You might also like
- S 000 1630 0004 - A Procedure For Subcontractor ReportingDocument10 pagesS 000 1630 0004 - A Procedure For Subcontractor ReportinghunghoanglongNo ratings yet
- A1018a1018m 16Document8 pagesA1018a1018m 16Rony YudaNo ratings yet
- FSH TigDocument105 pagesFSH TigChee WeiNo ratings yet
- AISC Intro Steel Bridge Design r3 Handout 2perDocument49 pagesAISC Intro Steel Bridge Design r3 Handout 2perDarline Cano CardonaNo ratings yet
- AISI Steel GradesDocument1 pageAISI Steel GradessanoopvkNo ratings yet
- Project quality control form QCF307Document1 pageProject quality control form QCF307minhnnNo ratings yet
- Piping Design Quick Reference CardDocument3 pagesPiping Design Quick Reference CardPiping_SpecialistNo ratings yet
- Piping Design Quick Reference CardDocument3 pagesPiping Design Quick Reference CardPiping_SpecialistNo ratings yet
- Carbon steel impact test materialsDocument4 pagesCarbon steel impact test materialsnike_y2kNo ratings yet
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsDocument9 pagesWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- Liquid Penetrant Testing Report SummaryDocument1 pageLiquid Penetrant Testing Report SummaryAbdul NaveedNo ratings yet
- Butt JointsDocument21 pagesButt JointsRaj1-23No ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Quality Control Procedure for Hardness TestingDocument7 pagesQuality Control Procedure for Hardness TestingPinto Carlos100% (2)
- 3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFDocument11 pages3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFManoj Balla100% (1)
- MSS SP-83-2014 Class 3000 and 6000 Pipe Unions, Socket Welding and Threaded (Carbon Steel, Alloy Steel, Stainless Steels, and Nickel Alloys)Document16 pagesMSS SP-83-2014 Class 3000 and 6000 Pipe Unions, Socket Welding and Threaded (Carbon Steel, Alloy Steel, Stainless Steels, and Nickel Alloys)arnoldbatista55100% (1)
- API Welding Procedure Specification PDFDocument3 pagesAPI Welding Procedure Specification PDFBob LeeNo ratings yet
- BPQ REV. 0 Interactive FormDocument2 pagesBPQ REV. 0 Interactive FormcosmicbunnyNo ratings yet
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- ASTM Grades Explained for Pipes, Fittings, Flanges & MoreDocument4 pagesASTM Grades Explained for Pipes, Fittings, Flanges & Moremohan babuNo ratings yet
- F-016-Static Equipment Installation ChecklistDocument3 pagesF-016-Static Equipment Installation Checklisthunghoanglong100% (1)
- PWHTDocument103 pagesPWHTChetan B KapadiaNo ratings yet
- Imp-Comparison of SpecificationsDocument7 pagesImp-Comparison of SpecificationsKetan PatelNo ratings yet
- Strip CladingDocument26 pagesStrip Cladingviswamanoj100% (1)
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Nickel Alloy Tree From Special Metals CompanyDocument7 pagesNickel Alloy Tree From Special Metals CompanyTapanNo ratings yet
- WPS Resrvoire Sous Pression Smaw SawDocument6 pagesWPS Resrvoire Sous Pression Smaw SawDanem HalasNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- Electrode SelectionDocument85 pagesElectrode SelectionShaheen Andre Chikku100% (2)
- Welder Visual Inspection ReportsDocument24 pagesWelder Visual Inspection ReportsKyNo ratings yet
- ASMEDocument38 pagesASMEshazanNo ratings yet
- Storing and Redrying Electrodes-Lincoln ElectricDocument3 pagesStoring and Redrying Electrodes-Lincoln ElectricjasminneeNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- Review of ISO Standards for Welding Procedure SpecificationsDocument9 pagesReview of ISO Standards for Welding Procedure SpecificationsYan FerizalNo ratings yet
- Joint Efficiency TutorialDocument47 pagesJoint Efficiency TutorialJignesh ShahNo ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- July weld repair rate reportDocument2 pagesJuly weld repair rate reportSalahuddin FarooquiNo ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- Welding Filler Metals For Power Plant EngineeringDocument20 pagesWelding Filler Metals For Power Plant EngineeringgogotigNo ratings yet
- Shell's Post-Weld Heat Treatment GuideDocument17 pagesShell's Post-Weld Heat Treatment GuideSiva RamNo ratings yet
- ASME U & R STAMPS GUIDEDocument12 pagesASME U & R STAMPS GUIDEShaheen Andre ChikkuNo ratings yet
- Technics Offshore Engineering Pte LTD: Material & Weld Traceability RecordDocument17 pagesTechnics Offshore Engineering Pte LTD: Material & Weld Traceability RecordHanuman RaoNo ratings yet
- 6GR RequirementsDocument1 page6GR Requirementswalitedison100% (1)
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Document17 pagesWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- WPS for Welding SA-335 P11 to SA-234 WP11Document3 pagesWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitNo ratings yet
- WPS 316 L PDFDocument4 pagesWPS 316 L PDFIrinaNo ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- AWS specifications for selecting electrodes for welding various material gradesDocument1 pageAWS specifications for selecting electrodes for welding various material gradesmohammedetaNo ratings yet
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- Graycor WPS 19 SampleDocument5 pagesGraycor WPS 19 SampleRaul SebastiamNo ratings yet
- ASME 9 Calculator Approval RangesDocument2 pagesASME 9 Calculator Approval RangesEmel Besir100% (1)
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- Visual Inspection of Weld Joints Welding and NDTDocument7 pagesVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueNo ratings yet
- WeldDocs WPSDocument2 pagesWeldDocs WPSMDSIKKU_2005No ratings yet
- Valve Spec.Document15 pagesValve Spec.koner_debasishNo ratings yet
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocument1 pageTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNo ratings yet
- 1 Esab Selectin ChartDocument14 pages1 Esab Selectin ChartmohamedabubackerNo ratings yet
- Useful Information For The Valve IndustryDocument9 pagesUseful Information For The Valve Industryhummingbird4uNo ratings yet
- AU14001 ISO THI 1203 Ra PDFDocument1 pageAU14001 ISO THI 1203 Ra PDFhunghoanglongNo ratings yet
- Valve - Spec (260614) PDFDocument3 pagesValve - Spec (260614) PDFhunghoanglongNo ratings yet
- AU14001 ISO THI 1203 Ra PDFDocument1 pageAU14001 ISO THI 1203 Ra PDFhunghoanglongNo ratings yet
- GB3b-H65-9351 AU14001-ISO-MPS-2210 - 1-rB PDFDocument1 pageGB3b-H65-9351 AU14001-ISO-MPS-2210 - 1-rB PDFhunghoanglongNo ratings yet
- AU14001 ISO THI 1207 Ra PDFDocument1 pageAU14001 ISO THI 1207 Ra PDFhunghoanglongNo ratings yet
- Valve - Spec (260614) PDFDocument3 pagesValve - Spec (260614) PDFhunghoanglongNo ratings yet
- GB3b-H65-9351 AU14001-ISO-MPS-2210 - 2-Ra PDFDocument1 pageGB3b-H65-9351 AU14001-ISO-MPS-2210 - 2-Ra PDFhunghoanglongNo ratings yet
- GB3b-H65-9351 AU14001-ISO-MPS-2210 - 2-Ra PDFDocument1 pageGB3b-H65-9351 AU14001-ISO-MPS-2210 - 2-Ra PDFhunghoanglongNo ratings yet
- WPS 작성 (영)Document24 pagesWPS 작성 (영)hunghoanglongNo ratings yet
- Grade P91Material Welding & Heat Treatment ManagementDocument1 pageGrade P91Material Welding & Heat Treatment ManagementhunghoanglongNo ratings yet
- Essential Condition of Weld QualificationDocument3 pagesEssential Condition of Weld QualificationhunghoanglongNo ratings yet
- PQR 작성 (영)Document14 pagesPQR 작성 (영)hunghoanglongNo ratings yet
- Drawing Control Sheet (Tank & Operation Platform) - 140812 PDFDocument3 pagesDrawing Control Sheet (Tank & Operation Platform) - 140812 PDFhunghoanglongNo ratings yet
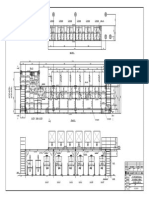
- Platform Rev0 140812 PDFDocument8 pagesPlatform Rev0 140812 PDFhunghoanglongNo ratings yet
- Asme Sa 213 Grade t92 TubesDocument1 pageAsme Sa 213 Grade t92 TubesFerroPipENo ratings yet
- ASMEDocument2 pagesASMEdenisNo ratings yet
- HSLA Steel Properties and ApplicationsDocument28 pagesHSLA Steel Properties and ApplicationsMuh Fajar RamadhanNo ratings yet
- Ferramentas Inteiriças de Metal DuroDocument64 pagesFerramentas Inteiriças de Metal DuroValdair Jose De SouzaNo ratings yet
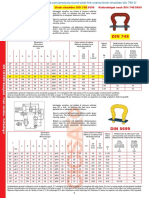
- Katalog - CICSA Chain DIN 764 & Shackle DIN 745Document2 pagesKatalog - CICSA Chain DIN 764 & Shackle DIN 745Jupiter GoNo ratings yet
- General Information G-0002: Description On Material JIS-ASTMDocument4 pagesGeneral Information G-0002: Description On Material JIS-ASTMEko Indra SaputraNo ratings yet
- 1.PL Drilling Main CatDocument42 pages1.PL Drilling Main CatBojan RadovanovicNo ratings yet
- 01 CE 014 - Introduction To Steel Design - Module1.4-1.7 - Stu - 02Document6 pages01 CE 014 - Introduction To Steel Design - Module1.4-1.7 - Stu - 02Kean NiemoNo ratings yet
- Certificado de Calidad de Brida de Acero WN RF Clase 300 SCH 120Document1 pageCertificado de Calidad de Brida de Acero WN RF Clase 300 SCH 120Rodrigo Sarrin AsteteNo ratings yet
- Classification of Steel & Alloy SteelsDocument39 pagesClassification of Steel & Alloy SteelsNetaa sachinNo ratings yet
- Roller Bracket DesignDocument3 pagesRoller Bracket DesignAnonymous HqmsfkbNo ratings yet
- Sample Graph DataDocument13 pagesSample Graph DataLuan SampaioNo ratings yet
- Material Din en AstmDocument1 pageMaterial Din en Astmabdulloh_99No ratings yet
- Types of Steel: Carbon, Alloy, Stainless & ToolDocument7 pagesTypes of Steel: Carbon, Alloy, Stainless & ToolSakib RafeeNo ratings yet
- Aalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51Document13 pagesAalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51kartik spectomsNo ratings yet
- Esfuerzos Maximo Permisibles Tablas Ucs Ii Asme Viii Div 1 PDFDocument643 pagesEsfuerzos Maximo Permisibles Tablas Ucs Ii Asme Viii Div 1 PDFChuy Ramos0% (1)
- Böhler Welding Produktkatalog EN 2019 1Document671 pagesBöhler Welding Produktkatalog EN 2019 1Bouzaida Maher100% (1)
- Lamda Exothermic Welding ChartDocument93 pagesLamda Exothermic Welding ChartAgus Nur SetiawanNo ratings yet
- Cicli Corsa - Racing Bikes: Listino Prezzi - Price ListDocument6 pagesCicli Corsa - Racing Bikes: Listino Prezzi - Price ListcarbonabikesNo ratings yet
- Sect TPR MatrlDocument5 pagesSect TPR MatrlcanhizNo ratings yet
- Ceg!Iel: Sups)Document21 pagesCeg!Iel: Sups)PamellaNo ratings yet
- Astm A312Document5 pagesAstm A312Hưng PhùngNo ratings yet
- AS 1210-2010 Pressure VesselsDocument1 pageAS 1210-2010 Pressure Vesselsboy123 ddp thaiNo ratings yet
- Steel As Construction MaterialDocument5 pagesSteel As Construction MaterialYashi ShrivastavaNo ratings yet