You might also like
- Shop Manual WA380-3LE SN A50001Document758 pagesShop Manual WA380-3LE SN A50001Eliecer godoy100% (2)
- Advance Metal Forming ProcessDocument12 pagesAdvance Metal Forming ProcessRemo RamNo ratings yet
- Equipment CapabilitesDocument19 pagesEquipment Capabilitesapi-1975359897% (194)
- Surface roughness parameters and their effectsDocument6 pagesSurface roughness parameters and their effectsCarlos BustamanteNo ratings yet
- Course: Materials TechnologyDocument60 pagesCourse: Materials TechnologyelvisNo ratings yet
- Die Design PresentationDocument24 pagesDie Design PresentationIsrar Equbal100% (1)
- 6-2 Machining Processes IDocument44 pages6-2 Machining Processes IOmar AhmedNo ratings yet
- C.S. Sharma and Kamlesh Purohit - Design of Machine Elements-PHI Learning Private Limited (2013)Document782 pagesC.S. Sharma and Kamlesh Purohit - Design of Machine Elements-PHI Learning Private Limited (2013)MOHIT PANTNo ratings yet
- NC CNC Machine ToolDocument50 pagesNC CNC Machine ToolShoaib MultaniNo ratings yet
- Jigs and Fixtures Clamping GuideDocument15 pagesJigs and Fixtures Clamping GuidenilamNo ratings yet
- Die Set Engineering Handbook and CatalogDocument144 pagesDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Surface GrindingDocument3 pagesSurface GrindingNithish Kuttan100% (1)
- Jig and FixtureDocument24 pagesJig and FixtureprabhjotbhangalNo ratings yet
- Casting Design ConsiderationsDocument14 pagesCasting Design Considerationssamir100% (7)
- Metal Forming Operations - KalpakjianDocument46 pagesMetal Forming Operations - KalpakjianMuhamad RozaqNo ratings yet
- DATUMSDocument84 pagesDATUMSmaddy_scribd100% (2)
- Press Tool Components Die MakingDocument29 pagesPress Tool Components Die Makingmayank123100% (1)
- SLTRT Service Level Testing Reporting ToolDocument110 pagesSLTRT Service Level Testing Reporting ToolChedli Dhouibi50% (2)
- Metal CuttingDocument39 pagesMetal Cuttingavinashn12No ratings yet
- Trade Skills Assessment GuideDocument25 pagesTrade Skills Assessment GuideRandz Lampa0% (1)
- Tool DesignDocument29 pagesTool DesignPavan TejaNo ratings yet
- Nuclear Radioactivity WorksheetDocument3 pagesNuclear Radioactivity Worksheet14569874No ratings yet
- JJ104 Workshop Technology Chapter7 Grinding MachineDocument19 pagesJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- A RUNNER-GATE DESIGN SYSTEM FOR DIE CASTING DIESDocument9 pagesA RUNNER-GATE DESIGN SYSTEM FOR DIE CASTING DIESKetan ChhedaNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- A380-LEVEL III - ATA 42 Integrated Modular Avionics - Avionics DaDocument66 pagesA380-LEVEL III - ATA 42 Integrated Modular Avionics - Avionics DaAbolfazl Mazloomi100% (11)
- Solar Cooker.1Document7 pagesSolar Cooker.1GAJANAN M NAIKNo ratings yet
- Solar Cooker.1Document7 pagesSolar Cooker.1GAJANAN M NAIKNo ratings yet
- Tool & DieDocument15 pagesTool & DieAabidah AbiyahNo ratings yet
- BraginskiiDocument97 pagesBraginskiicordella_francescoNo ratings yet
- MoldDocument44 pagesMoldrohitNo ratings yet
- MILLING CNC ReportDocument8 pagesMILLING CNC ReportTAHRIM HOSSAIN RAFIN / UPMNo ratings yet
- Selection of Cutting Tool Materials: CBN & PCDDocument24 pagesSelection of Cutting Tool Materials: CBN & PCDKarthick NNo ratings yet
- Machine Tools Guide in 40 CharactersDocument16 pagesMachine Tools Guide in 40 CharactersKarNo ratings yet
- Insulation Castables Application Procedure - Rev-2 - PDFDocument10 pagesInsulation Castables Application Procedure - Rev-2 - PDFNatarajan MurugesanNo ratings yet
- Mould BaseDocument8 pagesMould BaseMould Base ManufacturerNo ratings yet
- Ch#20 SHEET METAL WORKINGDocument119 pagesCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Metal Cutting Theory and MechanismDocument75 pagesMetal Cutting Theory and Mechanismnishantdubey1183No ratings yet
- Theory of Metal CuttingDocument29 pagesTheory of Metal Cuttingvishnu anandNo ratings yet
- Heat Treatment and Tooling DesignDocument28 pagesHeat Treatment and Tooling DesignAfzan Noor HisyamNo ratings yet
- Dry MachiningDocument13 pagesDry Machiningbanteshyam100% (3)
- Web043 Safe Reliable Die ClampingDocument40 pagesWeb043 Safe Reliable Die Clampingsinr100% (1)
- Production Process.II (CBCGS) Module.1 Metal CuttingDocument24 pagesProduction Process.II (CBCGS) Module.1 Metal CuttingOmkar BedadeNo ratings yet
- Challenges Faced in Precision ForgingDocument39 pagesChallenges Faced in Precision ForgingHardikNo ratings yet
- Lab Sheet TurningDocument7 pagesLab Sheet Turningmohdiqbal93No ratings yet
- CNC Milling Machine REPORTDocument11 pagesCNC Milling Machine REPORTMazlin Azura100% (2)
- Metal Cutting Processes and MechanismsDocument86 pagesMetal Cutting Processes and MechanismsscorpionarnoldNo ratings yet
- Design of Single Point Cutting ToolDocument11 pagesDesign of Single Point Cutting ToolSiddharth DubeyNo ratings yet
- Turning and Drilling PPT MFG Chapter23 FinalDocument78 pagesTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNo ratings yet
- Sheet MetalDocument4 pagesSheet MetalLokesh BasappaNo ratings yet
- Wire Cut EDM PDFDocument5 pagesWire Cut EDM PDFgowtham raju buttiNo ratings yet
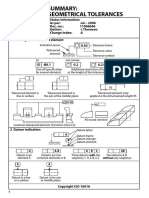
- Summary-Geometrical Tolerance - I - 07-2006 - Rev ADocument10 pagesSummary-Geometrical Tolerance - I - 07-2006 - Rev AMhs EngineerNo ratings yet
- Forging & Die Design Course Optimizes ProcessesDocument5 pagesForging & Die Design Course Optimizes ProcessesSundar KaruppiahNo ratings yet
- Jigs and FixturesDocument20 pagesJigs and FixturesRenjith RajendraprasadNo ratings yet
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Design of Jigs Fixtures and Press Tools PDFDocument4 pagesDesign of Jigs Fixtures and Press Tools PDFniharika kadiriNo ratings yet
- Principle Angle Single Point Cutting ToolsDocument16 pagesPrinciple Angle Single Point Cutting ToolsSoumik DasNo ratings yet
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- Unit I - Theory of Metal CuttingDocument111 pagesUnit I - Theory of Metal CuttingSaravana KumarNo ratings yet
- Sheet Metal Forming WorkshopDocument7 pagesSheet Metal Forming WorkshopIbrahim Khaled0% (1)
- Recent Trends in ManufacturingDocument13 pagesRecent Trends in ManufacturingAmbarish100% (2)
- Cleaning, Casting Defects and Die Castings. CleaningFettling of CastingsDocument70 pagesCleaning, Casting Defects and Die Castings. CleaningFettling of Castingsmecaunidos7771No ratings yet
- TURNING LAB EXPERIMENTDocument12 pagesTURNING LAB EXPERIMENTLuqman HakimNo ratings yet
- Chapter 5-Sheet MetalworkingDocument82 pagesChapter 5-Sheet MetalworkingSeab PisethNo ratings yet
- Milling: Prepared By: Dinbandhu Singh 1Document23 pagesMilling: Prepared By: Dinbandhu Singh 1Dino SinghNo ratings yet
- Tool and Dye, Tool Making, Tool Engineering: Scrap - Strip LayoutDocument5 pagesTool and Dye, Tool Making, Tool Engineering: Scrap - Strip LayoutSubodh KumarNo ratings yet
- Ch23 Machining Processes Turning and Hole Making2Document72 pagesCh23 Machining Processes Turning and Hole Making2Muhammad YusufNo ratings yet
- Shaping, and Planning: Lecture No. 11Document41 pagesShaping, and Planning: Lecture No. 11Muhammad IrfanNo ratings yet
- 1 s2.0 S0032591017303844 Main PDFDocument15 pages1 s2.0 S0032591017303844 Main PDFGAJANAN M NAIKNo ratings yet
- Renewable and Sustainable Energy Reviews: Farouk M. OkashaDocument13 pagesRenewable and Sustainable Energy Reviews: Farouk M. OkashaGAJANAN M NAIKNo ratings yet
- 1 s2.0 S0009250917305067 Main PDFDocument32 pages1 s2.0 S0009250917305067 Main PDFGAJANAN M NAIKNo ratings yet
- 1 s2.0 S0894177717302339 Main PDFDocument10 pages1 s2.0 S0894177717302339 Main PDFGAJANAN M NAIKNo ratings yet
- 1 s2.0 S0009250917303287 Main PDFDocument11 pages1 s2.0 S0009250917303287 Main PDFGAJANAN M NAIKNo ratings yet
- Degree CFTDocument1 pageDegree CFTGAJANAN M NAIKNo ratings yet
- TurbomachineryDocument53 pagesTurbomachineryasp9924No ratings yet
- Unit IIIDocument42 pagesUnit IIIMatthew SmithNo ratings yet
- Degree CFTDocument1 pageDegree CFTGAJANAN M NAIKNo ratings yet
- Powder Technology: Philipp Lau, Matthias KindDocument9 pagesPowder Technology: Philipp Lau, Matthias KindGAJANAN M NAIKNo ratings yet
- Electrical Discharge Machining - Material Science and TechnologyDocument31 pagesElectrical Discharge Machining - Material Science and TechnologyIvan CristianNo ratings yet
- Textile WasteDocument56 pagesTextile WastePragathees WaranNo ratings yet
- 2 PDFDocument8 pages2 PDFGAJANAN M NAIKNo ratings yet
- 3 PDFDocument5 pages3 PDFGAJANAN M NAIKNo ratings yet
- 1 PDFDocument6 pages1 PDFGAJANAN M NAIKNo ratings yet
- 1 PDFDocument6 pages1 PDFGAJANAN M NAIKNo ratings yet
- 4 PDFDocument12 pages4 PDFGAJANAN M NAIKNo ratings yet
- 7 PDFDocument10 pages7 PDFGAJANAN M NAIKNo ratings yet
- 8 PDFDocument4 pages8 PDFGAJANAN M NAIKNo ratings yet
- 2 PDFDocument8 pages2 PDFGAJANAN M NAIKNo ratings yet
- RSS Pullers PDFDocument3 pagesRSS Pullers PDFGAJANAN M NAIKNo ratings yet
- Performance Evaluation of A Parabolic Solar Dish Cooker in Yola, NigeriaDocument5 pagesPerformance Evaluation of A Parabolic Solar Dish Cooker in Yola, NigeriaInternational Organization of Scientific Research (IOSR)No ratings yet
- 4D - Solar Ccooker - Lau Chun Kin GroupDocument18 pages4D - Solar Ccooker - Lau Chun Kin GroupGAJANAN M NAIKNo ratings yet
- 3 PDFDocument5 pages3 PDFGAJANAN M NAIKNo ratings yet
- 4 PDFDocument12 pages4 PDFGAJANAN M NAIKNo ratings yet
- MULTIFUNCTIONAL PULLERDocument18 pagesMULTIFUNCTIONAL PULLERspsl5No ratings yet
- 1743284714y 0000000598 PDFDocument15 pages1743284714y 0000000598 PDFGAJANAN M NAIKNo ratings yet
- Mock Test Jee MainDocument142 pagesMock Test Jee MainAkash Ghosh0% (1)
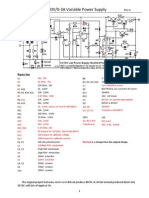
- Modified 0-30V - 0-3A Variable Power Supply - Rev.2Document2 pagesModified 0-30V - 0-3A Variable Power Supply - Rev.2Manuel Cereijo NeiraNo ratings yet
- Ahmed Mohammed EL Desouky 2007Document8 pagesAhmed Mohammed EL Desouky 2007Hazem MohamedNo ratings yet
- Company Profile 2021Document18 pagesCompany Profile 2021Hamza FaheemNo ratings yet
- Appendix 400.4 - Traffic Count TemplateDocument7 pagesAppendix 400.4 - Traffic Count TemplateOgunranti RasaqNo ratings yet
- 1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesDocument23 pages1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesThanh XomNo ratings yet
- CPU Vs vCPUDocument14 pagesCPU Vs vCPUainseanNo ratings yet
- Comb Manual IM 106 6888QSDocument36 pagesComb Manual IM 106 6888QSsathish2829No ratings yet
- EPMA Introduction To Powder MetallurgyDocument36 pagesEPMA Introduction To Powder MetallurgyPranjal SinghNo ratings yet
- Address Book in JAVADocument18 pagesAddress Book in JAVAmelyfony100% (1)
- BTSDocument75 pagesBTSgyanesh198450% (2)
- How To Sputter Thin Films of Metal Onto GlassDocument5 pagesHow To Sputter Thin Films of Metal Onto Glassfred_m_48601No ratings yet
- IPE 401-Drive SystemDocument16 pagesIPE 401-Drive SystemElmerNo ratings yet
- Signals and Systems - MjrobertsDocument3 pagesSignals and Systems - Mjrobertspriyakanthr5883100% (1)
- BPO2-Module 9 PROJECT PLANDocument16 pagesBPO2-Module 9 PROJECT PLANJudame Charo ZozobradoNo ratings yet
- The Tongue Display Unit (TDU) For Electrotactile Spatiotemporal Pattern PresentationDocument10 pagesThe Tongue Display Unit (TDU) For Electrotactile Spatiotemporal Pattern PresentationFrancisco Vicent PachecoNo ratings yet
- Plutnicki ResumeDocument1 pagePlutnicki ResumeAli PlutnickiNo ratings yet
- Stand Cons T DetailsDocument164 pagesStand Cons T DetailsmirfanjpcgmailcomNo ratings yet
- Aviation Week & Space Technology - September 22, 2014 USADocument60 pagesAviation Week & Space Technology - September 22, 2014 USAJohn David Hoyos MarmolejoNo ratings yet
- Ansul Wheeled RedLine 150lb F-2002046Document4 pagesAnsul Wheeled RedLine 150lb F-2002046German Duvan HernandezNo ratings yet
- CRCM Manual 2 9 16Document33 pagesCRCM Manual 2 9 16Kamagara Roland AndrewNo ratings yet
- Unit 2: Heat Treatment ProcessesDocument53 pagesUnit 2: Heat Treatment ProcessesAmit KumarNo ratings yet