You might also like
- Cold Roll Forming MachineDocument43 pagesCold Roll Forming MachineVishw Group IndiaNo ratings yet
- Pickling & Tandem Cold MillDocument12 pagesPickling & Tandem Cold MillKalai Selvan100% (1)
- Electromagnetic Flow Meter Elmag 200 ManualDocument39 pagesElectromagnetic Flow Meter Elmag 200 ManualmjsampaioNo ratings yet
- Stepper Motor ApplicationDocument25 pagesStepper Motor ApplicationShanmuga SundarNo ratings yet
- Final Report On Cut To Length Controller Using P89LPC932Document135 pagesFinal Report On Cut To Length Controller Using P89LPC932ravan_shindeNo ratings yet
- High Speed Z Purlin MachineDocument6 pagesHigh Speed Z Purlin MachineChris RishbinNo ratings yet
- Kathmandu University School of Engineering Department of Mechanical EngineeringDocument27 pagesKathmandu University School of Engineering Department of Mechanical EngineeringBikram GCNo ratings yet
- Communication Selection GuideDocument24 pagesCommunication Selection GuideIrwan FarobiNo ratings yet
- MS 2002 Cold Rolling Mill Speed OptimizationDocument7 pagesMS 2002 Cold Rolling Mill Speed Optimizationsurajit7guptaNo ratings yet
- Quotation For Coil WindingDocument7 pagesQuotation For Coil WindingserkaneyupNo ratings yet
- MS-2003-Recent Advances in Temper and Skin-Pass RollingDocument8 pagesMS-2003-Recent Advances in Temper and Skin-Pass Rollingsurajit7guptaNo ratings yet
- 6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDDocument58 pages6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDSANTOSH TIWARINo ratings yet
- CR and Galvanized Steel PDFDocument6 pagesCR and Galvanized Steel PDFthadikkaranNo ratings yet
- Copper Wire TablesDocument92 pagesCopper Wire TablesJose Angel MalumbresNo ratings yet
- WEG Vfds Vs Soft Starters White Paper Vfdsvssoftstarters Technical Article EnglishDocument5 pagesWEG Vfds Vs Soft Starters White Paper Vfdsvssoftstarters Technical Article EnglishcartarNo ratings yet
- Design of Progressive Die for Motor Stator and Rotor Plate StackingDocument6 pagesDesign of Progressive Die for Motor Stator and Rotor Plate StackingNhan LeNo ratings yet
- 03 - Rolling of MetalsDocument61 pages03 - Rolling of MetalsAbhishek SinhaNo ratings yet
- AC10P Catalog 5.41Document16 pagesAC10P Catalog 5.41cocacolapepsiNo ratings yet
- Section MillDocument7 pagesSection MillArth SumagueNo ratings yet
- Sprintcut PDFDocument5 pagesSprintcut PDFpruthiviraj13100% (1)
- Calculations For Gear Box Selection For 7Document3 pagesCalculations For Gear Box Selection For 7Jiten Kumar BiswalNo ratings yet
- Liquid Cooling Systems PDFDocument6 pagesLiquid Cooling Systems PDFPerdanio Nosal April JoyNo ratings yet
- Bill 06 CivilDocument128 pagesBill 06 CivilSaeed AhmedNo ratings yet
- Motor Selection ExampleDocument11 pagesMotor Selection ExampleMorena MoremoholoNo ratings yet
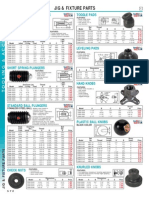
- Jigs & Fixture PartsDocument1 pageJigs & Fixture Parts003sureshNo ratings yet
- Reliable Steel Rolling Mill Solution ProviderDocument7 pagesReliable Steel Rolling Mill Solution Provideranon_647217551No ratings yet
- UNIDO Report Highlights Training for Turkish Rolling MillsDocument88 pagesUNIDO Report Highlights Training for Turkish Rolling MillsKalyan HalderNo ratings yet
- Engineering Drawing II Tutorial PDFDocument38 pagesEngineering Drawing II Tutorial PDFskumaranspNo ratings yet
- Edge Baffle AsslyDocument4 pagesEdge Baffle AsslyVikram TambeNo ratings yet
- Code Configuration Guide Final1Document34 pagesCode Configuration Guide Final1Than MaungNo ratings yet
- AGC TenovaDocument2 pagesAGC TenovaVikram TambeNo ratings yet
- Technical Reference OverviewDocument17 pagesTechnical Reference OverviewHery Vázquez JiménezNo ratings yet
- PLC IN CNC MACHINESDocument37 pagesPLC IN CNC MACHINESLakshmi Kandula100% (1)
- High-Quality Hot Strip Production Essar SteelDocument12 pagesHigh-Quality Hot Strip Production Essar SteelPranav TripathiNo ratings yet
- Maf and Torque Curve Motor Pages From EP3200E-2Document3 pagesMaf and Torque Curve Motor Pages From EP3200E-2Mohamed Salah El-FielNo ratings yet
- 26-Universal Bending MachineDocument59 pages26-Universal Bending MachinesathishNo ratings yet
- The Metallurgy of Welding: Welding Design and Process SelectionDocument35 pagesThe Metallurgy of Welding: Welding Design and Process SelectionkspanitsNo ratings yet
- Steel Plant Facilities and Process FlowDocument35 pagesSteel Plant Facilities and Process Flowtehseen banuNo ratings yet
- ME311 Screws LectureDocument26 pagesME311 Screws LectureantoniodellisantiNo ratings yet
- Construction and Working of Thermal Power PlantDocument5 pagesConstruction and Working of Thermal Power PlantdibyenindusNo ratings yet
- Quotation For Cut To Length Line 25x2500Document13 pagesQuotation For Cut To Length Line 25x2500gourav sarafNo ratings yet
- Conveyor Belt InstallationsDocument95 pagesConveyor Belt InstallationsCarlos Andrés Aguilar OrozcoNo ratings yet
- Dynamic Braking ResistorsDocument2 pagesDynamic Braking Resistorsjsrplc7952No ratings yet
- Industrial Electronics - Dataforth Corp BrochureDocument16 pagesIndustrial Electronics - Dataforth Corp Brochurenestor265No ratings yet
- Voortman Product RangeDocument19 pagesVoortman Product RangeJohn WooNo ratings yet
- Torque Speed Curve of Induction MotorDocument5 pagesTorque Speed Curve of Induction MotorShri KulkarniNo ratings yet
- Induction To AC Motors FAQDocument24 pagesInduction To AC Motors FAQSrini VasanNo ratings yet
- ACE - Brochure Coil WindingDocument6 pagesACE - Brochure Coil WindingSikasep TeaNo ratings yet
- Eaton Memguard Distribution System 160312 - UpdateDocument32 pagesEaton Memguard Distribution System 160312 - UpdateKing RoodNo ratings yet
- K-Factor Defined: AN102 Application NoteDocument2 pagesK-Factor Defined: AN102 Application NoteDenyNo ratings yet
- Conveyor Systems OverviewDocument24 pagesConveyor Systems OverviewBerihu GirmayNo ratings yet
- Tube Bundle Detail Drawing 1200-E-4006: Document TitleDocument2 pagesTube Bundle Detail Drawing 1200-E-4006: Document TitleAnwar SadatNo ratings yet
- RTD and Thermocouple TransmittersDocument10 pagesRTD and Thermocouple TransmittersLenin PachecoNo ratings yet
- Co Axial CableDocument9 pagesCo Axial Cablemsiddique295No ratings yet
- Case Study Anti Spatter AMPCOLOY® MylarDocument3 pagesCase Study Anti Spatter AMPCOLOY® MylarashwanidusadhNo ratings yet
- Plant Training Process GuideDocument14 pagesPlant Training Process GuideParth MudgalNo ratings yet
- Manufacturing and Testing of Lost Foam Casting ProductsDocument6 pagesManufacturing and Testing of Lost Foam Casting ProductsAshwanth MichealNo ratings yet
- Production Technology Gating System DesignDocument35 pagesProduction Technology Gating System DesignAbishek Abh100% (2)
- PT Inter World Steel MillsDocument20 pagesPT Inter World Steel Millssugiarto budiNo ratings yet
- App Form BLIDocument8 pagesApp Form BLIPaulo LuizNo ratings yet
- DATEM Capture For AutoCADDocument195 pagesDATEM Capture For AutoCADmanuelNo ratings yet
- FFT FundamentalsDocument27 pagesFFT FundamentalsVivien VilladelreyNo ratings yet
- Product Bulletin VHP7104GSI S5Document2 pagesProduct Bulletin VHP7104GSI S5Wiliam SeguraNo ratings yet
- VRIL-Compendium-Vol-7-Dendritic Ground Systems-1992 PDFDocument204 pagesVRIL-Compendium-Vol-7-Dendritic Ground Systems-1992 PDFAnton Dremlyuga100% (3)
- Royal Harare Golf Club: An Oasis of Excellence in The Midst of Political and Economic DevastationDocument24 pagesRoyal Harare Golf Club: An Oasis of Excellence in The Midst of Political and Economic DevastationCompleatGolferNo ratings yet
- GT2-71D Amplifier Unit Data SheetDocument3 pagesGT2-71D Amplifier Unit Data SheetKenan HebibovicNo ratings yet
- Long Vowel SoundsDocument15 pagesLong Vowel SoundsRoselle Jane PasquinNo ratings yet
- M100 PD ENDocument2 pagesM100 PD EN윤병택No ratings yet
- Factors for Marketing Success in Housing SectorDocument56 pagesFactors for Marketing Success in Housing SectorNhyiraba Okodie AdamsNo ratings yet
- Marie Bjerede and Tzaddi Bondi 2012 - Learning Is Personal, Stories of Android Tablet Use in The 5th GradeDocument50 pagesMarie Bjerede and Tzaddi Bondi 2012 - Learning Is Personal, Stories of Android Tablet Use in The 5th Gradeluiz carvalhoNo ratings yet
- List of Family Outing EpisodesDocument7 pagesList of Family Outing EpisodesFanny KesumaliaNo ratings yet
- Spouses Aggabao v. Parulan, Jr. and ParulanDocument5 pagesSpouses Aggabao v. Parulan, Jr. and ParulanGeenea VidalNo ratings yet
- Pe 1997 01Document108 pagesPe 1997 01franciscocampoverde8224No ratings yet
- (OBIEE11g) Integrating Oracle Business Intelligence Applications With Oracle E-Business Suite - Oracle Bi SolutionsDocument11 pages(OBIEE11g) Integrating Oracle Business Intelligence Applications With Oracle E-Business Suite - Oracle Bi SolutionsVenkatesh Ramiya Krishna MoorthyNo ratings yet
- TopGearDocument188 pagesTopGearbarborina10% (1)
- Long-Range FM Transmitter With Variable Power OutputDocument2 pagesLong-Range FM Transmitter With Variable Power OutputHaspreet SinghNo ratings yet
- The crucial step to a great careerDocument96 pagesThe crucial step to a great careerVinod ThukarulNo ratings yet
- StatProb11 Q4 Mod3 RegressionAnalysis v4Document21 pagesStatProb11 Q4 Mod3 RegressionAnalysis v4ALEX SARAOSOS100% (4)
- Alignment Cooling Water Pump 4A: Halaman: 1 Dari 1 HalamanDocument3 pagesAlignment Cooling Water Pump 4A: Halaman: 1 Dari 1 Halamanpemeliharaan.turbin03No ratings yet
- Lala Lajpat Rai College: Public Relations Project Rough Draft Topic: Nike V/S AdidasDocument34 pagesLala Lajpat Rai College: Public Relations Project Rough Draft Topic: Nike V/S AdidasNikitha Dsouza75% (4)
- Mohamed Khaled CVDocument2 pagesMohamed Khaled CVMohamed KhaledNo ratings yet
- Install MATV Distribution SystemDocument7 pagesInstall MATV Distribution SystemDong VanraNo ratings yet
- Understanding ProbabilityDocument14 pagesUnderstanding ProbabilityKajaraiNo ratings yet
- Project ProposalDocument6 pagesProject Proposalapi-386094460No ratings yet
- Specification For Temporary Electrical Supplies For Construction & Maintenance WorkDocument27 pagesSpecification For Temporary Electrical Supplies For Construction & Maintenance WorkvisakhgsNo ratings yet
- Djiwandono, Indonesian Financial Crisis After Ten Years: Some Notes On Lessons Learned and ProspectsDocument12 pagesDjiwandono, Indonesian Financial Crisis After Ten Years: Some Notes On Lessons Learned and ProspectsMuhammad Arief Billah100% (1)
- Group analyzes Sunsilk brand auditDocument49 pagesGroup analyzes Sunsilk brand auditinkLLL0% (1)
- LG Mini Split ManualDocument38 pagesLG Mini Split ManualMark ChaplinNo ratings yet
- Stahl Cable Festoon SystemsDocument24 pagesStahl Cable Festoon SystemsDaniel SherwinNo ratings yet