedvfuntanillaNo ratings yet
- List of ISO Implementation Policy-R1Document33 pagesList of ISO Implementation Policy-R1Mohammed Shabbir LunawadiNo ratings yet
- HIRA No 22 Installation Use of Temp Electrical Supplies SBDDocument2 pagesHIRA No 22 Installation Use of Temp Electrical Supplies SBDMobin Thomas AbrahamNo ratings yet
- Integrated Management System: Yash Papers LTDDocument1 pageIntegrated Management System: Yash Papers LTDpawan sengatNo ratings yet
- 15 Driving Safety and Training ProcedureDocument6 pages15 Driving Safety and Training Procedureihajar9No ratings yet
- Calibration Certificate for CEL-240 Sound Level MeterDocument1 pageCalibration Certificate for CEL-240 Sound Level MeterIHS RAIPUR DIVISIONNo ratings yet
- Permit To Work GuidelinesDocument12 pagesPermit To Work GuidelinesalanjcherryNo ratings yet
- Certificate - Mohd Ahmed AbdelrazekDocument1 pageCertificate - Mohd Ahmed AbdelrazekAnonymous eFF9uwuuNo ratings yet
- Purchase Process FlowChartDocument1 pagePurchase Process FlowChartMahajan VickyNo ratings yet
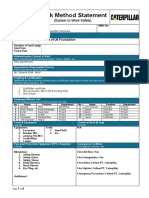
- Work Method StatamentDocument4 pagesWork Method StatamentAmril Al RizaNo ratings yet
- 01 Lumut Balai2 Project HSSE PlanDocument40 pages01 Lumut Balai2 Project HSSE Planihajar9No ratings yet
- APLUS 111 Getting Started SolidsDocument108 pagesAPLUS 111 Getting Started SolidsSuyash SinghNo ratings yet
- Critical Project ActivitiesDocument29 pagesCritical Project ActivitiesAtemp-mail.orgInboxNo ratings yet
- SCM PROCESS FLOW CHARTDocument1 pageSCM PROCESS FLOW CHARTUmang JainNo ratings yet
- NR 33 - Confined - SpacesDocument20 pagesNR 33 - Confined - SpacesCPSSTNo ratings yet
- Technician Plant MaintenanceDocument78 pagesTechnician Plant MaintenanceJonathan LinjeNo ratings yet
- Comparing R1233zd and R245fa For Low Temperature ORC Applications PDFDocument8 pagesComparing R1233zd and R245fa For Low Temperature ORC Applications PDFpancawawanNo ratings yet
- CV TahirDocument5 pagesCV TahirPawan MaheshwariNo ratings yet
- Boiler Efficiency CalculationDocument4 pagesBoiler Efficiency CalculationAhmad RahanNo ratings yet
- Alpacon 217Document9 pagesAlpacon 217vahidNo ratings yet
- L-545 Servicemans ManualDocument56 pagesL-545 Servicemans ManualingenerproNo ratings yet
- Prevention of Soot Fires Oct 01Document2 pagesPrevention of Soot Fires Oct 01petermorgan74931No ratings yet
- Guide SI Quality SurveillanceDocument82 pagesGuide SI Quality Surveillancedemem09No ratings yet
- Power Plant Lecture Notes - CHAPTER-4 STEAM Turbine: October 2014Document42 pagesPower Plant Lecture Notes - CHAPTER-4 STEAM Turbine: October 2014Manprita BasumataryNo ratings yet
- Asset Integrity Management BrochureDocument6 pagesAsset Integrity Management BrochureSyed Mujtaba Ali BukhariNo ratings yet
- Multipass Heat ExchangersDocument21 pagesMultipass Heat ExchangersBrando_BalagonNo ratings yet
- Annual Emission Monitoring PlanDocument38 pagesAnnual Emission Monitoring Planksbbs100% (1)
- Commissioning Test Report (Auxiliary Boiler)Document36 pagesCommissioning Test Report (Auxiliary Boiler)Sovan Nandy100% (1)
- HIRA Temporary Electrical SuppliesDocument3 pagesHIRA Temporary Electrical SuppliesChandresh SinghNo ratings yet
- Testo 816 1 PDFDocument2 pagesTesto 816 1 PDFZankar R ParikhNo ratings yet
- Steam TurbineDocument24 pagesSteam Turbinesameertamboli100% (1)
- USBP Master TrackerDocument493 pagesUSBP Master TrackerJ RohrlichNo ratings yet
- ERP Editable Flow ChartDocument1 pageERP Editable Flow ChartVictorNo ratings yet
- Health & Safety Procedural Manual: Document Ref No Procedure Ohsas 18001:2007Document1 pageHealth & Safety Procedural Manual: Document Ref No Procedure Ohsas 18001:2007Richu PaliNo ratings yet
- Combustion Analyzer Instruction ManualDocument108 pagesCombustion Analyzer Instruction ManualalperbogaNo ratings yet
- HSW Event Safety Induction ChecklistDocument1 pageHSW Event Safety Induction ChecklistVictorNo ratings yet
- Fire Safety Plan TemplateDocument73 pagesFire Safety Plan TemplateSeverino Valerio100% (1)
- ED-P1 Licensing and Competency AuthorizationDocument22 pagesED-P1 Licensing and Competency AuthorizationMohammed Zubair0% (1)
- Hot Works Safety ProcedureDocument4 pagesHot Works Safety ProcedureRachel NoraNo ratings yet
- Spare Parts Flow ChartsDocument2 pagesSpare Parts Flow ChartsOkey OkoliNo ratings yet
- Right: Hull Planned MaintenanceDocument24 pagesRight: Hull Planned MaintenanceInaya GeorgeNo ratings yet
- ChecklistDocument14 pagesChecklistInstrument SCINo ratings yet
- CENTRIFUGAL SEPARATION-Unit Opration-2 PDFDocument23 pagesCENTRIFUGAL SEPARATION-Unit Opration-2 PDFManivannanVenkatesanNo ratings yet
- GTG-1 NDE Crane Scaffolding Installation To Rectify Limit Switch IssueDocument13 pagesGTG-1 NDE Crane Scaffolding Installation To Rectify Limit Switch IssueSiraj AhmedNo ratings yet
- CLASS DeterminationDocument1 pageCLASS DeterminationWahyu Nur HidayatNo ratings yet
- Application Form For CSWIP 10 Year Re-Certification (Overseas) With LogbookDocument4 pagesApplication Form For CSWIP 10 Year Re-Certification (Overseas) With LogbookapkramjiNo ratings yet
- PM HSE Safety Alert - Contractor Medical Treatment #14-2022Document1 pagePM HSE Safety Alert - Contractor Medical Treatment #14-2022Zeeshan AbbasiNo ratings yet
- PDO Hse AuditDocument21 pagesPDO Hse Auditnagul kmtcNo ratings yet
- Audit Summary ReportDocument2 pagesAudit Summary Reportas rginorNo ratings yet
- Construction of Baraka Service Station Site ClearanceDocument4 pagesConstruction of Baraka Service Station Site ClearanceSilverSnapeNo ratings yet
- Simple Ideal Rankine Cycle: State 3 Work OutputDocument2 pagesSimple Ideal Rankine Cycle: State 3 Work OutputfabyunaaaNo ratings yet
- R1937-JSA-003 Job Safety Analysis For TrenchingDocument5 pagesR1937-JSA-003 Job Safety Analysis For TrenchingVineet AgrawalNo ratings yet
- Chlorine CylinderDocument9 pagesChlorine Cylinderjoseph_mscNo ratings yet
- Safety Operating Procedure of A Fire Tube BoilerDocument10 pagesSafety Operating Procedure of A Fire Tube BoilerJan Marvin Tamse0% (1)
- Condenser Chemical CleaningDocument12 pagesCondenser Chemical CleaningBibhu Misra100% (1)
- P Diagram - Art PDFDocument85 pagesP Diagram - Art PDFjrcg0914No ratings yet
- Boiler Commissioning PDFDocument120 pagesBoiler Commissioning PDFYuvaraj Kumar0% (1)
- Quality Control of PilingDocument2 pagesQuality Control of PilingBudi Ariyadi100% (3)
- QualityoneASQ PresentationDocument42 pagesQualityoneASQ Presentationfmkhan786No ratings yet
- Cobham Tactical Comms and Surveillance Short Product GuideDocument12 pagesCobham Tactical Comms and Surveillance Short Product GuidekarakogluNo ratings yet
- ArcGIS Tutorials PDFDocument3 pagesArcGIS Tutorials PDFVaneet GuptaNo ratings yet
- E-COMMERCE SECURITY PROTOCOLSDocument17 pagesE-COMMERCE SECURITY PROTOCOLSRahul TiwariNo ratings yet
- Joint Light Tactical VehicleDocument16 pagesJoint Light Tactical Vehicleramesh0% (1)
- LTK 70 01 001Document2 pagesLTK 70 01 001Qiang ZhangNo ratings yet
- E CommerceDocument16 pagesE CommercesyazwaniNo ratings yet
- Nycocrd BrochureDocument2 pagesNycocrd Brochuremrhrtn88No ratings yet
- Chapter Notes - Why Do We Fall Ill - Class 9 Science Book - DronStudyDocument24 pagesChapter Notes - Why Do We Fall Ill - Class 9 Science Book - DronStudyNishant Singh100% (2)
- ACF624 680and625manualsDocument2 pagesACF624 680and625manualsGreg OneofakindNo ratings yet
- Software Requirements Document PDFDocument54 pagesSoftware Requirements Document PDFAshishJaiswalNo ratings yet
- Quick start guide for Verizon high speed internetDocument1 pageQuick start guide for Verizon high speed internetchrisban35No ratings yet
- Wavestate: Editor/Librarian Owner's ManualDocument24 pagesWavestate: Editor/Librarian Owner's ManualRobson LuisNo ratings yet
- InTech-Omnidirectional Mobile Robot Design and ImplementationDocument18 pagesInTech-Omnidirectional Mobile Robot Design and ImplementationSenthil KumarNo ratings yet
- Topic 1 - Information Assurance PrinciplesDocument21 pagesTopic 1 - Information Assurance PrinciplesMathavan KrishnanNo ratings yet
- Automatic Industrial Air Pollution Monitoring System''Document31 pagesAutomatic Industrial Air Pollution Monitoring System''17-256 Teja swiniNo ratings yet
- CV-JM Van StraatenDocument5 pagesCV-JM Van StraatenJovan Van StraatenNo ratings yet
- Single "A" Air Conditioner: SVC MANUAL (General)Document113 pagesSingle "A" Air Conditioner: SVC MANUAL (General)David Lemos SanchezNo ratings yet
- Search Engine MarketingDocument7 pagesSearch Engine Marketingyuvaraj321321No ratings yet
- 2017 - 746 in Vitro Diagnostic Medical Devices - Summary List of Harmonised Standards - Generated On 12.5.2022 PDFDocument3 pages2017 - 746 in Vitro Diagnostic Medical Devices - Summary List of Harmonised Standards - Generated On 12.5.2022 PDFsaberNo ratings yet
- COA - Chapter # 3Document26 pagesCOA - Chapter # 3Set EmpNo ratings yet
- Mid Term Essay Writing RyandikhaDocument5 pagesMid Term Essay Writing RyandikhaRyandikha OktaviandiNo ratings yet
- Cs1802 Visual Programming: Unit I: Windows ProgrammingDocument47 pagesCs1802 Visual Programming: Unit I: Windows ProgrammingSuneel Kumar GoudaNo ratings yet
- Object-Oriented Database Processing: Lecture Notes: CS/MIS 43 - 5/13/03Document5 pagesObject-Oriented Database Processing: Lecture Notes: CS/MIS 43 - 5/13/03Ranju BhagatNo ratings yet
- 1/3-Inch 1.2Mp CMOS Digital Image Sensor With Global ShutterDocument123 pages1/3-Inch 1.2Mp CMOS Digital Image Sensor With Global ShutteralkrajoNo ratings yet
- Customer Portal - User Manual 2021-07Document58 pagesCustomer Portal - User Manual 2021-07Nurul HidayatNo ratings yet
- Autonomous Vehicles RRLDocument8 pagesAutonomous Vehicles RRLDominique LopenaNo ratings yet
- Electrical Safety Analyzer: 6Huylfh0DqxdoDocument52 pagesElectrical Safety Analyzer: 6Huylfh0Dqxdoservice serviceNo ratings yet
- ZXT 120 User Manual - V1.4 - 20130604Document29 pagesZXT 120 User Manual - V1.4 - 20130604Frensel PetronaNo ratings yet
- RPA IntroductionDocument15 pagesRPA IntroductionfanoustNo ratings yet
- Serial IO and Data CommunicationDocument25 pagesSerial IO and Data Communicationapi-3724082100% (8)