You might also like
- Tank Blanketing BasicsDocument47 pagesTank Blanketing BasicsHamdan Sidek100% (2)
- PSV Sizing For Two Phase FlowDocument28 pagesPSV Sizing For Two Phase FlowSyed Haideri100% (1)
- Lab 1 Refrigeration CycleDocument8 pagesLab 1 Refrigeration Cycletengku30No ratings yet
- Application of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyDocument27 pagesApplication of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyYesid Tapiero MartínezNo ratings yet
- Cryogenics EngineeringDocument174 pagesCryogenics EngineeringGomathi Sankar100% (1)
- Jet Venturi Fume ScrubbersDocument7 pagesJet Venturi Fume ScrubbersihllhmNo ratings yet
- Partially Full Pipe Flow Calculations - S.I. Units: Workbook ContentsDocument29 pagesPartially Full Pipe Flow Calculations - S.I. Units: Workbook ContentsdiegoNo ratings yet
- Bioleaching: Microbial extraction of metalsDocument22 pagesBioleaching: Microbial extraction of metalsalborz99No ratings yet
- Presentation of Apex Consultants - NewDocument20 pagesPresentation of Apex Consultants - NewSudhirNo ratings yet
- Fundamentals of Biological Wastewater Treatment - PrefaceDocument4 pagesFundamentals of Biological Wastewater Treatment - Prefaceabhi_nddNo ratings yet
- Condenser Calculation, Using Thermo Utilities v2Document2 pagesCondenser Calculation, Using Thermo Utilities v2Ram MohanNo ratings yet
- Chemicals Zetag MSDS Powder Zetag 4190 - 0810Document6 pagesChemicals Zetag MSDS Powder Zetag 4190 - 0810PromagEnviro.comNo ratings yet
- 10 Tips Refrigerant PipingDocument3 pages10 Tips Refrigerant PipingAndres CarrascoNo ratings yet
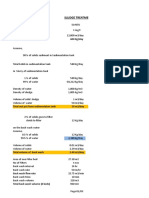
- Sludge Treatment: Total Solid in Raw Water 600 Kg/dayDocument12 pagesSludge Treatment: Total Solid in Raw Water 600 Kg/dayThava ThavaNo ratings yet
- Connocophilips Gas SubanDocument41 pagesConnocophilips Gas SubanAkmal_Fuadi100% (1)
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- Air Pollution ControlDocument35 pagesAir Pollution ControlPraveen YadavNo ratings yet
- Air Pollution ControlDocument35 pagesAir Pollution ControlPraveen YadavNo ratings yet
- Eurox Cross Flow ScrubberDocument8 pagesEurox Cross Flow ScrubberRobin LayogNo ratings yet
- Separators: Advantages DisadvantagesDocument46 pagesSeparators: Advantages DisadvantagesMahmoud Ahmed Ali Abdelrazik100% (1)
- Business Activities ProfileDocument35 pagesBusiness Activities ProfileKapa KamalakarNo ratings yet
- Mfrs. & suppliers of evaporator, MEE, ATFD, ETP equipmentDocument10 pagesMfrs. & suppliers of evaporator, MEE, ATFD, ETP equipmentrajesh kothariNo ratings yet
- Noniterative Design of Multiple Effect Evaporators Using Excel Add InsDocument10 pagesNoniterative Design of Multiple Effect Evaporators Using Excel Add InsGalang Hanif AbdulahNo ratings yet
- Understanding the Urea Manufacturing Process at CFCLDocument38 pagesUnderstanding the Urea Manufacturing Process at CFCLPallavNo ratings yet
- HDH Desalination PDFDocument20 pagesHDH Desalination PDFDianita Citra Dewi100% (1)
- Ultrafiltration for Oily Industrial WaterDocument13 pagesUltrafiltration for Oily Industrial WaterböhmitNo ratings yet
- 7.5 KLHR MEE Offer (5%)Document10 pages7.5 KLHR MEE Offer (5%)kezaihrajNo ratings yet
- PV Wet ScrubberDocument7 pagesPV Wet ScrubberCepi Sindang KamulanNo ratings yet
- All About WastewatertreatmentDocument383 pagesAll About WastewatertreatmentLucian Apostu100% (1)
- ScrubberDocument28 pagesScrubberMuhammad Jajar Pambudi0% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Wet Scrubber: - Blog - Oureducation.In (Sakshi Soni)Document13 pagesWet Scrubber: - Blog - Oureducation.In (Sakshi Soni)Mgn SanNo ratings yet
- Lombardyne Multiple Effect EvaporatorDocument8 pagesLombardyne Multiple Effect EvaporatorKuldeep BhattNo ratings yet
- Experiments and Modeling of Bubble Column Dehumidifier PerformanceDocument11 pagesExperiments and Modeling of Bubble Column Dehumidifier PerformanceAl-Kawthari As-SunniNo ratings yet
- Bubble Column Humidification Dehumidification Desalination SystemDocument67 pagesBubble Column Humidification Dehumidification Desalination SystemAnnjoe MathewsNo ratings yet
- Recent Advances in Humidification Dehumidification (HDH) Desalination Processes - Improved Designs and ProductivityDocument16 pagesRecent Advances in Humidification Dehumidification (HDH) Desalination Processes - Improved Designs and ProductivityMr NaughtyNo ratings yet
- WSG (KR) - ASME - BPEDocument35 pagesWSG (KR) - ASME - BPEThomas C. Lane100% (1)
- What Sets The SaltMaker Apart 1Document10 pagesWhat Sets The SaltMaker Apart 1Furi Sri RahimahNo ratings yet
- Wet Scrubbing Systems ExplainedDocument4 pagesWet Scrubbing Systems Explainedvarunpassi100% (1)
- ProMinent Operating Instructions Meta HM-HKDocument20 pagesProMinent Operating Instructions Meta HM-HKivan_shterevNo ratings yet
- Recovery of Salt by EFCDocument39 pagesRecovery of Salt by EFCApurva PatelNo ratings yet
- Dykewall CalculationDocument4 pagesDykewall CalculationVipul GandhiNo ratings yet
- Forward Osmosis System AnalysisDocument27 pagesForward Osmosis System AnalysisSyed Muztuza AliNo ratings yet
- SMART Digital - DDA With Profibus DP / Modbus Rtu / Profinet Io / Modbus TCPDocument2 pagesSMART Digital - DDA With Profibus DP / Modbus Rtu / Profinet Io / Modbus TCPRyan GohNo ratings yet
- Paddle FlocculatorsDocument12 pagesPaddle FlocculatorsBinyam KebedeNo ratings yet
- Recent Advances in Desalination Technologies Final 1Document190 pagesRecent Advances in Desalination Technologies Final 1walidghoneim1970No ratings yet
- Energy Reduction Schemes For Multiple Effect Evaporator SystemsDocument10 pagesEnergy Reduction Schemes For Multiple Effect Evaporator Systemskishna009No ratings yet
- Packed Bed2Document61 pagesPacked Bed2rvsingh100% (4)
- Hadwaco MVR Evaporator Evaluated for Rinse Water RecyclingDocument43 pagesHadwaco MVR Evaporator Evaluated for Rinse Water RecyclingLuis ValdezNo ratings yet
- Co2 Degasifier To Adjust The PHDocument2 pagesCo2 Degasifier To Adjust The PHGhuna UcihaNo ratings yet
- Disturbance FactorDocument46 pagesDisturbance FactorBossNo ratings yet
- Multiple Effect Evaporator Online CalculationsDocument1 pageMultiple Effect Evaporator Online CalculationsRajdeepsinhNo ratings yet
- Scale Up of Paddle DryerDocument4 pagesScale Up of Paddle DryerRavindra V. Lakhapati100% (1)
- Zero Water Discharge in Process Industry-MainDocument21 pagesZero Water Discharge in Process Industry-Maineagle_snake2002No ratings yet
- Orifice ScrubberDocument1 pageOrifice ScrubberashifNo ratings yet
- Waste Water Treatment PlantDocument10 pagesWaste Water Treatment PlantBoiler ScrubberNo ratings yet
- Volume 3 Section 2 Process Requirements-FINAL 10062010Document63 pagesVolume 3 Section 2 Process Requirements-FINAL 10062010Pavle DimitrijevicNo ratings yet
- Non-Uniform Open Channel Flow - Surface Profile Calculations - S.I. UnitsDocument32 pagesNon-Uniform Open Channel Flow - Surface Profile Calculations - S.I. UnitsdiegoNo ratings yet
- Self-Cleaning and Robust: Thin Film TechnologiesDocument8 pagesSelf-Cleaning and Robust: Thin Film TechnologiesParvinder KaurNo ratings yet
- Treatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorDocument8 pagesTreatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorIna SitaNo ratings yet
- UASB-Process Design For Various Types of WastewatersDocument21 pagesUASB-Process Design For Various Types of WastewatersapitbhuNo ratings yet
- BioGas Project NL 01.03.2011Document1 pageBioGas Project NL 01.03.2011mswati101No ratings yet
- Pipe DimensionDocument7 pagesPipe DimensionLily NurdianaNo ratings yet
- Vacuum Evaporators Mateo Torres.Document11 pagesVacuum Evaporators Mateo Torres.Jakson Mateo Torres GuerraNo ratings yet
- Packed Towers: 12.1 Device TypeDocument10 pagesPacked Towers: 12.1 Device TypeSagar BhavsarNo ratings yet
- Adsorption from Solutions of Non-ElectrolytesFrom EverandAdsorption from Solutions of Non-ElectrolytesRating: 5 out of 5 stars5/5 (1)
- 9 Hydro Chrom 14 10 14Document22 pages9 Hydro Chrom 14 10 14Praveen YadavNo ratings yet
- 11 Mem SepDocument29 pages11 Mem SepPraveen Yadav100% (1)
- Pre Fuel CellDocument12 pagesPre Fuel CellPraveen YadavNo ratings yet
- 29 1 1 File0001Document1 page29 1 1 File0001Dinesh KumarNo ratings yet
- Notification HSSC JobsDocument13 pagesNotification HSSC JobsUpamanyu ChauhanNo ratings yet
- RRB JE Previous Year Question Paper 2014 Answer Key - RED SetDocument1 pageRRB JE Previous Year Question Paper 2014 Answer Key - RED SetPraveen YadavNo ratings yet
- RRB JE Previous Year Question Paper 2012Document11 pagesRRB JE Previous Year Question Paper 2012Praveen YadavNo ratings yet
- Meter OlogyDocument34 pagesMeter OlogyPraveen YadavNo ratings yet
- Operations Engineer - Directi - JD, Process & SalaryDocument5 pagesOperations Engineer - Directi - JD, Process & SalaryPraveen YadavNo ratings yet
- Conversion FormulaeDocument1 pageConversion FormulaeKiran ChandrasekaranNo ratings yet
- THE PARTICULATE NATURE OF MATTER: STATES, CHANGES, AND THE KINETIC THEORYDocument32 pagesTHE PARTICULATE NATURE OF MATTER: STATES, CHANGES, AND THE KINETIC THEORYB R YNo ratings yet
- Makogon Gas Hydrates - 2010Document11 pagesMakogon Gas Hydrates - 2010Alfino Harun LubisNo ratings yet
- Advanced Application of Micropasma WeldingDocument12 pagesAdvanced Application of Micropasma WeldingKonstantin MarjanuczNo ratings yet
- Hysys Oil ManagerDocument43 pagesHysys Oil ManagerKarim Kholeif50% (2)
- Answers 1997 ExamDocument7 pagesAnswers 1997 ExamcjNo ratings yet
- Equation For Compressibility Factor and Density of Saturated N-Alkanes (C1-C10) Vapor, Parahydrogen, and Water at The Boiling LineDocument6 pagesEquation For Compressibility Factor and Density of Saturated N-Alkanes (C1-C10) Vapor, Parahydrogen, and Water at The Boiling LineBobby Tri AditamaNo ratings yet
- 4 - Chemical Bonding StructuredDocument28 pages4 - Chemical Bonding StructuredHayaa KhanNo ratings yet
- Ref BasicsDocument15 pagesRef BasicsManasvini KarthihaNo ratings yet
- Class 9 - ScienceDocument220 pagesClass 9 - ScienceNikki AroraNo ratings yet
- Gaseous StateDocument51 pagesGaseous StateSal Sabeela RahmanNo ratings yet
- What Are Van Der Waals ForcesDocument3 pagesWhat Are Van Der Waals Forcesapi-19918310No ratings yet
- Properties of LiquidDocument2 pagesProperties of LiquidMlcndNo ratings yet
- Unit-1 Solids: Questions Carrying One MarkDocument159 pagesUnit-1 Solids: Questions Carrying One MarkGahan Gowda SNo ratings yet
- EST Emergency Scrubber Products1Document32 pagesEST Emergency Scrubber Products1ca_perez75No ratings yet
- Gas Hydrate: A Future Energy SourceDocument9 pagesGas Hydrate: A Future Energy SourceRüstəm Emrah QədirovNo ratings yet
- Density of States: ECE-656: Fall 2011Document16 pagesDensity of States: ECE-656: Fall 2011Bruno Bassi Millan TorresNo ratings yet
- PHY4221 (2020) Assignment 2Document2 pagesPHY4221 (2020) Assignment 2MainzaNo ratings yet
- Refrigerant Experiment (Apparatus, Procedure, Discussion)Document6 pagesRefrigerant Experiment (Apparatus, Procedure, Discussion)Hakimi HarisNo ratings yet
- Lakhmir Singh Solutions For Class 9 Feb22 Chemistry Chapter 4 Structure of AtomDocument14 pagesLakhmir Singh Solutions For Class 9 Feb22 Chemistry Chapter 4 Structure of AtomDarshilNo ratings yet
- Gaseous State Essay EMDocument2 pagesGaseous State Essay EMThilanka LiyanageNo ratings yet
- Plant 39 Nitrogen Plant: by PalagunaDocument17 pagesPlant 39 Nitrogen Plant: by PalagunaGhuna Uciha100% (1)
- R407C PDFDocument4 pagesR407C PDFNaufal LuthfiNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA SheetDocument1 pageAspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA Sheetvaratharajan g rNo ratings yet
- Refrigeration Cycles ExplainedDocument8 pagesRefrigeration Cycles ExplainedAwais Asghar KhanNo ratings yet