You might also like
- A PresentationDocument57 pagesA Presentationmadan023No ratings yet
- Threads and Threaded FastenersDocument12 pagesThreads and Threaded FastenersPalaNo ratings yet
- BoltsDocument18 pagesBoltsSatyaKrishna Palla100% (1)
- Threads and FastenersDocument89 pagesThreads and Fastenerstheleovn0% (1)
- Screw Thread PDFDocument45 pagesScrew Thread PDFPandurang Nalawade67% (3)
- ThreadsDocument50 pagesThreadsSagar JathanNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingkoshkadaNo ratings yet
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- Thread DetailsDocument27 pagesThread DetailsN.PalaniappanNo ratings yet
- ThreadsDocument62 pagesThreadsAyush SinghNo ratings yet
- Screw Threads: ME354 Albert ClaypoolDocument13 pagesScrew Threads: ME354 Albert ClaypoolfotickNo ratings yet
- Design Bolts and ScrewsDocument42 pagesDesign Bolts and ScrewsBirondo100% (1)
- Screw Thread FundamentalsDocument56 pagesScrew Thread FundamentalsAbhishek Kumar100% (1)
- 07 Power Screws and Threaded Fasteners (Handout)Document16 pages07 Power Screws and Threaded Fasteners (Handout)tnvsaikiran3100% (3)
- Problems s8Document4 pagesProblems s8zangue billy jamesNo ratings yet
- Machine DesignDocument26 pagesMachine Designrajasekar21No ratings yet
- Geometric Dimensioning and Tolerancing: Procedure / Drafting FNHA-3-B-072.00Document69 pagesGeometric Dimensioning and Tolerancing: Procedure / Drafting FNHA-3-B-072.00003689% (9)
- M6 Hardware (Phase B)Document88 pagesM6 Hardware (Phase B)Moin IqbalNo ratings yet
- Bolted JointsDocument3 pagesBolted JointsGiuseppe GiuseppeNo ratings yet
- Belt Drive SystemsDocument8 pagesBelt Drive SystemsYavuz KeskinNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinNo ratings yet
- Mechanical Assembly - Chapter 33Document67 pagesMechanical Assembly - Chapter 33xharpreetxNo ratings yet
- Screw Threads and Assembly Drawing Class NotesNotesDocument17 pagesScrew Threads and Assembly Drawing Class NotesNotesRay NjorogeNo ratings yet
- Knuckle Joints DesignDocument10 pagesKnuckle Joints DesignKvrd Prasad100% (1)
- Power ScrewsDocument10 pagesPower ScrewsamanggayamNo ratings yet
- Instrumentation CH3Document84 pagesInstrumentation CH3muru0105No ratings yet
- Thread Fasteners Loosening TribologyDocument179 pagesThread Fasteners Loosening TribologysasunNo ratings yet
- Mechanical Fasteners - Part IIDocument24 pagesMechanical Fasteners - Part IIsaded05No ratings yet
- Aircraft Materials and Hardware: BoltsDocument27 pagesAircraft Materials and Hardware: BoltsPakistaniTalent cover songsNo ratings yet
- Introduction To Power Screw AssingmentDocument4 pagesIntroduction To Power Screw AssingmentZohaibShoukatBalochNo ratings yet
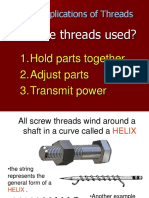
- Primary Functions of A ThreadDocument10 pagesPrimary Functions of A ThreadEng-Mohammed Abu NuktaNo ratings yet
- A Bearing Is A Device To Permit Constrained Relative Motion Between Two Parts, Typically Rotation or Linear MovementDocument18 pagesA Bearing Is A Device To Permit Constrained Relative Motion Between Two Parts, Typically Rotation or Linear MovementSreedhar Madhana100% (1)
- Screws Nuts Washer SizesDocument5 pagesScrews Nuts Washer SizesHEMANTKHERANo ratings yet
- Solution: Fig. 6.27 Differential Screw JackDocument6 pagesSolution: Fig. 6.27 Differential Screw JackWahyu AwaludinNo ratings yet
- Ansys Report of Knuckle JointDocument27 pagesAnsys Report of Knuckle JointNíthìsh GøwdåNo ratings yet
- Surface Finish ChartsDocument5 pagesSurface Finish ChartsagssugaNo ratings yet
- Motor Quality Guide: Reliability, Life Cycle Costs, and Choosing the Right SupplierDocument12 pagesMotor Quality Guide: Reliability, Life Cycle Costs, and Choosing the Right SupplierRyan Jay100% (1)
- Gear Cutting Operations GuideDocument23 pagesGear Cutting Operations GuideHossam AliNo ratings yet
- Power Screws - Types and Uses ExplainedDocument6 pagesPower Screws - Types and Uses ExplainedDeepak KrishnanNo ratings yet
- Bevel GearsDocument1 pageBevel GearsBalasoobramaniam CarooppunnenNo ratings yet
- Wire Rope BookletDocument27 pagesWire Rope BookletVasanth RaghavanNo ratings yet
- Chapter 5, CH 6, Tolerances, FitsDocument55 pagesChapter 5, CH 6, Tolerances, Fitssamuel mekuriawNo ratings yet
- Dte - Rolling Contact BearingsDocument32 pagesDte - Rolling Contact Bearingspotnuru Jaivanth100% (1)
- SpringDocument30 pagesSpringlin_meckylogiNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingVenugopal MahalingamNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread Cuttingcpojha100% (1)
- Thread Cutting GuideDocument111 pagesThread Cutting GuideKundan Patil100% (1)
- Threads and Thread CuttingDocument21 pagesThreads and Thread CuttingravijecrcNo ratings yet
- Thread and Thread CuttingDocument9 pagesThread and Thread Cuttinglyk zNo ratings yet
- Threads and FastenersDocument25 pagesThreads and FastenersMuhammed UmarNo ratings yet
- Threaded & Riveted JointsDocument43 pagesThreaded & Riveted JointsMadhurima BhandariNo ratings yet
- Metric STD ThreadDocument4 pagesMetric STD ThreadmayurNo ratings yet
- Material Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngDocument30 pagesMaterial Removal Manufacturing Processes: MACH71685 Dr. Liviu Radulescu, P.EngEthan StoneNo ratings yet
- Understanding Thread Forms and Lathe SetupDocument30 pagesUnderstanding Thread Forms and Lathe SetupAkulNo ratings yet
- 10-1 Threaded FastenersDocument23 pages10-1 Threaded FastenersDeepak Ranjan BholaNo ratings yet
- Chapter 3 Strength Calculation of JointsDocument76 pagesChapter 3 Strength Calculation of Jointsrobel metiku100% (1)
- Threads and FastenersDocument21 pagesThreads and FastenersSunil DeoNo ratings yet
- 7 Bolted Connections-T8 T9Document24 pages7 Bolted Connections-T8 T9Bernardine BenedictNo ratings yet
- Threads FastenersDocument81 pagesThreads FastenersДмитрий РыбаковNo ratings yet
- Adobe Acrobat XI Pro 10116 Multilingual Crack Serial Key PDFDocument4 pagesAdobe Acrobat XI Pro 10116 Multilingual Crack Serial Key PDFNicoleNo ratings yet
- Seizing the Light A Social Aesthetic History of Photography Robert HirschDocument26 pagesSeizing the Light A Social Aesthetic History of Photography Robert HirschSvetlana DograNo ratings yet
- Tele Immersion: Aman BabberDocument16 pagesTele Immersion: Aman Babberbabbar_amanNo ratings yet
- Jordan Vs LebronDocument6 pagesJordan Vs Lebronapi-719540801No ratings yet
- DocumentDocument5 pagesDocumentKaran KirubajkNo ratings yet
- WL100-GA - Rev 01Document1 pageWL100-GA - Rev 01affendy roynNo ratings yet
- Class and Race OptionsDocument4 pagesClass and Race OptionsGeorge50% (2)
- Troop Meeting Plan FormDocument1 pageTroop Meeting Plan FormSTARTTOLOOKNo ratings yet
- Latian Soal XIDocument5 pagesLatian Soal XIHenny KusumaNo ratings yet
- Hospitality Review MooreDocument4 pagesHospitality Review Mooremarina partsvaniaNo ratings yet
- T1X User Manual 1.0 v5.0 - EditableDocument36 pagesT1X User Manual 1.0 v5.0 - EditableRifanto Bin SatariNo ratings yet
- Executive+Committee+Roster+ +february+2014Document6 pagesExecutive+Committee+Roster+ +february+2014George SkinnerNo ratings yet
- National Artists of The PhilippinesDocument17 pagesNational Artists of The PhilippinesDeniseNo ratings yet
- Structuralist Analysis of Stage FX's The MousetrapDocument2 pagesStructuralist Analysis of Stage FX's The Mousetrapsuperwee100No ratings yet
- Gateway B1+ (1st Edition) Test Unit 8Document8 pagesGateway B1+ (1st Edition) Test Unit 8Semir Omerdić75% (20)
- Modul Bahasa Inggris SDDocument9 pagesModul Bahasa Inggris SDitsmeupkNo ratings yet
- Packexpo18 PressDocument4 pagesPackexpo18 PressarunNo ratings yet
- 4th Periodical Test g12 P.EDocument8 pages4th Periodical Test g12 P.EYram LemNo ratings yet
- Passive Sentences Matched PicturesDocument2 pagesPassive Sentences Matched PicturessorinadanNo ratings yet
- Egypt and PersiaDocument4 pagesEgypt and PersiaDominique John JuanilloNo ratings yet
- Chapter 7 Probability II Sample Space and EventsDocument7 pagesChapter 7 Probability II Sample Space and Eventsleelee1127No ratings yet
- The Digital Matrix in The Automotive Sector - Venkat VenkatramanDocument30 pagesThe Digital Matrix in The Automotive Sector - Venkat VenkatramanIvan Martinez100% (2)
- the-QuertDell-XPS-9360-Hackintosh Dell XPS 13 (9360) For macOS MojaveDocument7 pagesthe-QuertDell-XPS-9360-Hackintosh Dell XPS 13 (9360) For macOS MojaversuchwaniNo ratings yet
- Preview of SweetDocument20 pagesPreview of SweetMisha MK25% (4)
- x5 CatalogueDocument18 pagesx5 CatalogueKmt_AeNo ratings yet
- Soalan Sains - Year 5 (Module 1)Document19 pagesSoalan Sains - Year 5 (Module 1)ZAZOLNIZAM BIN ZAKARIA67% (3)
- Last ExceptionDocument7 pagesLast ExceptionAnindhita Mega PNo ratings yet
- Iron Kingdoms - Adventure - Fool's Errand (LVL 3-5) PDFDocument29 pagesIron Kingdoms - Adventure - Fool's Errand (LVL 3-5) PDFnomad79No ratings yet
- Beating The Caro-Kann - Kotronias PDFDocument115 pagesBeating The Caro-Kann - Kotronias PDFNamrah Zubair0% (1)
- 1st Quarter Summative Test in English 9Document4 pages1st Quarter Summative Test in English 9MA. GELINA DEPONENo ratings yet